Ю А
П
(Л
////////////А . Ьщ г
20
со г
N3
Oi
1
Изобретение относится к металлообработке и может быть использовано для создания регулярного микрорельефа на наружных цилиндрических поверхностях деталей типа валов.
Цель изобретения - расширение технологических возможностей за счет возможного варьирования параметрами регулярного микрорельефа в процессе обработки и повышение производительности.
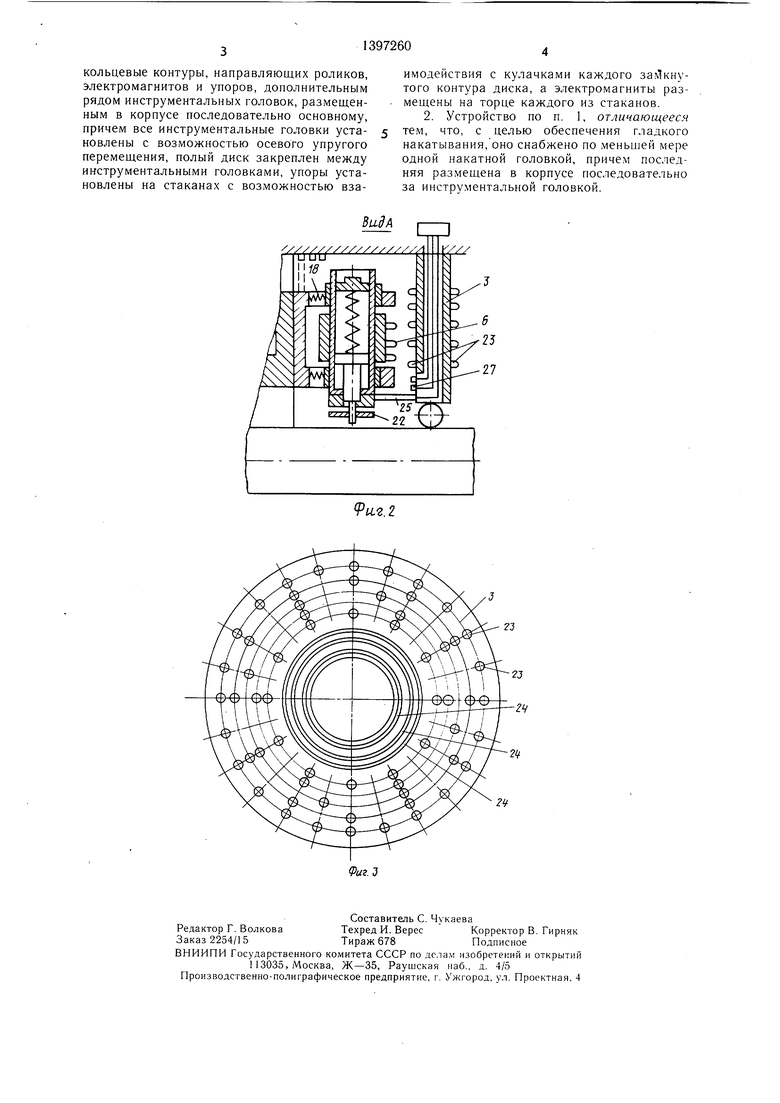
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид на торец диска.
Устройство содержит инструментальные головки 1 и 2, коммутирующий механизм, выполненный в виде полого диска 3, направляющих роликов 4, электромагнитов 5 и упоров 6. Имеется механизм загрузки и перемещения деталей, включающий бункер 7, толкатель 8, приводные ролики 9. Полый диск 3 и инструментальные головки 1 и 2 установлены соосно в корпусе 10, причем диск 3 расположен неподвижно между инструментальными головками 1 и 2, которые в свою очередь установлены с возможностью поворота в подшипниках 11. Каждая головка 1 и 2 имеет в центре отверстие, по смежным торцовым поверхностям - С-об- разные кронштейны 12, а по наружной торцовой поверхности головки 2 - дополнительный С-образный кронштейн 13. При этом кронштейны 12 расположены равномерно по окружности и несут по стакану 14, а кронштейн 13 несет стакан 15.
Каждый стакан 14 установлен в С-об- разном кроннлтейне 12 с возможностью перемещения вдоль оси инструментальных головок 1 и 2 и имеет на наружной поверхности его средней части втулку 16. Положение последней определяется фиксатором 17. На стакан 14 постоянно действует пружина 18.
Стакан 5 установлен в С-образном кронштейне 13 неподвижно. Во внутренней полости каждого стакана 14 и 15 раз.ме- щены деформирующий элемент 19 и пружина 20. Давление элемента 19 на обрабатываемой поверхности устанавливается регулировочным винтом 21. На конце каждого стакана 14 и 15, обращенном к обрабатываемой детали, смонтировано по электромагниту 5, связанному с программой управления (не указана). На деформируюилем элементе 19 предусмотрена ступенька 22. На каждой торцовой поверхности полого диска 3 смонтированы кулачки 23, образующие несколько замкнутых кольцевых контуров. При этом кулачки 23 каждого кольцевого контура кинематически связаны и взаимодействуют с одним или несколькими стаканами 14 посредством упоров 6 втулки 16.
Каждый стакан 14 имеет на- втулке 16 несколько упоров 6, большинство из которых
1
1397260
5
5
не контактирует с кулачками замкнутых контуров. На диске могут быть выполнены кольцевые контактные дорожки 24, связанные с токосъемником 25. При настройке устройства один из упоров 6 для каждого стакана 14 образует кинематическую связь е замкнутым контуром кулачков 23. Какой из упоров бис каким замкнутым контуром кулачков будет взаимодействовать зависит от того какой
0 микрорельеф будет получен.
Возможен и случай, когда ни один из упоров 6 не касается кулачков 23, например в случае, когда поверхность детали подвергается только гладкому выглаживанию дефор.мирующим элементом 9.
В большинстве случаев один из упоров 6 кинематически связан с соответствующим ему замкнутым контуром кулачков. Кольцевые контуры кулачков 23 могут быть расположены в зоне втулки 16, где
0 расположены упоры 6. В других зонах дисков располагаются кольцевые дорожки для питания электромагнитов. Кроме того, упор 6 может контактировать с кулачками посредством свободно вращающегося ролика. После пуска устройства детали из бункера 7 попадают на направляющие ролики 4, толкатели 8 вводятся под приводной ролик 9.
Когда деталь попадает в зону обработки автоматически выключается электромагнит 5 стакана 14 того деформирующего элемента 19, который согласно программе должен наносить регулярный микрорельеф. Другими словами, канавку наносит деформирующий элемент 19 того стакана 14, у которого электромагнит 5 выключен.
В тех случаях, когда на отдельных участках обрабатываемой поверхности нужно обеспечить гладкое выглаживание или снять наплыв у полученных ранее канавок, то включается в работу накатной деформирующий элемент 19 стакана 15.
0 Предлагаемое устройство позволяет повысить производительность накатывания, вести процесс обработки непрерывно и наносить требуемый микрорельеф.
Формула изобретения
1. Устройство для обработки валов, содержапдее корпус с расположенными по окружности инструментальными головками, установленными с возможностью вращения и возвратно-поступательного перемещения, и 0 несущие стаканы с подпружиненными деформирующими элементами, механизм загрузки и перемещения деталей, отличающееся тем, что, с целью расщирения технологических возможностей за счет получения микрорельефа разного вида и повыщения производительности, оно снабжено коммутирующим .механизмом, выполненным в виде полого диска с кулачками на каждой торцовой поверхности, образующими замкнутые
0
5
5
кольцевые контуры, направляющих роликов, электромагнитов и упоров, дополнительным рядом инструментальных головок, размещенным в корпусе последовательно основному, причем все инструментальные головки установлены с возможностью осевого упругого перемещения, полый диск закреплен между инструментальными головками, упоры установлены на стаканах с возможностью взаимодействия с кулачками каждого зa lкнy- того контура диска, а электромагниты размещены на торце каждого из стаканов.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения гладкого накатывания, оно снабжено по меньшей мере одной накатной головкой, причем последняя размещена в корпусе последовательно за инструментальной головкой.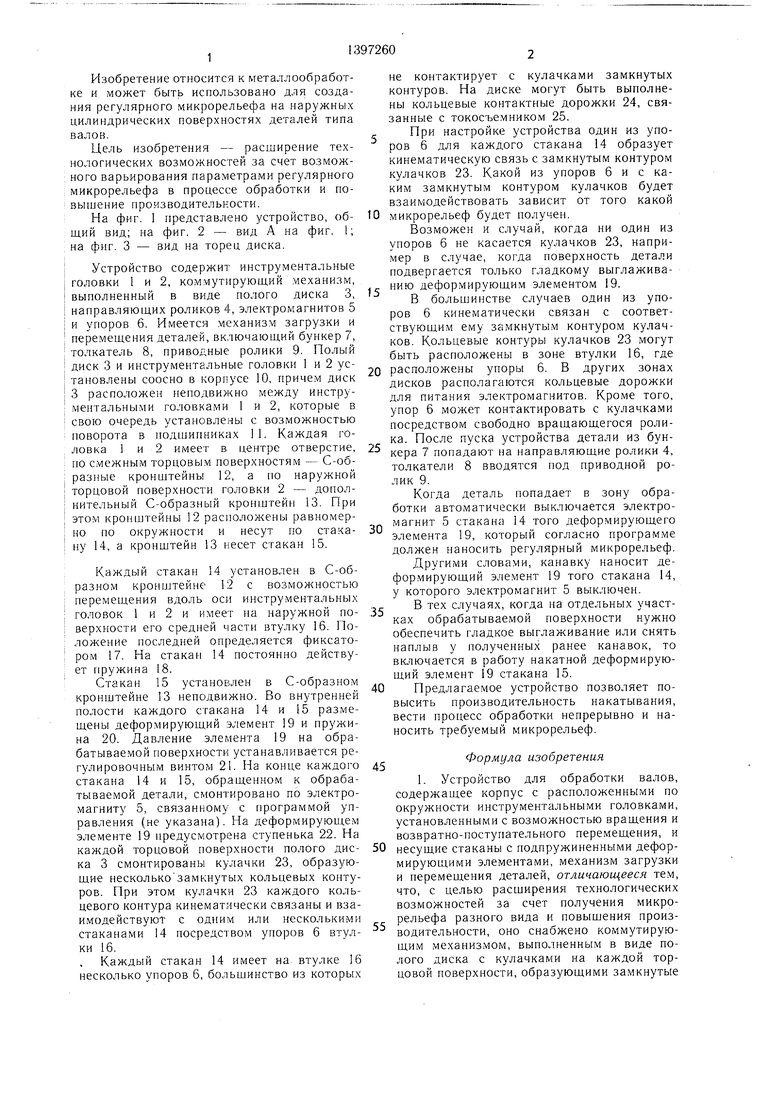
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2016 |
|
RU2626522C1 |
| ВИБРОУПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2009 |
|
RU2429963C2 |
| Устройство для алмазного выглаживания деталей | 1987 |
|
SU1555113A1 |
| Станок для алмазного выглаживания | 1984 |
|
SU1171302A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Устройство для упрочнения плоских поверхностей деталей | 1978 |
|
SU856771A1 |
| СПОСОБ ВИБРОУПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2009 |
|
RU2429962C2 |
| Устройство для обработки отверстий | 1985 |
|
SU1225770A1 |
| Станок для контурного кругового строгания зубчатых деталей | 1981 |
|
SU1024188A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
Изобретение относится к металлообработке, а именно к созданию регулярного микрорельефа, Цель изобретения - расширение технологических возможностей и повышение производительности. В предлагаемой конструкции стаканы 14 с элементами 19 установлены в головках 1 и 2 с возможностью перемещения вдоль направления движения деталей. На торцовых поверхностях диска 3 смонтированы кулачки 23, образую- ш,ие несколько замкнутых контуров. На каждом стакане 14 установлено по втулке 16 с упорами 6 и по электромагниту 5. Кулачки 23 каждого контура взаимодействуют с одним или несколькими элементами 19 посредством упоров 6. Для нанесения разных микрорельефов на участках поверхностей детали подвод и отвод элемента 19 происходит путем включения и выключения электромагнита 5. Выглаживание поверхностей детали обеспечивается элементом 19 стакана 15.1 3. п. ф-лы, 3 ил. о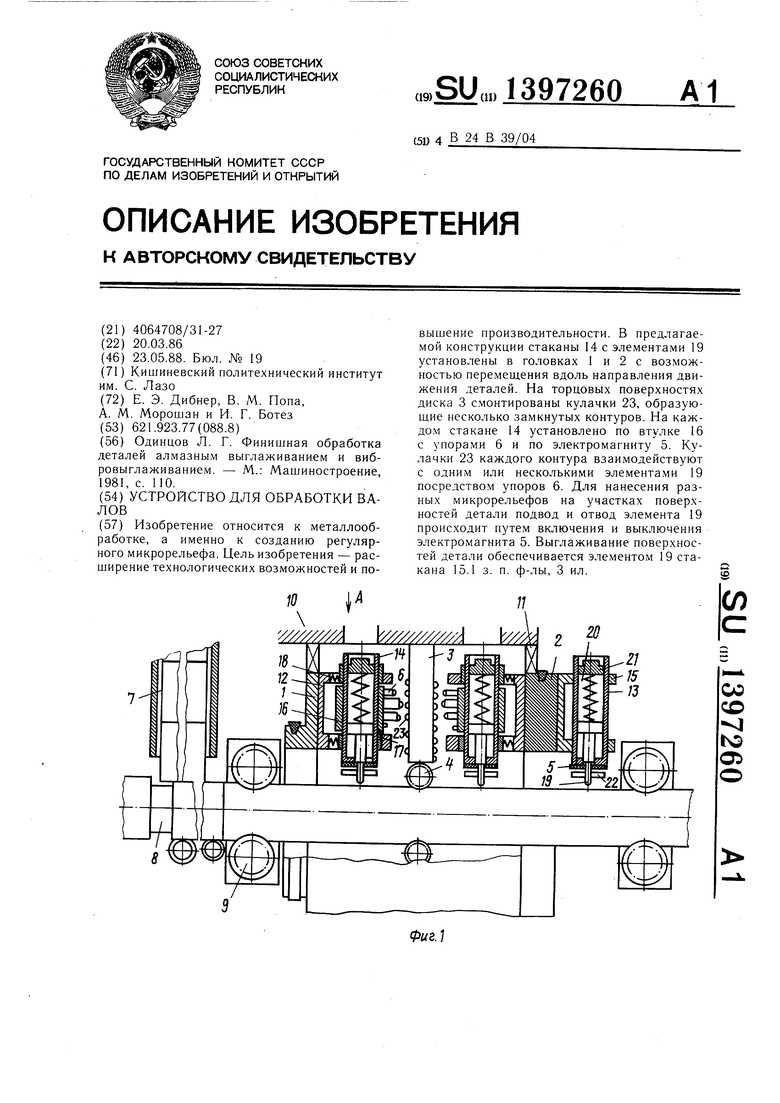
Ви-дА
с::з
у//
. 2
23
2if
4
| Одинцов Л | |||
| Г | |||
| Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием | |||
| - М.: Машиностроение, 1981, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
