Изобретение относится к сварке и предназначено для сборки и сварки, цилиндрической заготовки, преимущественно сборки под сварку чаши с отливной доской бытовой мойки.
Цель изобретения - повышение производительности и улучшение качества сварки за счет наличия механизма, содержащего несколько устройств, одновременно действующих от одного привода, автоматически выполняющих калибровку, прижим и цент- ровку свариваемых элементов конструкции, а также устраняющих в элементах изделия коробления, возникающие в результате теплового воздействия при сварке.
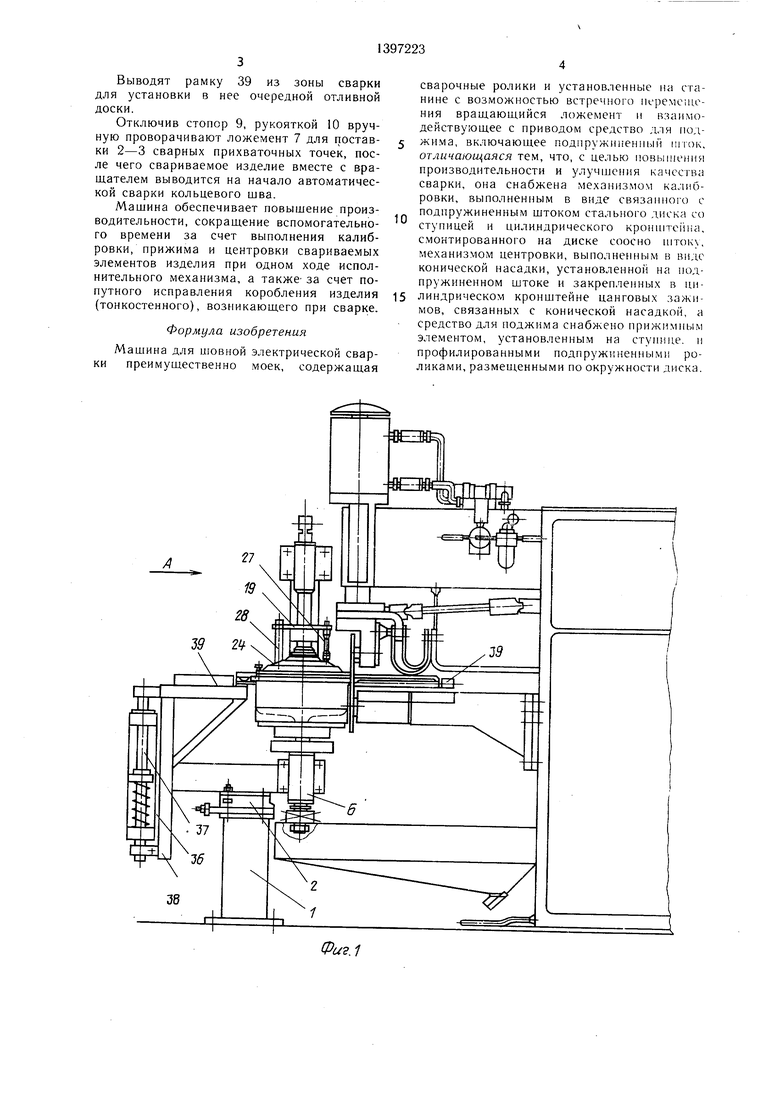
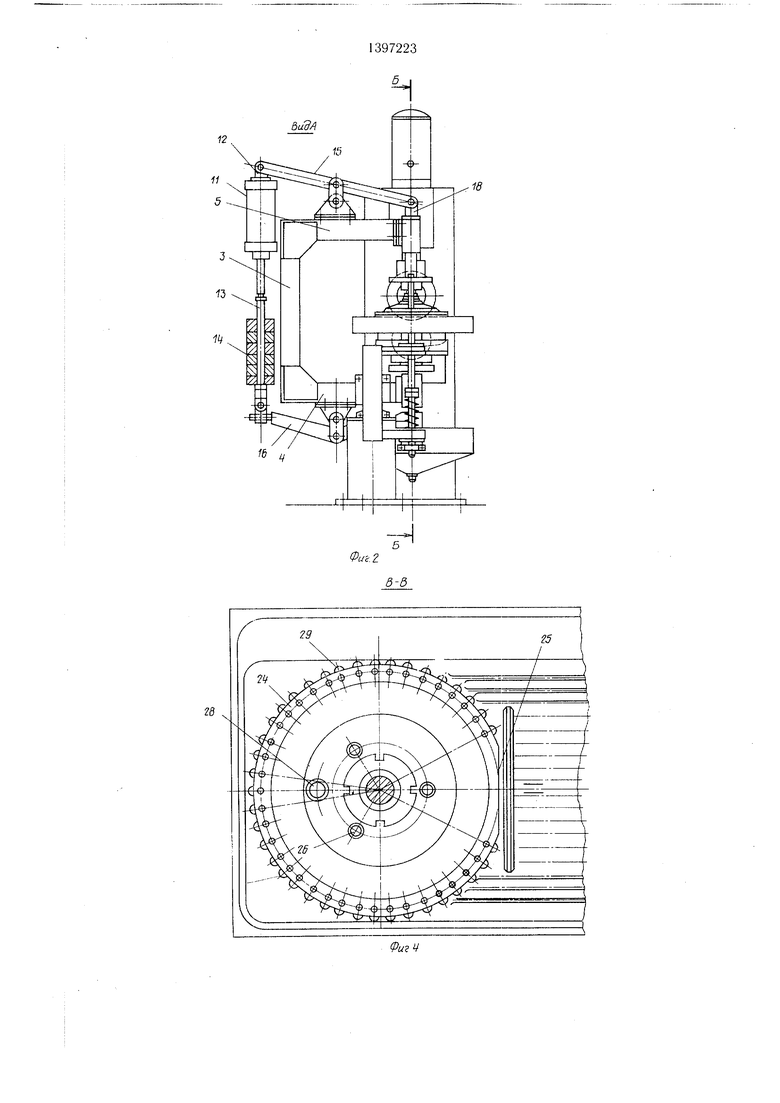
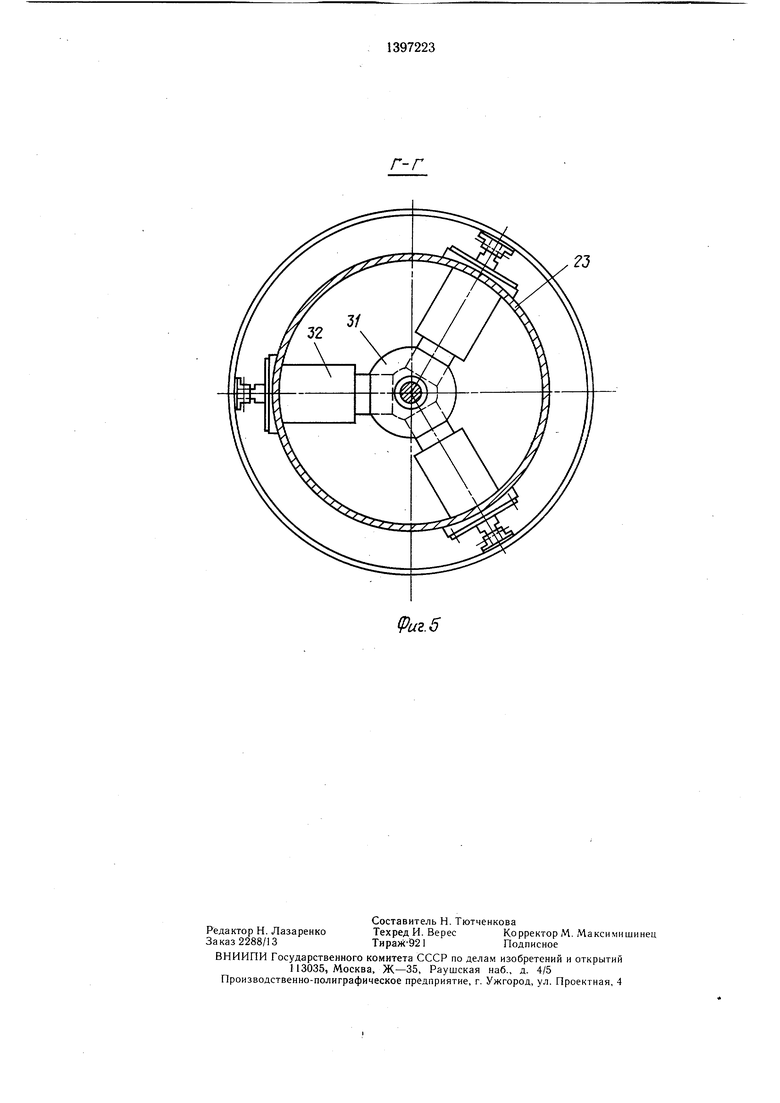
На фиг. 1 показана мащина для сварки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3.
/Иащина содержит станину 1 с направляющими 2 типа «ласточкин хвост.
В направляющих 2 установлена рама 3 в форме скобы с горизонтальными брусьями 4 и 5, имеющими на концах проушины. В проушине бруса 4 закреплен на подшипниках скольжения шток 6 с возможностью вертикального перемещения.
BpamaTCvib содержит ложемент 7 жестко закрепленный на верхнем торце нижнего штока 6 и имеюидий форму, соответствующую конфигурации устанавливаемого под сварку изделия, и армированную решеткой 8 внутреннюю поверхность, стопор 9 с рукояткой 10 для поворота вращателя вручную.
Привод содержит пневмоцилиндр 11 с проущиной 12, щтоком 13 и грузом 14. К проушине 12 прикреплен одним к()1щом двуплечий рычаг 15, опираюш.ийся на шарнир бруса 5 рамы 3. К штоку 13 пнев- моцилиндра 11 прикреплен одним концом двуплечий рычаг 16, опирающийся на шарнир нижнего бруса 4 рамы 3.
Механизм для калибровки содержит подпружиненный шток 17 с проушиной 18 в верхней части, установленный в направляющей втулке 19 и связанный при помощи проу- щины с двуплечим рычагом 15 пкевмо- цилиндра, стальной диск 20 со ступицей 21, обрезинеиным профилированным торцом 22 и цилиндрическим кронщтейном 23, закрепленным на его нижней плоскости, установленный с возможностью проворачивания на подпружиненном штоке 17.
Средство для поджима под сварку элементов изделия содержит прижимной элемент 24 со срезанной частью. 25 окружности (сегментом), установленный в радиальных подшипниках на ступице 21 диска 20 механизма калибровки, шпильки 26 с те- рельчатыми пружинами 27, направляющий поводок 28, закрепленный в вертикальном положение в теле элемента 24, набор профилированных роликов 29 со спираль
5
5
0
,,
Q 5
5
5
ными пружинами 30. Ролики 29 закреплены по окружности диска 20 в пространстве между диском 20 и элементом 24.
АЛеханизм центровки свариваемого изделия относительно оси вращения содержит цанговый патрон 31 с тремя цанговыми зажимами 32, закрепленный в цилиндрическом кронштейне 23 соосно штоку 17, и коническую насадку 33, закрепленную на конце штока 17 на подшипнике скольжения. Каждый из цанговых зажимов 32 снабжен упором 34 с резиновой .подушкой 35.
Приспособление для подачи отливной доски в зону сварки содержит кронштейн 36, закрепленный на раме 3 и имеющий подпружиненный вал 37, на торцах которого шарнирно закреплено основание 38 с рамкой 39.
Рамка 39 выполнена в виде разомкнутого кольцевого контура, соответствующего форме накладной детали свариваемого изделия с пружинами фиксаторами для изделия и самой рамки в зоне сварки.
Машина работает следующим образом.
Оператор вставляет чашу мойки в ложемент 7 вращателя, а отливную доску - в рамку 39. Рамку 39 отливной доски подводят под сварочные ролики сварочной машины, при этом верхний сварочный ролик поднят, а рамка отливной доски поднята над нижним сварочным роликом на 15 мм пружинным фиксатором рамки.
В этом положении включают пневмоцилиндр 1, при этом двуплечий рычаг перемещает шток 6 вместе с ложементом 7 и установленной в нем чашей мойки вверх, а двуплечий рычаг 15 перемещает щток 17 вниз. При этом шток 17, преодолевая усилие тарельчатых пружин 27 шпилек 26, перемещает вниз диск 20, прижимной элемент 24 с набором роликов 29 и конусную насадку 33. При этом одновременно происходит следующее. Насадка 33, воздействуя на цанговые зажимы 32, прижимает их упоры 34 к стенкам чащи мойки и центрирует ее положение относительно оси вращения.
Диск 20, входя во внутрь чаши мойки, участвует в центрировании чаши и одновременно выправляет торец чаши, калибруя ее в диаметральном направлении по всей окружности.
Прижимной элемент 24 через пружины 30 прижимает роликами 29 накладную деталь - отливную доску, к торцовым отбортовкам чаши мойки по всей окружности, кроме срезанного сегмента. Причем усилие прижима в процессе сварки предотвращает коробление изделия, возникающее в результате теплового влияния.
Затем опускают верхний сварочный элемент и ставят сварную точку прихватки деталей.
Выводят рамку 39 из зоны сварки для установки в нее очередной отливной доски.
Отключив стопор 9, рукояткой 10 вручную проворачивают ложемент 7 для поставки 2-3 сварных прихваточных точек, после чего свариваемое изделие вместе с вращателем выводится на начало автоматической сварки кольцевого шва.
Машина обеспечивает повышение производительности, сокращение вспомогательного времени за счет выполнения калибровки, прижима и центровки свариваемых элементов изделия при одном ходе исполнительного механизма, а также- за счет попутного исправления коробления изделия (тонкостенного), возникающего при сварке.
Формула изобретения
Машина для шовной электрической сварки преимущественно моек, содержащая
0
5
сварочные ролики и установленные на станине с возможностью встречного перемещения вращающийся ложемент и взаимодействующее с приводом средство для поджима, включающее подпружиненный шток, отличающаяся тем, что, с целью повышения производительности и yлyчnJeния качества сварки, она снабжена механизмом калибровки, выполненным в виде связаппого е подпружиненным щтоком стального диска со ступицей и цилиндрического KpOHHireiina, смонтированного на диске соосно Н1току, механизмом центровки, выполненным в виде конической насадки, установленной на подпружиненном штоке и закрепленных в цилиндрическом кронщтейне цанговых зажимов, связанных с конической насадкой, а средство для поджима снабжено прижимным элементом, установленным на ступице, и профилированными подпружиненными роликами, размещенными по окружности диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| УСТРОЙСТВО для СВАРКИ ИЗДЕЛИЙ | 1971 |
|
SU310770A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
Изобретение относится к сварке и предназначено для сборки под сварку и сварки чашки с отливной доской бытовой мойки. Целью изобретения является повышение производительности труда, улучшение качества изделия и снижение барака при его сварке. От одного пневмоци.шнд- ра через шток 17 перемещают диск 20, прижимной элемент 24 с набором (j)M- лированных роликов 29, насадку 33 и нижний шток 6. При этом насадка 33 через цанговые зажимы прижимает упоры 34 к стенкам чаши мойки, диск 20 выправляет торец чаши, калибруя ее, а прижимной эле.мент 24 осуществляет поджатие от.-щв- ной доски. Такое конструктивное решен1 е позволяет выполнять калибровку, прижим и центровку свариваемых элементов при одном ходе исполнительного механизма, а также попутно исправлять короб.чения мз- делия, возникающие при сварке. 5 ил. 2Q Отмбнай доска СО со Ю СО 
12
«
..
23
(Риг. 5
| Чулошников П | |||
| Л | |||
| Точечная и роликовая электросварка легированных сталей и сплавов | |||
| - М.: Машиностроение, 1974, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ,i б-б 3D Фиг.З | |||
