Изобретение относится к сварке давлением и подогревом и может быть использовано для изготовления многослойных металлических панелей в различных отраслях аэрокосмического машиностроения.
Известны способы изготовления многослойных металлических панелей, при которых листовые заготовки заполнителя собирают в пакет, предварительно соединяют между собой электроконтактной сваркой в определенных местах, затем располагают их между обшивками и размещают в печи, где нагревают до определенной температуры и при помощи штампа производят формовку и сварку заполнителя с обшивкой давлением газа (патенты США №39201754, 1975 г., №4882833, 1987 г., а также А.с. СССР №1662790, В23К20/14, 1991 г.).
Наиболее близким по набору существенных признаков является техническое решение по а.с. СССР №1606287, В23К/14, 1990 г., которое было принято авторами за прототип.
Недостатком данного способа является появление нестабильности геометрических размеров многослойной металлической конструкции, что одновременно приводит к снижению прочностных характеристик и качества продукции.
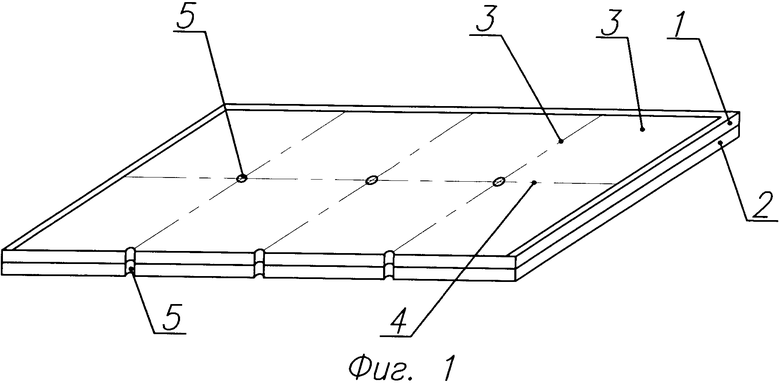
Предварительно листы заполнителя (фиг.1) локально соединяют между собой по пересекающимся зонам, в местах пересечения которых выполняют сквозные отверстия диаметром, не превышающим половины ширины зоны соединения. Сваренные листы заполнителя размещают в штампе между листами обшивок, нагревают их и производят формование ячеек заполнителя путем подачи газа под давлением между листами заполнителя, осуществляя диффузионную сварку ячеек между собой и с листами обшивок. В процессе формования осуществляют контроль избыточного давления в полости обшивок, по увеличению которого судят о качестве обшивки.
Целью изобретения является повышение прочностных характеристик титанового сплава и уменьшение нестабильности геометрических размеров путем одновременного охлаждения с деформированием и сваркой многослойных металлических панелей.
Способ изготовления многослойных металлических панелей осуществляется следующим образом.
Предварительно листы 1 и 2 (фиг.2) заполнителя локально соединяют между собой по пересекающимся зонам 3 и 4, в местах пресечения которых выполняют сквозные отверстия 5 диаметром, не превышающим половины ширины зоны соединения. Материал листов - титановый сплав ВТ6С толщиной 1,2 мм. Затем на нижней опорной плите 6 штампа размещают обшивку 7, фиксирующие элементы 8, сваренные листы заполнителя 1 и 2, фиксирующие элементы 9 и другую обшивку 10 и сжимают их верхней опорной плитой 11. Собранный пакет нагревают в штампе до 875°C. В процессе нагрева в полость между обшивками через трубопровод 12 подают аргон под давлением 0,1 МПа, который через отверстие 5 равномерно распределяется по обеим полостям и через трубопровод 13 выходит наружу, а для того чтобы предотвратить сварку листов 1 и 2 заполнителя продувают аргоном давлением 0,4 МПа. При достижении температуры формовки давление между листами заполнителя 1 и 2 повышают до 1,5 МПа и осуществляют формование ячеек 14 и их диффузионную сварку между собой и с листами обшивок 7 и 10. Одновременно с этим через трубопровод 15 и сквозное отверстие 16 подают аргон температурой 400-600°C. В процессе формования ячеек осуществляют контроль избыточного давления в полостях между обшивками и деформируемыми ячейками 14 при помощи манометра 17.
Высокие показатели сверхпластичности при температурах на 200-400°C ниже традиционных относятся к достоинствам титановых сплавов с субмикрокристаллической структурой (Kaibyshev О.А. Superplasticity of Alloys. Yntermetallides and Geramics.Berlin: Springen-Venlag, 1992, 317 р., Kerr.W.B., Smith P.P., Robertson M.E. et all. Hydrogen as an alloying element in titanium// Titanium 80: Science and Technology. Vol. 4. Ed.H. Kimura and O.Yzumi. 1980, p 24-77-2586.) Для получения СМК-структуры в титановых полуфабрикатах используют метод интенсивной пластической деформации, которую проводят обычно ниже 700°C. Это связано с диффузионной подвижностью легирующих элементов замещения и их перераспределением в твердых α- и β- растворах титана. Если этот метод применить к титановым сплавам, то происходит следующее: повышение технологической пластичности материала при выбранных температурно-скоростных условиях деформации, а также дополнительное измельчение микроструктуры, что приводит к повышению прочностных характеристик титанового сплава ВТ6С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2545854C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2012 |
|
RU2509638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
| Способ изготовления металлических многослойных панелей | 1988 |
|
SU1606287A1 |
| Способ изготовления диффузионной сваркой многослойных панелей | 1986 |
|
SU1397225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1992 |
|
RU2048283C1 |
| Защитный слой | 1984 |
|
SU1237353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2555259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2018427C1 |
Изобретение может быть использовано для изготовления многослойных металлических панелей, например, в аэрокосмическом машиностроении. Предварительно листы заполнителя локально соединяют между собой по пересекающимся зонам. Сваренные листы заполнителя размещают в штампе между листами обшивок и нагревают. Производят формование ячеек заполнителя путем подачи газа под давлением между листами заполнителя с осуществлением диффузионной сварки ячеек между собой и с листами обшивок. Одновременно с этим в полость штампа подают аргон с температурой 400-600°C для осуществления пластической деформации титанового сплава при температуре ниже 700°C, что связано с изменением диффузионной подвижности легирующих элементов замещения и их перераспределением в твердых α- и β-растворах титана. Способ обеспечивает повышение прочностных характеристик металлических панелей и уменьшение нестабильности геометрических размеров. 2 ил.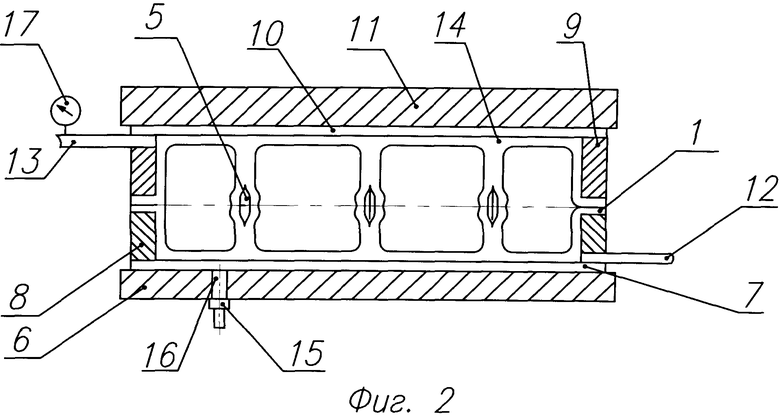
Способ изготовления многослойных панелей из титановых сплавов, включающий сборку в пакет листовых заготовок заполнителя, их локальное соединение, размещение между обшивками, установку собранного пакета в штампе и его нагрев до температуры формовки, формование ячеек заполнителя и диффузионную сварку ячеек между собой и с листами обшивок за счет пластической деформации титанового сплава путем подачи газа под давлением между листами заполнителя, отличающийся тем, что одновременно с формованием ячеек и диффузионной сваркой осуществляют охлаждение пакета путем подачи в полость штампа аргона, имеющего температуру 400-600°C, для осуществления пластической деформации титанового сплава при температуре ниже 700°C.
| Способ изготовления металлических многослойных панелей | 1988 |
|
SU1606287A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ ПАНЕЛЕЙ | 1993 |
|
RU2080225C1 |
| Самоходная сельскохозяйственная машина | 1981 |
|
SU1055680A1 |
| US 3927817 A, 23.12.1975 | |||

