1
(21)4429058/27 (22)06.06.88 (46)30.08.91. Бюл. №32
(71)Институт электросварки им.Е.О.Патона и Производственное объединение Азов- маш
(72)П.А.Варенчук, В.Д.Ковалев, М.М.Иваненко. А.В.Зареченский, Н.П.Шпак, В.А.Волков и О.А.Данилов (53)621.791.753.037(088.8)
(56)Авторское свидетельство СССР № 1348111, кл. В 23 К 9/18, 1987.
Авторское свидетельство СССР Nb 1397219, кл. В 23 К 9/18. 1988. (54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ В ПОТОЛОЧНОМ ПОЛОЖЕНИИ
(57)Изобретение относится к оборудованию для сварки под флюсом в потолочном положении и может быть использовано при сварке кольцевых и продольных швов. Цель изобретения - повышение качества сварки за счет стабилизации заданного давления флюсовой подушки в зоне сварочной ванны и на участках кристаллизации металла. Устройство состоит из кодовой тележки 1 с приводом, вертикального суппорта 3, каоетки 4 с приводом 5, кронштейном 6, копирным роликом 11, на оси 7 которого шарнирно установлен флюсобункерв со шнековым питателем 10, чашей 9, приводом 12 шнека и приводом 22 бункера. Формирующее приспособление 19 смонтировано на рычаге 17 и устанавливается приводом 21. На корпусе 28 шнекового питателя 10 размещен счетчик числа оборотов шнека в виде реле 24, датчика 25, взаимодействующего с флажком 26 на оси шнека. Флажок регистрирует обороты шнека и управляет работой реле 24. При достижении заданного програминато- ром числа оборотов шнека реле 24 включает на заданное время привод 30, который через шток 31 перемещает заслонку 27, регулирующую отверстие 29 в корпусе 28 шнекового питателя, регулируя при этом количество подаваемого на флюсовую подушку флюса. Регулирование открытия отверстия 29 производят по заданной программе по мере измельчения флюса. Этим обеспечивают автоматическое поддержание заданного давления флюсовой подушки на изделие. 2 ил.
(Л
С
о
XI CJ GJ СО Ю


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397218A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1979 |
|
SU1232418A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348111A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1979 |
|
SU1353594A1 |
Изобретение относится к оборудованию для сварки под флюсом в потолочном положении и может быть использовано при сварке кольцевых и продольных швов. Цель изобретения - повышение качества сварки за счет стабилизации заданного давления флюсовой подушки в зоне сварочной ванны и на участках кристаллизации металла. Устройство состоит из кодовой тележки 1 с приводом, вертикального суппорта 3, каретки 4 с приводом 5, кронштейном 6, копирным роликом 11, на оси 7 которого шарнирно установлен флюсобункер 8 со шнековым питателем 10, чашей 9, приводом 12 шнека и приводом 22 бункера. Формирующее приспособление 19 смонтировано на рычаге 17 и устанавливается приводом 21. На корпусе 28 шнекового питателя 10 размещен счетчик числа оборотов шнека в виде реле 24, датчика 25, взаимодействующего с флажком 26 на оси шнека. Флажок регистрирует обороты шнека и управляет работой реле 24. При достижении заданного програминатором числа оборотов шнека реле 24 включает на заданное время привод 30, который через шток 31 перемещает заслонку 27, регулирующую отверстие 29 в корпусе 28 шнекового питателя, регулируя при этом количество подаваемого на флюсовую подушку флюса. Регулирование открытия отверстия 29 производят по заданной программе по мере измельчения флюса. Этим обеспечивают автоматическое поддержание заданного давления флюсовой подушки на изделие. 2 ил.
Изобретение относится к оборудованию для сварки под флюсом в потолочном положении и может быть использовано при сварке кольцевых и продольных швов.
Цель изобретения - повышение качества сварки за счет стабилизации заданного давления флюсовой подушки в зоне сварочной ванны и на участках кристаллизации металла.
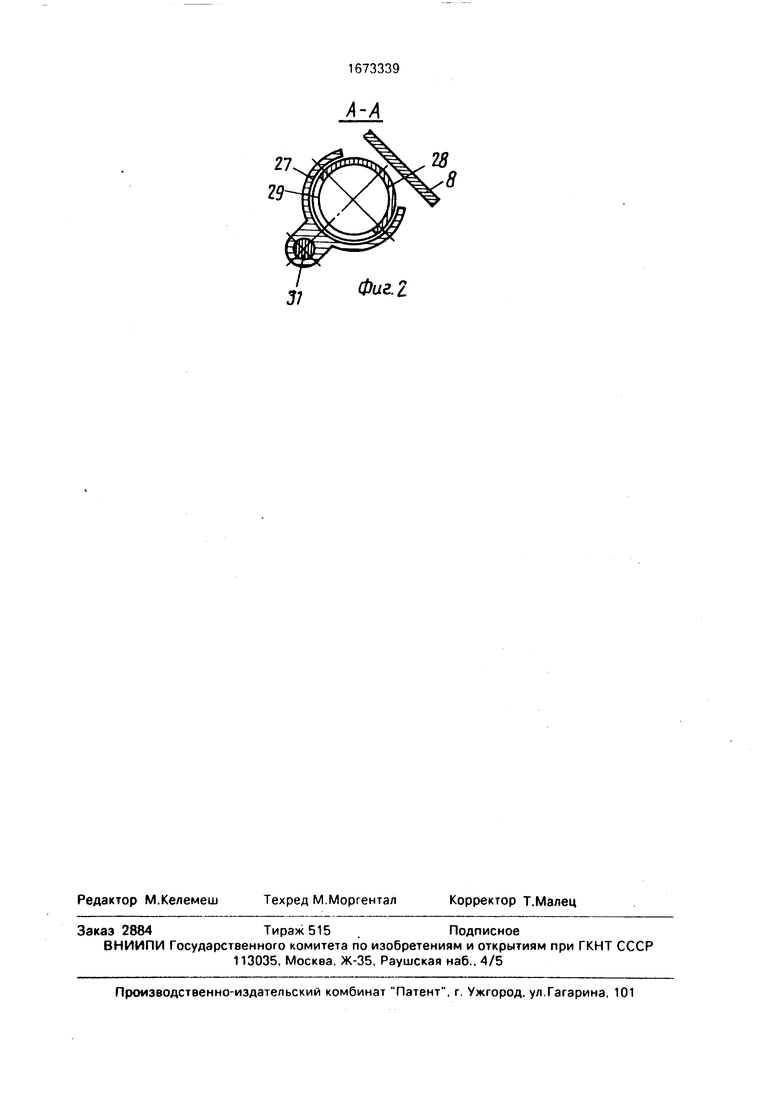
На фиг.1 изображено предложенное устройство; на фиг.2 - разрез А-А на фиг.1.
Устройство состоит из ходовой тележки 1 с приводом 2, на которой смонтирован вертикальный суппорт 3 с кареткой 4 и силовым приводом 5. На кронштейне 6 шарнирно на оси 7 закреплен флюсобункер 8 с чашкой 9 и шнековым питателем 10. Копир- ный ролик 11 смонтирован на оси 7 с возможностью настроечного регулирования перед сваркой его установки относительно верхней плоскости чашки 9. На флю- собункере 8 также закреплены привод 12 подачи флюса с электродвигателем асинхронного типа; сварочная головка 13 с кассетой 14 и мундштуком 15, через который подается электрод 16. На кронштейне 6 каретки 4 вертикального суппорта 3 смонтирован двуплечий рычаг 17 на оси 18 его качания.
На одном конце двуплечего рычага 17 смонтировано формирующее приспособление 19, закрепленноес возможностью самоустанавливания относительно поверхности свариваемого изделия 20. Второй конец двуплечего рычага 17 соединен с силовым приводом 21, который вместе с осью 18 двуплечего рычага 17 закреплен на кронштейне 6.
На каретке 4 вертикального суппорта 3 закреплен силовой привод 22 поворота флюсобункера, взаимодействующий с флю- собункером 8 через шарнир 23.
Шнековый питатель 10 снабжен счетчиком числа оборотов шнека, выполненным в виде реле 24 счета импульсов, смонтированного на приводе 12, и индуктивного датчика 25 торцового типа, закрепленного на реле 24 и взаимодействующего через зазор с вращающимся флажковым выступом 26 на размещенном валу шнека. На шнековом питателе 10 смонтирован механизм регулирования количества подаваемого флюса в чашку 9, выполненный в виде С-образной заслонки 27, установленной на наружной поверхности корпуса 28 шнекового питателя 10 с возможностью регулировки величины открытия входного отверстия 29 для прохождения флюса, выполненного в нижней части корпуса 28. Заслонка 27 связана с приводом 30 ее перемещения вдоль корпуса 28 над отверстием 29 через шток 31. Заслонка 27 и отверстие 29 могут иметь любую форму, которая выбирается исходя из конкретных задач и условий сварки.
Счетчик числа оборотов шнека и механизм регулирования количества подаваемого флюса в чашку 9 электрически связаны схемой управления, включающей программное устройство, выполненное, например, в виде контроллера, посредством которого задается программа работы устройства.
Устройство работает следующим образом.
В начале сварки включают силовой привод 5, настроенный на сварку данного изделия, который посредством каретки 4 вертикального суппорта 3, кронштейна 6 и оси 7 поджимает копирный ролик 11 к поверхности свариваемого изделия 20. Включают силовой привод 21, отрегулированный для сварки данного типа изделий, который посредством поворота двуплечего рычага
17 вокруг оси 18 поджимает формирующие приспособления 19 к свариваемому изделию 20. Затем включают силовой привод 22 поворота флюсобункера 8, также отрегулированный для сварки данного типа изделий,
0 воздействующий через шарнир 23 на флю- собункер 8. который путем поворота вокруг оси 7 создает в чашке 9 заданное давление флюса, подаваемого шнековым питателем 10 при включении привода 12 подачи флюса.
5 Перед сваркой в бункер 8 засыпают флюс, гранулометрический состав которого проверяют путем просеивания через сита с определенным заданным размером ячеек. Далее включают привод 2 ходовой тележки
0 1 при сварке продольных швов. При сварке кольцевых швов включают вращатель изделия. Включают сварочную головку 13, подающую электрод 16 из кассеты 14 через мундштук 15. и сварочную цепь. Осуществ5 ляется сварка изделия. Подача флюса в чашку 9 при этом обеспечивается при управлении контроллером по заданной программе с тем или иным расходом, зависящим в основном от числа оборотов шнека и
0 величины открытия отверстия 29 для прохождения флюса. При этом контроллер обеспечивает работу всей системы, включая схему управления положением заслонки 27, определяющей величину открытия отвер5 стия 29 для прохождения флюса, в зависимости от числа оборотов шнека.
Программа управления подачей флюса, задаваемая контроллером, подготавливается предварительно в зависимости от типа
0 изделий, технологических параметров, применяемых флюсов, их грануляций и т.д.
В начале сварки, когда грануляция флюса в бункере 8 максимальная, заслонка 27 перекрывает на максимальную величину от5 верстие 29 для прохождения флюса.
В процессе сварки индуктивный бесконтактный датчик 25 при вращении фдаж- кового выступа 26 в зоне его действия регистрирует обороты шнека и управляет
0 работой реле 24 счета импульсов. При достижении заданного программным устройством (контроллером)числа оборотов шнека реле 24 срабатывает и включает на время, заданное программой, привод 30 механиз5 ма регулирования количества подаваемого флюса в чашку 9, который через шток 31 перемещает заслон-ку 27 вдоль корпуса 28 в сторону увеличения величины отверстия 29 для флюса и увеличивает при этом количество подаваемого флюса в чашку 9.
Регулировка величины открытия отверстия 29 для флюса производится по заданной программе по мере измельчения флюса в ,1роцэсс . сварки и тем самым обеспечива- поддержание постоянного заданного длвления флюсоподушки на изделие.
Регулировка открытия отверстия 29 производится также при замене флюсов на другую марку или другой тип (мелкозернистый, керамический и др.), что учитывается или корректируется при подготовке программы
После сварки последовательным выключением головки 13 приводов 2 12,21,22 и 5 процесс прекращается и устройство от- водится от изделия Включение привода 30 происходит автоматически при ot тзновке вращения шнека и отсутствии сип-ылов датчика 25 и реле 24
Регулировка величины открытия отвер- стия для прохождения флюса обеспечивает постоянным заданное количество подаваемого флюса шнековым питателем в чсэшку которое не зависит от количества замкнутых циклов его прохождения через шнек т е не зависит от грануляции флюса и его измельчения При этом без участия оператора при сварке с постоянной заданной скоростью например, при приварке двух днищ котлов, ж.д цистерн, автоматически обеспечивают- ся поддержание постоянной заданной высоты флюсовой подушки и стабилизация за счет этого заданных давлений флюса в районе электрода и на участках кристаллизации сварочной ванны и возможность качественного выполнения сварки при любых длинах сварных швов
Формула изобретения
Устройство для автоматической сварки под флюсом в потолочном положении, содержащее сварочную головку и шарнирно установленный флюсобункер с чашей и шнековым питателем с входным отверстием приводом и шнеком для подачи флюса, отличающееся тем, что, с целью повышения качества сварки за счет стабилизации заданного давления флюсовой подушки в зоне сварочной ванны и на участках кристаллизации металла шнековый питатель оснащен счетчиком числа оборотов шчекэ выполненным в виде индуктивного датчика и электрически связанного с ним реле счета импульсов, и механизмом регулирования количества флюса, подаваемого в чашу выполненным в виде заслонки установленной на наружной поверхности шнекового питателя с возможностью регулирования входного отверстия питателя и приоода смонтированного на флюсобункере и связанного с заслонкой штоком, при этом счетчик чи:лл оборотов шнека и механизма регулирования количества флюса электрически взаимосвязаны посредством программатора
Фиг Л
31
Редактор М.Келемеш
Техред М.Моргентал
Заказ 2884Тираж 515 .Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Фиг. I
Корректор Т.Малец
