Изобретение относится к области пайки, в частности к составу припоя для пайки сталей, преимущественно нержавеющих.
Цель изобретения - повышение качества паяного шва и прочности паяного соединения.
Припой имеет следующий состав. мас.%:
Хром
Кремний
Железо
Бор
Углерод
Алюминий
Кобальт
Медь
Никель
14- 4 - 3 - 2 - 0,5- 0,1165 5 3
0,6 1,0
8-10 10-12
Остальное При пайке некапиллярных зазоров его используют в качестве матрицы композиционного припоя, а.в качестве наполнителя используют смесь порошков железа и чугуна в соотношении 30:70.
Введение кобальта позволяет уменьшить интенсивность растворения паяемого металла в расплавленном припое, что повышает качество паяного соединения. Добавление меди снижаеттемпературу плавления припоя. Это объясняется тем. что кобальт и медь с большинством входящих в припой элементов образуют непрерывный ряд твёрдых растворов.
При добавке в припой 8мас. % меди температура пайки равна 1100-1125°С. Дальнейшее увеличение меди ведёт к снижению температуры пайки. При содержании 12 мас.%, и выше меди в припое прочность соединения падает.
Наибольшее сопротивление срезу паяных соединений наблюдается, когда кобальта в припое содержится 8-10мас.%, а меди 10-12мас.%, и составляет при капиллярной пайке 456-463 МПа, при пайке с широким зазором 258-268 МПа. Следовательно, специальные добавки кобальта находятся в
О
«ш-а
00
ел ел
пределах8-10 мае. %, меди 10-12 мас.% и при дальнейшем их увеличении температура пайки снижается, но одновременно снижается прочность паяных соединений.
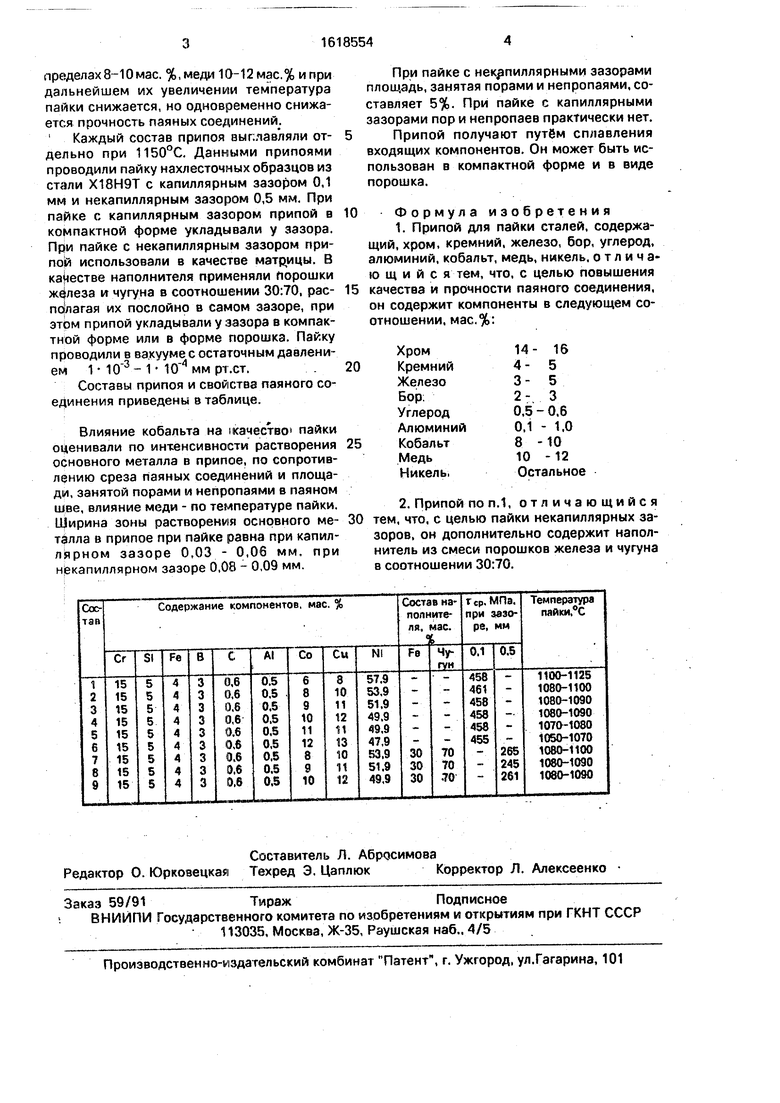
Каждый состав припоя выплавляли от- дельно при 1150°С. Данными припоями проводили пайку нахлесточных образцов из стали Х18Н9Т с капиллярным зазором 0,1 мм и некапиллярным зазором 0,5 мм. При пайке с капиллярным зазором припой в компактной форме укладывали у зазора. При пайке с некапиллярным зазором припой использовали в качестве матрицы. В качестве наполнителя применяли Порошки железа и чугуна в соотношении 30:70, рас- полагая их послойно в самом зазоре, при этом припой укладывали у зазора в компактной форме или в форме порошка. Пайку проводили в вакууме с остаточным давлением 1 - 1 мм рт.ст..
Составы припоя и свойства паяного соединения приведены в таблице.
Влияние кобальта на 1качество1 пайки оценивали по интенсивности растворения основного металла в припое, по сопротивлению среза паяных соединений и площади, занятой порами и непропаями в паяном шве, влияние меди - по температуре пайки. Ширина зоны растворения основного ме- талла в припое при пайке равна при капил- лярном зазоре 0,03 - 0,06 мм, при некапиллярном зазоре 0,08 - 0,09 мм.
При пайке с некрпиллярными зазорами площадь, занятая порами и непропаями, составляет 5%. При пайке с капиллярными зазорами пор и непропаев практически нет.
Припой получают путём сплавления входящих компонентов. Он может быть использован в компактной форме и в виде порошка.
Формула изобретения
1. Припой для пайки сталей, содержащий, хром, кремний, железо, бор, углерод, алюминий, кобальт, медь, никель, о т л и ч а ю щ и и с я тем, что, с целью повышения качества и прочности паяного соединения, он содержит компоненты в следующем соотношении, мас.%:
й
14- 16 4- 5 3- 5 2- 3 0,5-0,6 0,1 - 1,0 8 -10 10 -12 Остальное
2. Припой поп.1, отличающийся тем, что. с целью пайки некапиллярных зазоров, он дополнительно содержит наполнитель из смеси порошков железа и чугуна в соотношении 30:70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки стальных деталей | 1984 |
|
SU1247205A1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1979 |
|
SU803280A1 |
| Наполнитель для некапиллярных паяльных зазоров при автовакуумной пайке стали | 1987 |
|
SU1581527A1 |
| Состав наполнителя некапиллярных паяльных зазоров | 1986 |
|
SU1397227A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2584357C1 |
| Паста для высокотемпературной пайки | 1988 |
|
SU1590294A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| СПОСОБ КОМПОЗИЦИОННОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2129060C1 |
| Паяльная паста | 1977 |
|
SU659327A1 |
| Припой для пайки металлов | 1989 |
|
SU1611663A1 |
Изобретение относится к области пайки, в частности к составам припоя для пайки сталей, преимущественно нержавеющих, и может быть использовано в машине-, судо- и авиастроении. Цель изобретения - повышение качества и прочности паяного соединения. Припой содержит компоненты в следующем соотношении, мас.%: хром 14,- 15; кремний 4-5; железо 3-5; бор2-3; углерод 0,5-0.6; алюминий 0.1-1,0; кобальт8-10;медь 10-12; никель остальное. Для пайки с некапиллярными заазорами припой может содержать наполнитель из смеси порошков железа и чугуна в соотношении 30:70. Температура пайки 1050-1125оС. Предел прочности на срез при зазоре 0,1 мм составляет 455-461 МПа, при зазоре 0,5 мм - 261-265 МПа. 1 з.п. ф-лы, 1 табл.
| Справочник по пайке | |||
| /Под ред | |||
| И.Е.Петрунина.- М.Машиностроение, 1984, с.79. |
