СО
o ю ел
следующим обИзобретскис OTiiocnTCH к сварке давлением, в частности к диффузионной сварке многослойных нанелей, и может быть использовано в авиациолнон и машиностроительной промышленнС Стях. .
Цель изобретения - упрощение процесса, повышение качества и эксплуатационных свойств панелей.
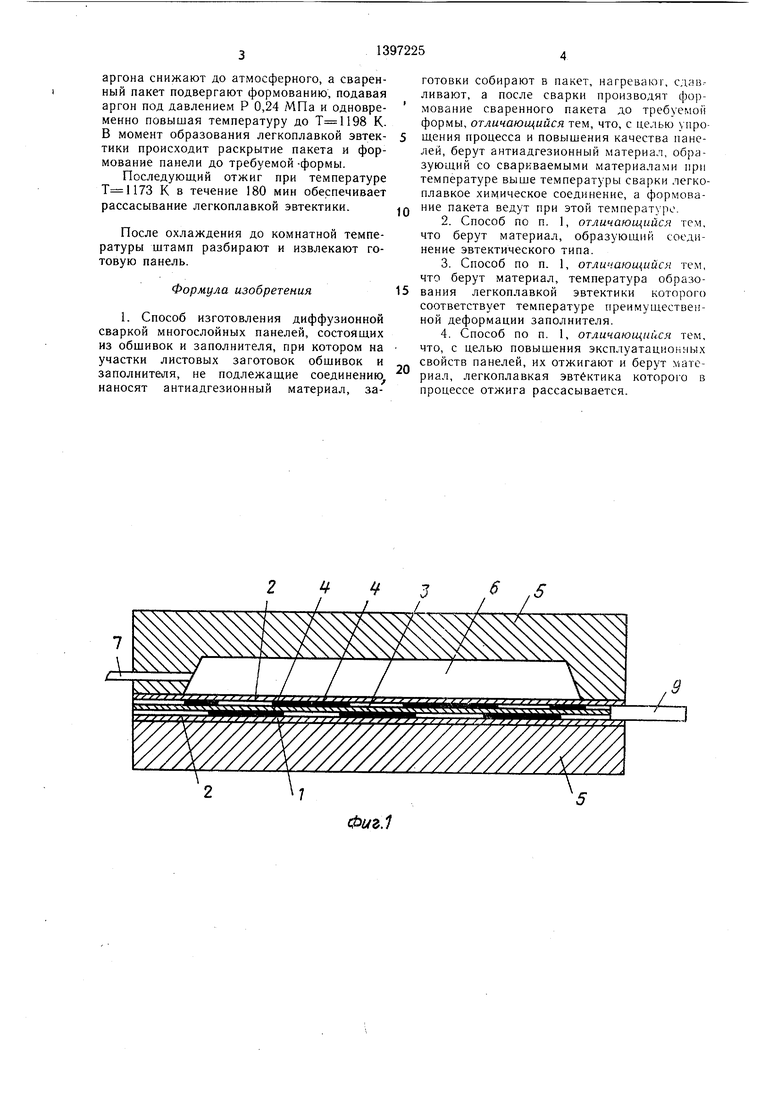
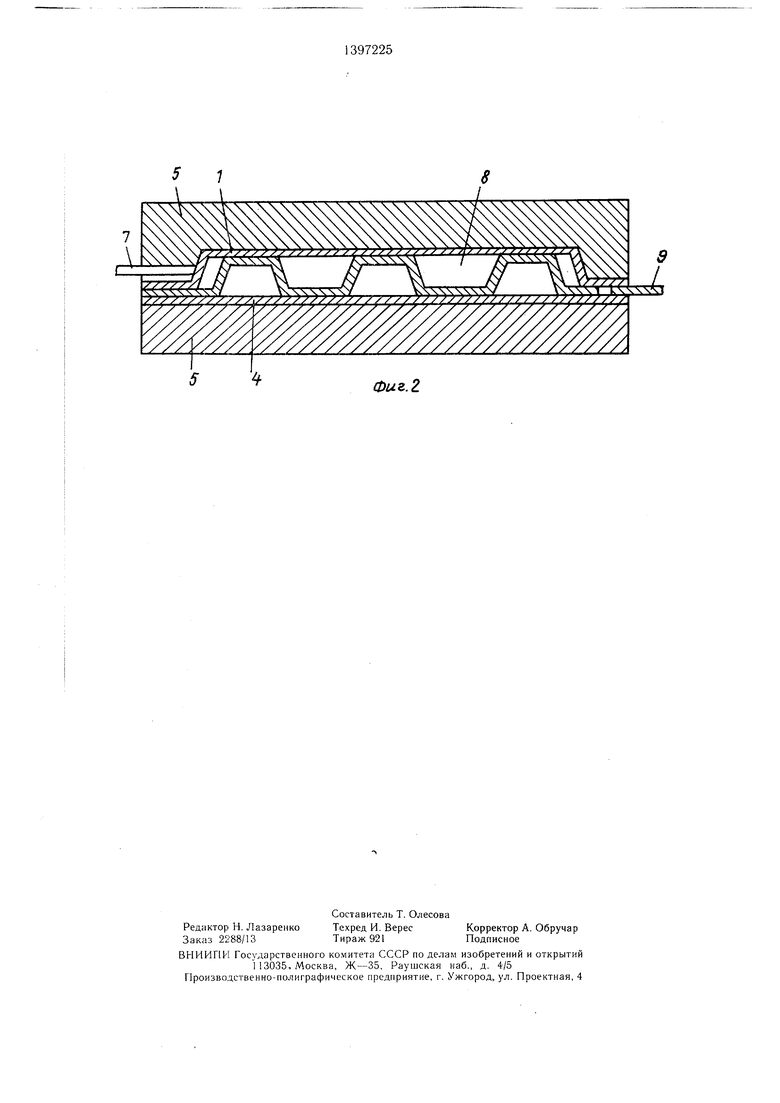
На фиг. 1 показан штамп с пакетом листовых заготовок панели перед диффузи- онп.ой сваркой; на фиг. 2 - то же, после формования пакета.
Способ осуш,ествляют разом.
На участки 1 листовых заготовок обшивок 2 и заполнителя 3, не подлежаплие сое- динению, папосят антиадгезионный материал 4, образующий со свариваемыми материалами при температуре, выше температуры сварки, легко 1лавкое химическое соединение.
В частном случае берут материал, об- разуюп.1ий соединение эвтектического типа. В дапно.м случае берут материал, температура образования легкоплавкой эвтектики которого соответствует температуре преимущественной дефор.мации заполнителя. С целью повышения эксплуатационных свойств папелей их отжигают и берут материал, легкоплавкая эвтектика которого в процессе отжига рассасывается. Обшивки 2 и заполнитель 3 собирают в пакет, герметизируют его по периметру контактной шовной сваркой и устанавливают его между элементами 5 штампа.
Гер.метизацию пакета можно осуществить обжатием между элементами 5 штампа. Далее штамп устанавливают в контейнер с запдитной средой или вакуумную печь (не показаны), нагревают до темпера 1 уры диффузионной сваркой и производят сварку путем подачи газа в полость 6 штампа по трубопроводу 7. После сварки давление в полости 6 штампа снижают до атмосферного, а сваренный пакет подвергают разда-
че путем подачи газа в его полость 8 через трубопровод 9 (фиг. 2), при этом температуру повышают до образования легкоплавкой эвтектической ко.м позиции материала заготовок и ангиадгезионного .мате- риала.
Получение панели происходит за счет частичного расплавлении поверхностей обшивок и заполнителя на участках, не подлежащих сварке.
После формования панели до требуемой формы давление в полости 6 снижают до атмосферного и производят отжиг- до полного рассасывания легкоплавкой эвтектики.
Далее температуру снижают до комнатной, штамп или контейнер удаляют из печи, разбирают и извлекают готовую панель. В качестве антиадгезионного материала используют металлы, наносимые на поверхности листовых заготовок путем электроосаждения либо в виде фольги. В частности при изготовлении панелей из титановых сплавов используют медь или никель.
Использование антиадгезионного материала, образующего со свариваемыми ме- тариалами при те.мпературе, выше температуры сварки, легкоплавкое соединение химического или эвтектического типа с последующим формованием пакета при этой температуре упрощает процесс за счет упрощения нанесения антиадгезионного материала и повыщает качество панелей за счет исключения попадания антиадгезионного материала на участки, подлежащие сварке.
Использование материала с температурой образования эвтектики, соответствующей температуре преимущественной деформации заполнителя также упрощает процесс за счет снижения усилия формования сваренного пакета и позволяет повысить качество панелей за счет исключения разрывов и утонения стенок заполнителя.
Использование материала, легкоплавкая эвтектика которого в процессе последующего отжига рассасывается, позволяет получить в зоне соединения однородную структуру и снизить температурные напряжения, что повышает эксплуатационные свойства панелей.
Пример. Из1 отавливают многослойную панель из трех листов размерами 210 х 250Х X 20 мм из титанового сплава ВТ14 - обшивки и ВТ-60 - заполнитель. Толщина листов заготовок обшивок 0,8 мм, а толщина заполнителя 1,0 мм.
На участке листовой заготовки заполнителя, не подлежащем сварке с обеих сторон закрепляют титановую фольгу толщиной 0,1 мм, на которую предварительно гальваническим способом наносят технически чистую медь из условия 5 10 кг/см. Титановую фольгу закрепляют точечной сваркой.
Использование меди в качестве материала, который образует с титаном химическое соединение, вызвано тем, что Си образует с Ti легкоплавкую эвтектику системы Ti-Си при температуре К, при этом диффузионную сварку производят при Т 1133 К (температура сверхпластической деформации ВТ-14), а формовку сваренного пакета производят при К (температура сверхпластической деформации ВТ-6С). Эвтектика системы Ti-Си растворяется в титановых листах в процессе последующего отжига без нарущения структуры этих листов.
Листовые заготовки обшивок и заполнителя собирают в пакет, герметизируют по контуру контактной шовной св.аркой, затем устанавливают- в штамп, зажимают по периметру, герметизируя полость штампа, и нагревают до температуры сварки К. Сварку осуществляют в течение 80 мин, подавая аргон под давлением ,0 МПа в полость штампа. После сварки давление
аргона снижают до атмосферного, а сваренный пакет подвергают формованию, подавая аргон под давлением Р 0,24 МПа и одновременно повышая температуру до К. В момент образования легкоплавкой эвтектики происходит раскрытие пакета и формование панели до требуемой-формы.
Последующий отжиг при температуре К в течение 180 мин обеспечивает рассасывание легкоплавкой эвтектики.
После охлаждения до комнатной температуры штамп разбирают и извлекают готовую панель.
Формула изобретения
1. Способ изготовления диффузионной сваркой многослойных панелей, состоящих из общивок и заполнителя, при котором на участки листовых заготовок общивок и заполнителя, не подлежащие соединению наносят антиадгезионный материал, за0
5
0
готовки собирают в пакет, нагревают, сдав.- ливают, а после сварки производят формование сваренного пакета до требуемой формы, отличающийся тем, что, с целью упрощения процесса и повышения качества панелей, берут антиадгезионный материал, образующий со свариваемыми материалами при температуре выше температуры сварки легкоплавкое химическое соединение, а формование пакета ведут при этой температуро.
2.Способ по п. 1, отличающийся тем, что берут материал, образующий соединение эвтектического типа.
3.Способ по п. 1, отличающийся тем, что берут материал, температура образования легкоплавкой эвтектики которого соответствует температуре преимущественной деформации заполнителя.
4.Способ по п. 1, отличающийся тем, что, с целью повышения эксплуатационных свойств панелей, их отжигают и берут материал, легкоплавкая эвтектика которого в процессе отжига рассасывается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления диффузионной сваркой многослойных цилиндрических панелей | 1986 |
|
SU1407730A1 |
| Способ изготовления многослойных панелей диффузионной сваркой | 1983 |
|
SU1109293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2537980C2 |
| Защитный слой | 1984 |
|
SU1237353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2545854C2 |
| Способ изготовления диффузионной сваркой многослойных цилиндрических деталей | 1986 |
|
SU1360939A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 1986 |
|
RU1378202C |
| Способ изготовления конструкций сложной формы диффузионной сваркой | 1989 |
|
SU1706875A1 |
Изобретение относится к сварке давлением, в частности к диффузионной сварке многослойных панелей, и может быть использовано в авиационной и машиностроительной промышленностях. Цель - упрощение процесса, повышение качества и эксплуатационных свойств панелей. На участки листовых заготовок, не подлежащие сварке, наносят материалы, KOTOpiJc при температуре выше температ ры их диффузионной сварки взаимодействуют со свариваемыми материалами. Образуется ,;т- коплавкое химическое соединение (JlXt;), а формование сваренного пакета с)с :цсст- вляется при температуре образования зкяч) ЛХС. Наносят металлы, которые ири взаимодействии с материалом обшивок и.1и ли- полнителя образуют ЛХС эвтектическсм-о ; и па. Легкоплавкая эвтектика послед11(1х да ляется в процессе высокотемиературног:) отжига без нарушения структуры основ кмч; материала. Температура образования .lei Ko- плавкой эвтектики с материалом обшиис к или заполнителя соответствует температуре преимущественной деформации .а ю,,- нителя. При этом упрощается наиосеи1;о ио- крытия, исключается попадание иакосимого материала в зону сварки, снижаются то)- мические напряжения. В зоне coe.iHHt Hiii получается однородная структура. 3 з.п. ф-лы, 2 ил. S
3
Фиг.1
5 1
Фиг. 2
| Патент США № 3854194, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 4029254, | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
