Изобретение отноеитея к устройствам для сварки изделий конусообразной формы. Известно устройство для сварки изделий, содержащее смонтирОВанный на неиодвижном корпусе поворотный относительно горизонтальной оси ложемент с элементами крепления сваривае.мого изделия, сварочную горелку и упорный ролик. Однако это устройство не может быть использовано для сварки таких конусообразных изделий, в которых плоскость, про.чодящая через свариваемый шов, была бы расположена под углом к основанию конусообразного изделия, так как при повороте изделия сзаривае.мый шов будет расположен в стороне от оси горелки.
Целью изобретения является повышение качества сва.рки за счет обеспечения постоянного положения любой точки криволинейного свариваемого стыка относительно неподвижной оси электрода. Это достигается тем, что ложемент выполнен в виде подпружиненного к корпусу подвижного в осевом направлении штока, на свободном конце которого установлен плоский диск для закрепления на нем свариваемого изделия, расположенный относительно оси штока под углом, зависящим от угла наклона плоскости свариваемого угла наклона плоскости свариваемого стыка к оси вращения изделия, совпадающей с осью штока, и взаимодействующий плоскостью, противополож чои креплению свариваемого изделия, с хпорным ролико.м, свободно установленным на осп, закрепленной на неподвижном корпусе.
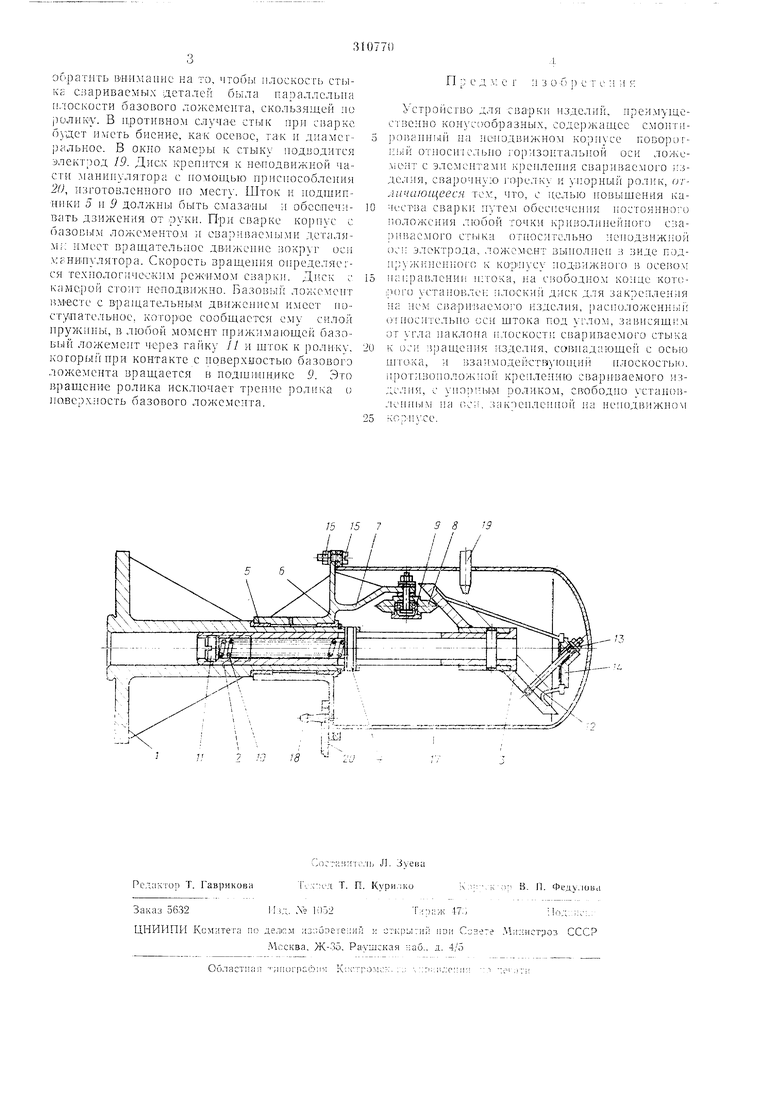
На чертеже ;13ображено предложенное устройство, общий впд.
Оно и.меет корпхс /, в котором помещен шток 2, скрепленный с базовым ложементом 3. В штоке прорезан паз под штифт 4. запрес-со15анньп в корпус. В корлусе на подшипниках 5 скольжения с помощью разрезного кольца 6 закреплен диск 7, на котором установлен ро;1ик S с подшипником .9. Пружина 10 одним концом давит в raiiKy //, завернутую в шток, а дпугим в штпфт и все время прил-;имает торец базового ложемента к ролику.
ПрнсюсОблепнс уетанавливается на планп:айбу манипулятора, которая наклоняется TlK. чтобы образующая свариваемых деталей был; параллельна горизонтали. На базовый ложемент устанавливаотея одна свариваемая деталь, другая деталь стыкуется и крепится к lioii с помощью шпильки 12. гайки 13 и планки 1-4. На диск с помощью болтов /5 и гаек 16 станавлпвается камера /7. в которую через н ппель 18 иодается инертный газ. Наполнение камерыинертным газом можно проверить с по ощыо зажженной спички. Камеру можно изiOTOBirrb из ;1роз 1ачного материала (ситалл ллп металл) с окнами для удобства обслужи: апня приспособления. При настройке следует
обратить Вннмание на то, чтобы плоскосгь стыка сзаривасмых деталей была параллельна , оскости базового ло/кемснта, екользящей по )олику. В противном случае стык прп сварке, будет илгеть биение, как осевое, так и диаметральное. В OKiio камеры к стыку подводится улектрод 19. Диск кре.пится к петюдвижной части манипулятора с ггомои;ью п)пспособлепия 20, изготовленного по месту. Шток и иодишпнпки 5 1 9 должны быть смазаив и обеспечивать движения от руки. При сварке корпус с базовым ложементом и свар;115аемыми .т.еталя ;: имеет вращательиое дви/кеиие вокруг оси .х.рнииулятора. Скорость зратцения определяется те.хнологичееким режимом сварки. Диск с стоит неподвижно. Базовый ложемеит 1 Месте с вра1цательным движением имеет иоступательиое, кото)ое сообидается ему силой пружины, в любой момент прижимающей базоьв1Й л.ожемент ч-ерез гайку // и шток к ролику. к-огоры г при контакте с поверхностью базового ложемента вращается в иодщшпнике 9. Это вращение ролнка исключает трение ролика о ио.вср.хиость базового ложе.меита.
ст)ойсгво для сварки пздели, иреил1ущественно конусообразных, содержащее смо1гги)(1ваии1)1Й на ие 1одвижиом кориусе поворо ;ый отиоси-1елы10 горизонтальной оси ложимсИт с элементами креилеиия свариваел ого изде;1ия, сварочную 1орелк - и уиорньп ролик, отличающееся тем, что, с целью иовышения качества путем обеспечения иоетоянного положения любой точки криволинейного сва:)П1 аемого ет1)1ка относительно )1еиод;зижной осп электрода, ложелгс.нт выиолпеи в виде иодиружшкипклч; к кор ихсу иод)ижно1о в осевом иаправлении пггока, иа свободно: коиде кото::1()го установлен илоский диск для закрепления иа ием С1 арииаемо:о изделия, расноложенн: и; О1Иосительио оси niTOi a под углом, зависящ|:м от угл;1 пакло 1а 1гтоскости свариваемо1о стыка к оси врапдепия изделия, совпадающе с осью иггока, и взаили)де1 стга-,чопи-п-1 плоскостью, противоиоложиой креплеиию свариваемого издсли5, с }4ioi iii-M роликом, свободно устанс).леипым па оси. з;: коеплеино па иепод15ижпо 1 .се.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки криволинейных швов и установка для его осуществления | 1978 |
|
SU965683A1 |
| Установка для сварки криволинейныхиздЕлий | 1978 |
|
SU821111A1 |
| Установка для сборки и автоматической сварки круговых стыков | 1986 |
|
SU1397229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Установка для автоматической сварки | 1986 |
|
SU1333516A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
