(54) УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ СТЕРЖНЕВЫХ ЭЛЕМЕНТОВ С СОЕДИНИТЕЛЬНЫМИ НАКЛАДКАМИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки труб с соединительными элементами | 1977 |
|
SU703278A1 |
| Установка для сборки и сварки труб с резьбовыми хвостовиками | 1987 |
|
SU1433726A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| ГРУЗОВАЯ ПЛАТФОРМА СОРТИМЕНТОВОЗНОГО КРАНА-МАНИПУЛЯТОРА | 1996 |
|
RU2122498C1 |
| Устройство для сборки и сварки продольных швов панелей | 1987 |
|
SU1407736A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
| Стыковое соединение С-образных элементов | 1989 |
|
SU1756490A1 |
| Устройство для сборки и сварки изделий | 1987 |
|
SU1563940A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |




I
Изобретение относится к строительству и используется при изготовлении сварных балочных металлоконструкций, преимущественно для сборки и сварки .стержневых элементов из двух продольных балок с соединительными накладками, используемых в сборке пространственных каркасов зданий легкого типа.
Известен агрегат для сварки продольных балок из сталей коробчатого сечения, содержащий смонтированный на основании кантователь, свариваемый балки вокруг продольной оси и переметцаемый от привода по рельсам вдоль балки портал с двумя сварочными головками, а также устройство для подогрева балки ft.
Однако такое устройство не позволяет достигнуть высокого качества сварных изделий при сварке двух продольных балок с соединительными накладками.
Наиболее близкой к предложенному по технической сущности и достигаемому эффекйу является установка для сборки и сварки стержневых элементов с соединительными накладками, содержащая основание с торцовыми зажимами для собирй- емых элементов и инструменты для свар- .
Недостаток известной установки состоит в том, что высоки сварочные де- формашга, возникающие на концах балок при сварке их с соединительными накладками, а следовательно, низкое качество свариваемых балок, особенно это
10 важно, при сборке и сварке двух продольных элементов, например гнутых швеллеров, исполВ)Зуемых при изготовлении стержневых элементов Kapkaca -зданий легкого типа путем приварки х концам
IS полученных балок соединительной арматуры в виде резьбовых хвостовиков.
Цель изобретения - повышение качества сварных металлоизделий из двух ; продольных балок с соединительными на20кладками путем уменьшения сварочных деформаций.
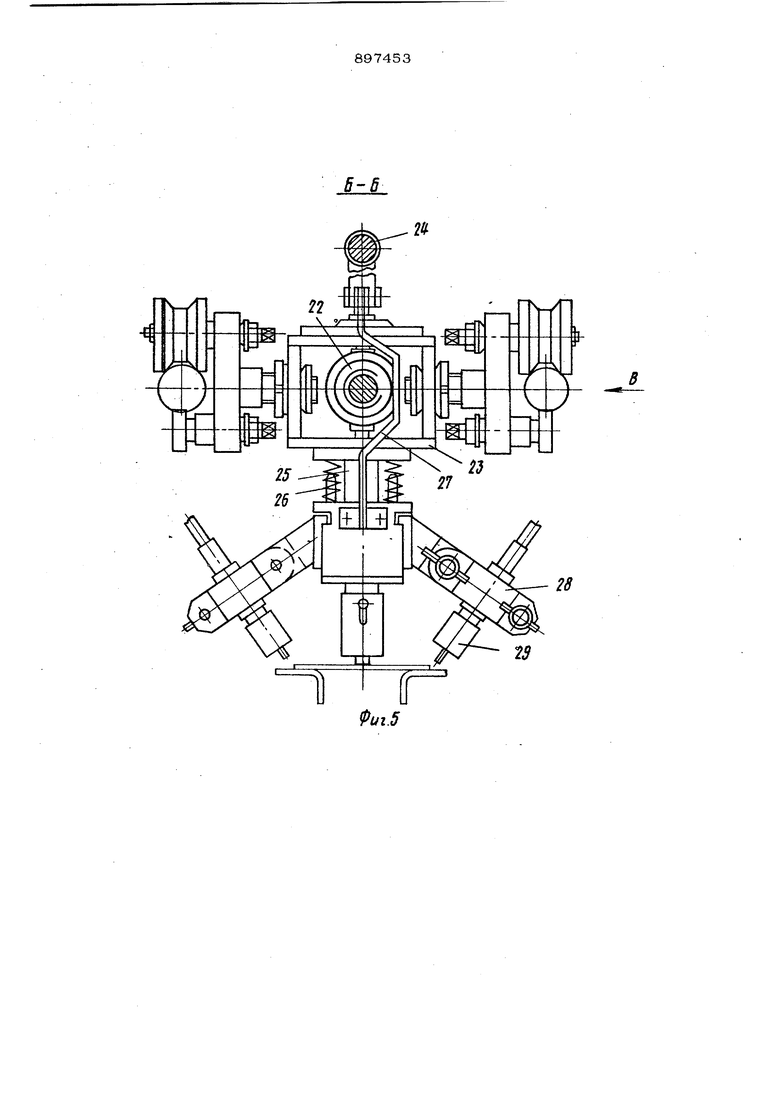
Эта цель достигается тем, что в установке для сборки и сварки стержневых элементов с соединительными накладками, содержащей основание с торцовыми зажимами для соб1фаемых элементов и инструменты для сварки, торцовые зажимы для стержневых элементов вьгаолнены в виде планшайбы с диском, на вьгаолнены центрирующие канавки для концов стержневых элементов, и закрепленных диаметрально противоположно на планшайбе двух зажимных пневмоцилиндров, продольные оси которых перпендикулярны продольной оси установки, и на шгоках которых закреплены прижимы дпя фиксашш концов собираемых элементов, при этом на планшайбе закреплен кронштейн с ложементом для ориентирования соб фаемых элементов, а на основании закреплены направляющие и в них смонтированы каретки с приводными подпружиненными рамками, на которых установле ны опорные подпружиненные ролики, причем инструменты для сварки закреплены на упомянутых рамках. На фиг. 1 изображена установка для сборки и сварки стержней из гнутых швел леров, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 2j нафиг. 4-го же, вид сверху; на фиг. 5 сечение на фиг. I; на фиг. 6 - вид. В на фиг. 5. Установка для сборки и сварки стерж ней из гнутых швеллеров содержит осно-, ванне I, на котором закреплены сварочные полуавтоматы 2, кронштейны 3 и направляющие 4, на которых размещены неподвижная бабка 5, подвижная бабка 6 с пневмоприводом 7, состоящая из установленного в подшипниках 8, торцового зажима в виде вала 9 с планшайбой, на торце которой закреплен диск Юс центри р м 1 1 рующими канавками и пневмоцилиндры II штоках которых установлены прижимы 12, причем к планшайбе крепится кронштейн 13 с ложементом 14 для поддержки швеллеров в момент фиксации, с друго стороны вал 9 снабжен воздухоподводяшей муфтой 15 и каналами для подачи воз духа к пневмоцилкндрам 11. Для фиксации вала 9 в рабочем положении служит фиксатор 16. Для обеспечения одновременного поворота валов 9 бабок 5 и 6, установка снабжена промежуточным валом 17, на шз-шцах которого закреплены звездочки 18. Внутри корпуса 19 установлен механизм перемещешш сварочных горелок с реверсивным приводом 20, который управляется от рукоятки 21 и обеспечивает возвратно-поступательное пер&лешеш1в на рабочей и ускоренной подаче при по8934 мощи пары винт-гайка 22 двум кареисам 23, на каждой из которых устелювлена перемещаемая от тяги 24 ио направляющей 25 в плоскости, перпендикулярной оси свариваемого изделия, подпружиненная ; пружина 26, рамка 27, на которой закреи. лены при помощи кронштейнаов 28 сварочные горелки. 29, а также подпружиненные ролшси 30. Установка снабжена подвижным копиром 31 для размещеьгая и ориентире- |вания накладок, подводящим 32 и отводящим 33 транспортными скатами. Установка работает следующим образом. На ложементе 14 устанавливают два швеллера 34 с предварительно зажатыми под цилиндрическую образующую концами так, чтобы их торцы разместились в центрирующих канашсах дисков Ю, закрепленных к торцам планшайб подвижных валов 9 каждой бабки 5 и 6. Затем при помощи пневмопривода 7 перемещают бабку к швеллерам 34 до упоров, располо- женньгх на направляющих 4, и надежно фиксируют вза гмное расположение щвеллеров, а при помощи прижимов 12, которые установлены на штоках пневмопи- линдров tl, фиксируют концы гнутых швеллеров 34, чтобы уменьшить сварочные деформации, возникаюпц е при сварке вначале с одной , а затем с другой е4чэроны, накладок и швеллеров. Размещение накладок производят йри помощи подвесного копира 31, который подводится к швеллерам, по нему устанавливают четыре накладки 35 и отводят в исходное положение. При помощи тяги 2.4 к накладке подводят сварочные горелки 29 и подпружиненные ролшси ЗО, установленные на рамках 27, подвижных о- --,-,о кареток 23 и надежно прижимают их к полкам швеллеров, чтобы в первоначальный момент сварки они не изменили своего положения. Включают сварочные полуавтоматы 2 и одновременно привод 2 О, которые через пару винт-гайка 22 перемещает в одну сторону на рабочей подаче две каретки 23 с сварочными горелками 29. Каретки 23 предварительно раамйлены в зоне сварки. Производится варка двух накладок с швеллерами, пос-ле этого сварочные полуавтоматы автоматически отключаются, а 27 огводятся вверх. Рукояткой 21 привода 2О . включается ускоренная подача каретки 2з кследук5щимнакладка м и опТрда сварки повторяется, После сварки всех ншсладок с одяон стороны, швеллера 34 поворачиваю - на 180 при помопш одиовре ленного вращения валов 9, бабок 5 и 6 через цепную передачу, промежуточный вал 17, звездочки 18, и фиксируют их в этом по ложении фиксатором 16, после чего производят сварку накладок с другой стороны, при этом, с целью сокрашения вспоКюгательного времени, каретки 23 перемещают в обратную сторону. После окончательной сварки стержня отводят при,жимы 12 пневмохшлиндра IT- в исходное положение, освобождая концы швеллеров. При помощи пневмопривода 7 отводят ба бку 6 Б исходное положение и готовый стержень соскальзывает на отводящий транспортный скат 33 по которому эвакуируется с установки. В это время по- ворачивают валы 9 бабок 5 и 6 в исх дное положение и. фиксируют фиксаторами 16, Цикл работы установки повторяется. Предлагаемая установка повышает про изводительность груда за счет механизации процесса сборки балок из швеллеров, зажима их по торцам в строго фиксированном попожешш в базирующих устррйствах и приварки к ним пластин с осуществлением раскладки пластин и их прижатием к полкам с определенным шагом, с последующим поворотом на 180 вокруг своей оси и приварку пластин с другой стороны, чем сокращаетсй время на переналадку, при этом обеспечивается возможность приварки одновременно двух и более пластин -путем возможной установки нескольких сварочтгых горелок. Использование предлагаемого изобретения позволяет повысить качество изделия за счет уменьшения сварочных деформаций, возникающих на концах длинномерных конструкций, которые имеют i существенное значение для дальнейших операций при сборке пространственных структур, где необходимо обеспечить высокую точность сборки и допустимы незна читальные отклонения по длине стержневого эло 1ента от соосносто. Формул а изобретения Установка для сборки и сварки стержневых элементов с соединительными накладками, содержащая основание с торцовыми заншмами для собираемых элементов и инструменты для сварки, о т ли чающаяся тем, что, с целью повышения качества путем уменьшения сварочных деформаш1й, торцовые зажимы для стержневых элементов вьтолнены в виде планшайбы с диском, на котором выполнены центрирующие канавки для кон- пов стержневых элементов, и закрепленных диаметрально противоположно на планшайбе двух зажимных пневмошшиндров, продольные оси которых перпендикулярны продольной оси установки, и на штоках которых закреплены прижимы для фиксации концов собираемых элементов, при этом на планшайбе закреплен кронштейн с ложементом для ориентирования собираемых элементов, а на основании закреплены направляющие и в них смонтированы каретки с приводными подпружиненными рамками, на которых установлены опорные подпружиненные ролики, причем инструменты для сварки закреплены на упомянутых рамках. Источники информации, принятые -во BtfflMamie при экспертизе t. Авторское свидегельство СССР № 673158, кл. В 23 К 37/О2, 22.09.76. 2. Авторское свидетельство СССР № 649532, кл. В 23 К 37/О4, 15.О9.76. Ы /4
w///////////y/l
фц.з
Фи.
5
В ид 8
Фиг.6
