Изобретение относится к пайке, в частности к составу наполнителя, заполняющего некапиллярный паяльный за зор Д7Ш автовакуумной паруси стали ла тунью. Известно применение наполнителя, состоящего из смеси тугоплавких мета/1лических порошков, которым заполняют зазор, а припой размещают рядом с зазором 13. Однако в этом наполнителе в качестве порошка с наименьшей температурой плавления выбирают наиболее ту гоплавкий компонент, который при температуре пайки растворяется в при пое, что может привести к усадочным дефектам в фиксированном паяльном зазоре. , Известен состав наполнителя содержащий гранулы никеля,.малоуглеродистой, и высокоуглеродистой стали и обеспечивгиощий равнопрочность паяног соединения основному металлу при испытаниях на растяжение 2. Недостатком зтого наполнителя является то, что ударная вязкость паяного соединения не превышает 2,5 кгс /см. Такой уровень ударной-вязкости не отвечает требованиям, предъявляемым к соединениям ответственных детале Цель изобретения - повышение удар-) НОЙ вязкости паяного соединения. Поставленная цель достигается тем, что состав, наполнителя, содержащий гранулы малоуглеродистой и высокоуглеродистой стали дополнительно со-дер)(сит гранулы копели при следукяцем соотнесении компонентов, вес.%: Копель . 30-70 Высокоуглеродистая сталь 30-50 Малоуглеродистая стальОстальное При нгишчии в расплаве латуни частиц с разным, содержанием углерода происходит рост столбчатых кристаллов направленный от частиц с более высоким содержанием углерода к частицам с меньшим его содержанием. Это приводит к образованию в пг1яном шве каркаса из стальных частиц. Соотношение меиеду количеством частиц из малоуглеродистой ивЕлсокоуглеродистой стали зависит от состава паяемой стали и требуемых механических свойств соединения. При повышении содержания частиц из высокоуглеродистой стали более 50% снижается ударная вязкость соединения, а при ее содержании менее. 30% снижается эффект упрочнения. Еведение копели в состав наполнителя легирует расплав латуни более активно, чем частицы никеля. При взаимодействии копели с расплавом латуни ее частицы переходят в твердожидкое состояние и образуют совместно с латунью прочный и пластичный металл, связывая каркас из стальных частиц. При повышении содержания копели в наполнителе более 70% ударная вязкость соединения воррастает, однако при этом снижается прочность соединения и его разрушение происходит по металлу шва. При содержании копели менее 30% снижается ударная вязкость соединения. Содержание металлоуглеродистой составлянвдей наполнителя зависит от выбранного количества копели и высокоуглеродистой стали.
Наполнитель изготавливается простым физическим перемешиванием компонентой с размерами гранул 0,3-0,5 мм. Уменьшение размера частиц нецелесообразно из-за увеличения их растворения в расплаве припоя, а увеличение
недопустимо из-за образования усадоных раковин между частицами.
Данный наполнитель опробован в лбораторных условиях при пайке стали 27. Для этого зазор размером 2,5 мм заполняют испытуемым наполнителем. К зазору присоединяют питатель, в. котором предварительно в условиях автовакуумного нагрева переплавляют латунь Л63, и сорбционный насос с металлически геттером. После соответствующих технологических операций проверки герметичности сварных швов, удаления из зазора инертных газов, заполнения полости питателя газом и др.) технологические отверстия герметизируют и образцы нагревают в электрической печи до температуры пайки и выдерживают 20 мин. После пайки ое5разцы рарезают и подвергают испытанйям на растяжение и ударную вязкость.
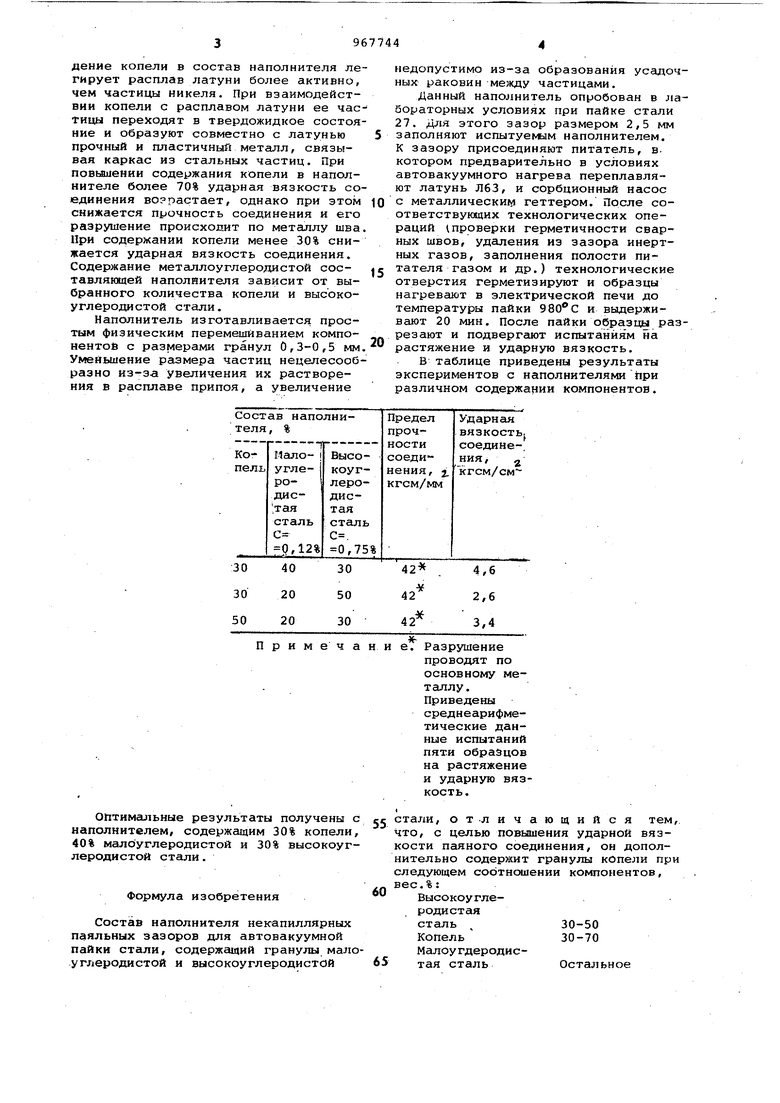
В таблице приведены результаты экспериментов с наполнителями при различном содержании компонентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1981 |
|
SU1044452A1 |
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1980 |
|
SU927460A1 |
| Наполнитель для некапиллярных паяльных зазоров при автовакуумной пайке стали | 1987 |
|
SU1581527A1 |
| Устройство для автовакуумной пайки крупногабаритных деталей | 1980 |
|
SU893431A1 |
| Устройство для автовакуумной пайки | 1990 |
|
SU1759576A1 |
| Конструкция паяного соединения для автовакуумной пайки стыковых швов толстостенных изделий | 1980 |
|
SU942918A1 |
| Паста для высокотемпературной пайки | 1988 |
|
SU1590294A1 |
| Состав наполнителя некапиллярных паяльных зазоров | 1986 |
|
SU1397227A1 |
| Способ пайки стальных деталей | 1984 |
|
SU1247205A1 |
| Способ автовакуумной пайки крупно-гАбАРиТНыХ дЕТАлЕй C НЕКАпилляРНыМиСбОРОчНыМи зАзОРАМи | 1979 |
|
SU831446A1 |
оптимальные результаты получены с наполнителем, содержащим 30% копели, 40% малоуглеродистой и 30% высокоуглеродистой СТсШИ .
Формула изобретения
Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали, содержащий гранулы малоуглеродистой и высокоуглеродистой
проводят по основному металлу. Приведены среднеарифметические данные испытаний пяти образцов на растяжение и ударную вязкость,
t е стали, от-личающийся тем,
что, с целью повышения ударной вязкости паяного соединения, он дополнительно содержит гранулы копели при следующем соотношении компонентов, вес.%:
Высокоуглеродистая
30-50 сталь . 30-70 Копель
МалоугдеродисОстальноетая сталь
59677446
Источники информации,2, Авторское свидетельство СССР
принятые во внимание при экспертизепо заявке 2963438/2S-27
