(Л
cz
оо
со N3 Ю
ФиЗ. 1
Изобретение относится к области электродуговой сварки.
Цель изобретения - повышение надежности фиксации электродов разного диаметра за счет увеличения усилия.
На фиг. изображен электрододержа- тель, обишй вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1, в рабочем положении с большим электродом; на фиг. 4 - то же, в рабочем положении с малым электродом; на фиг. 5 - то .же, в нерабочем иоложении.
Электрододержатель содержит корпус 1 с ТОКОПОДВОДЯШ.ИМ стержнем 2 с упругими зажимны.ми кулачками 3, размещенными на торце по обе стороны от оси токоподводя- шего стержня 2. На токоподводяилий стер- , 2 навернута резьбовая втулка 4, взаимодействующая с кулачками 3. Кулачки 3 размещены на торце по обе стороны от оси токонодводящего стержня 2 и снабжены с одной стороны снизу глухим пазом 5, наклонные поверхности которого образуют угол а не более 120°. Резьбовая втулка 4 выполнена с внутренним глухим пазом 6. Расстояние а от центральной горизонтальной оси глухого паза 6 до оси втулки раз- но 0,5-0,6 диаметра меньшего электрода, глухой паз выполнен с радиусом R, превышающим большой диаметр электрода в ,--,2 раза.
Резьбовая втулка 4 соединена при помощи резьбы большого диаметра с электроизоляционной поворотной головкой 7. Через полую рукоятку корпуса 1 проходит токо- подводящий кабель 8, который соединяется с токоподводяш,им стерж.нем 2. Сверху электроизоляционного корпуса 1 установлен вкладыш 9, внутренний паз 10 которого заходит на хвостовик 1 1 стержня 2 и крепится к корпусу 1 винтом 12 с потайной головкой.
Электрододержатель работает следующим образом.
После установки электрода внутрь отверстия-, образованного кулачками 3 стержня 2
0
0
„
и втулкой 4 в сборе с головкой 7, последние навертывают по часовой стрелке. При этом к наклонным поверхностям кулачков 3 стержня 2 прижимается конец электрода. Зажим последнего осуществляется за счет передачи усилия, возникающего между конусными поверхностями кулачков 3 и поверхностью глухого паза 6 втулки 4 с головкой 7. Втулка 4 с электроизоляционной поворотной головкой 7 за один оборот перемещаются незначительно на токоподво- дящем стержне 2 к поверхностям скоса вкладыша 9 и корпуса 1 электрододержа- теля. Удаление огарка осуществляется при повороте втулки 4 с головкой 7 против часовой стрелки и вертикальном расположении последних, а также ввиду потери упругих свойств кулачков 3 стержня 2 после входа их в режим теплового насыщения.
Предлагаемое выполнение держателя для электродуговой сварки повыщает надежность и увеличивает срок службы электро- додержателя, а также повышает надежность фиксации электродов разного диаметра.
Формула изобретения
Электрододержатель для ручной дуговой сварки, содержаидий корпус с токоподводя- щим стержнем с упругими зажимными кулачками на его торце для крепления электродов и концентрично установленную на стержне резьбовую втулку с внутренним глухим пазом, отличающийся тем, что, с целью повышения надежности фиксации электродов разного диаметра за счет увеличения усилия, разрезные кулачки выполнены конусными и эксцентрично размещены на торце с образованием глухого паза, сообщающегося с глухим пазом втулки, выполненным в виде двух сопрягающихся цилиНлТ,- рических отверстий, при этом наклонные поверхности кулачков образуют угол не более 120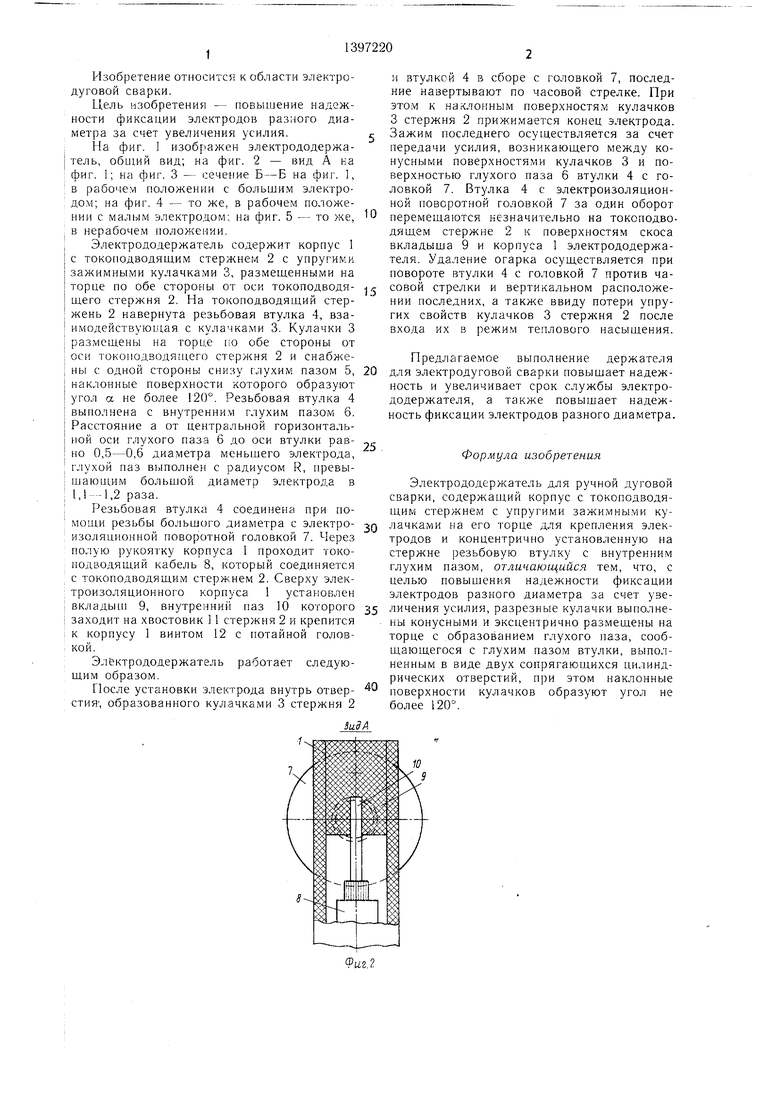
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU935227A1 |
| Электродержатель для ручной дуговой сварки | 1988 |
|
SU1620243A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU899297A1 |
| Электрододержатель для ручной дуговой сварки | 1979 |
|
SU782972A1 |
| Электрододержатель для ручной дуговой сварки | 1990 |
|
SU1773633A1 |
| Электрододержатель для ручной дуговой сварки | 1991 |
|
SU1835337A1 |
| Электрододержатель для ручной дуговой сварки | 1987 |
|
SU1479230A1 |
| Электрододержатель для ручной дуговой сварки | 1985 |
|
SU1299736A1 |
| Электрододержатель для ручной дуговой сварки | 1988 |
|
SU1632685A1 |


Изобретение относится к электродуговой сварке. Цель - повышение надежности фиксации электродов. Зажим электрода осуществляется за счет передачи усилия, возникающего между конусными поверхностями кулачков 3 и поверхностью глухого паза 6 втулки 4 с головкой 7. Благодаря наличию двух эксцентрично расположенных уголков; образующих паз с углом 120°, увеличивается усилие зажима электрода. 5 ил.
W
игА
4fPuz.
9иг.5
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU935227A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
