Изобретение относится к диффузионной сварке давлением и подогревом и может быть использовано для изготовления многослойных металлических панелей в различных отраслях аэрокосмического машиностроения.
Известны способы изготовления многослойных металлических панелей, при которых листовые заготовки заполнителя собирают в пакет, предварительно соединяют между собой элекроконтакной сваркой в определенных местах, затем располагают их между обшивками и размещают в печи, где нагревают до определенной температуры и производят формовку и сварку заполнителя давлением газа (патенты США №39001754, 1975 г., №4882833, 1987 г., а также а.с. СССР №1662790, В23К 20/14, 1991 г.).
Наиболее близким по набору существенных признаков является техническое решение по а.с. СССР №1602790, В23К 20/14, 1991 г., которое было принято авторами за прототип.
Недостатком данного способа является появление нестабильности геометрических размеров многослойной металлической конструкции при случайных (аппаратурных, конструкционных и т.п.) сбоях температурных режимов формовки и диффузионной сварки, что одновременно приводит к снижению прочностных характеристик и качества продукции.
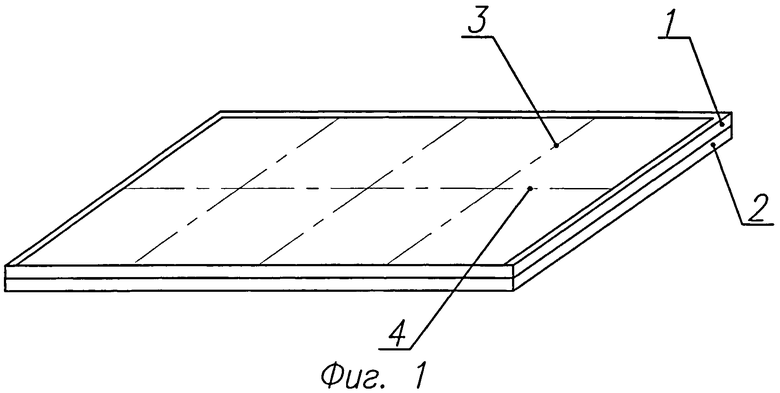
Предварительно листы заполнителя (фиг.1) локально соединяют между собой по пересекающимся зонам, сваренные листы заполнителя размещают в штампе между листами обшивок, нагревают их и производят формование ячеек заполнителя путем подачи газа под давлением между листами заполнителя, осуществляя диффузионную сварку ячеек между собой и с листами обшивок.
Высокие показатели сверхпластичности (СП) относятся к достоинствам титановых сплавов с субмикрокристаллической (СМК) структурой. Для получения СМК-структуры в титановых полуфабрикатах используют метод интенсивной пластической деформации. Если этот метод применить к титановым сплавам, дополнительно легированным водородом, можно наблюдать ряд положительных эффектов: повышение технологической пластичности материала, дополнительно снижение деформирующих усилий, а также получение СМК-структуры с меньшими размерами зерен. В промышленных сплавах разного химического состава указанные эффекты наблюдаются при разных концентрациях водорода и температурах деформирования. Это связано с влиянием водорода на фазовый состав титановых сплавов, диффузионную подвижность легирующих элементов.
Целью изобретения является повышение прочностных характеристик титанового сплава путем одновременного с деформированием и сваркой многослойных металлических панелей за счет введения в крышку печи штампа дополнительного рефлектора-отражателя, обеспечивающего стабильную поддержку температуры нагрева и выполненного из титанового сплава с большим атомарным процентным содержанием водорода.
Способ изготовления многослойных металлических панелей осуществляют следующим образом.
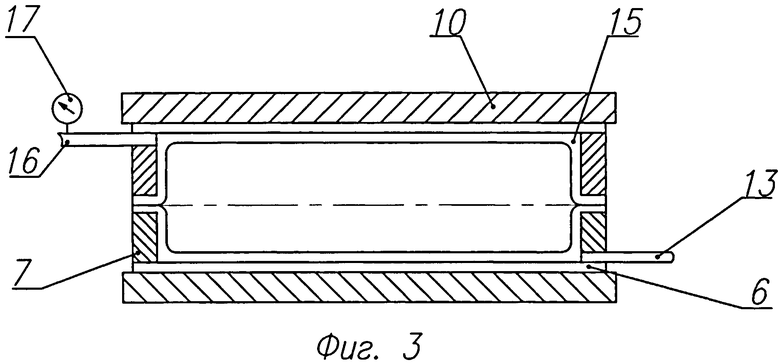
Предварительно листы 1 и 2 (фиг.2, 3) заполнителя локально соединяют между собой по пересекающимся зонам 3 и 4. Материал листов - титановый сплав ВТ6С с содержанием водорода 11…13 ат.%, толщиной 1,2 мм. Затем на нижней опорной плите 5 штампа размещают обшивку 6, фиксирующие элементы 7, сваренные листы заполнителя 1 и 2, фиксирующие элементы 8 и другую обшивку 9 и сжимают их верхней опорной плитой 10. Собранный пакет загружают в печь 11 и закрывают ее крышкой, в которой находится рефлектор-отражатель 12, выполненный из титанового сплава ВТ23 с содержанием водорода 23…25 ат.% толщиной 1,2 мм и нагревают штамп до 875°С. В процессе нагрева в полость между обшивками через трубопровод 13 подавали аргон под давлением 0,1 МПа, который равномерно распределяется по обеим плоскостям и через трубопровод 14 выходит наружу, а для того чтобы предотвратить сварку листов 1 и 2 заполнителя, продували аргоном 0,4 МПа. При достижении температуры формовки давление между листами заполнителя 1 и 2 повышается до 1,5 МПа, и осуществляли формование ячейки 15 и их диффузионную сварку между собой и с листами обшивок 7 и 9. В процессе формования ячейки осуществляют контроль избыточного давления при помощи манометра 17 на трубопроводе 16.
Наводороженный сплав за счет дополнительной диффузионной водородной обработки и взаимодействия с атомами инертного газа получился более пластичным и имеет СМК-структуру с меньшим размером зерен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2537980C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2012 |
|
RU2509638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2555259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
| Способ изготовления металлических многослойных панелей | 1988 |
|
SU1606287A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2529618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2640692C1 |
| Способ изготовления диффузионной сваркой многослойных панелей | 1986 |
|
SU1397225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННОЙ СВАРКОЙ | 2008 |
|
RU2397054C1 |
Изобретение может быть использовано для изготовления сваркой давлением с подогревом многослойных металлических панелей корпусов летательных аппаратов. Локально соединяют листы заполнителя и собирают пакет в штампе с размещением их между листами обшивок. Нагревают пакет до температуры сварки. При нагреве осуществляют диффузионную водородную обработку титанового сплава за счет размещения в крышке печи рефлектора-отражателя из титанового сплава, имеющего большее атомарное процентное содержание водорода по отношению к титановому сплаву листов заполнителя. Проводят формование ячеек заполнителя за счет подачи газа под давлением между листами заполнителя и диффузионную сварку ячеек между собой и с листами обшивок. За счет диффузионного напыления происходит дополнительное легирование титанового сплава водородом, что приводит к изменению микроструктуры сплава. Способ обеспечивает повышение прочностных характеристик готовых панелей. 3 ил.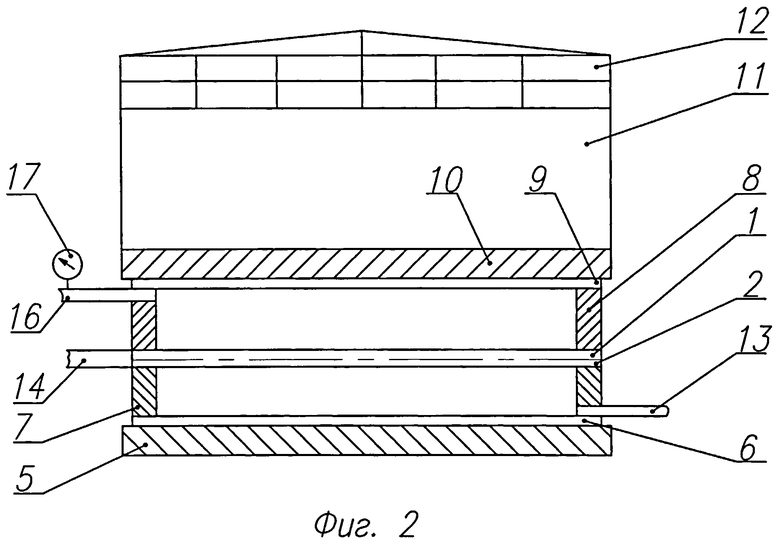
Способ изготовления многослойных металлических панелей из титанового сплава, включающий локальное соединение листов заполнителя, сборку пакета в штампе с размещением их между листами обшивок, нагрев до температуры сварки, формование ячеек заполнителя за счет подачи газа под давлением между листами заполнителя и диффузионную сварку ячеек между собой и с листами обшивок, отличающийся тем, что при нагреве осуществляют диффузионную водородную обработку титанового сплава за счет размещения в крышке печи рефлектора-отражателя из титанового сплава, имеющего большее атомарное процентное содержание водорода по отношению к титановому сплаву листов заполнителя.
| Способ изготовления диффузионной сваркой многослойных конструкций | 1989 |
|
SU1662790A1 |
| Способ изготовления диффузионной сваркой многослойных панелей | 1986 |
|
SU1397225A1 |
| Установка для восстановления распределительных валов двигателей внутреннего сгорания | 1986 |
|
SU1407740A1 |
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| EP 0507067 A2, 07.10.1992 | |||
| US 4304821 A, 08.12.1981 | |||

