2.Устройство по I. 1, отличающееся тем, что механизм крепления детали выполнен в виде стоек с одпоплечими рычагами, силовыми винтами и захватами.
3.Устройство по п. 1, отличающееся тем, что вал и резьбовая втулка соединена
1
Изобретение относится к области восстановления под номинальный размер изношенных отверстий в корпусных деталях с при- менение1М наплавки с одновременным выглаживанием роликов и после,ауюпшм шли- фозанием и .может быть использовано как в ремонтных .мастерских, так и в по;(евых условиях.
Цель изобретения - новьппение качества за счет одновременной наплааки и выглаживания внутренних поверхностей.
На фиг. 1 показан комбинированный инструмент, продольный разрез; на фиг. 2 - разрез .Л-А на фиг. 1; на фиг. 3 -- разрез Б -Б на фиг. 1; на фиг. 4 - насадка к ком- бипированноу инстру.менту с нкпифовальным кругом.
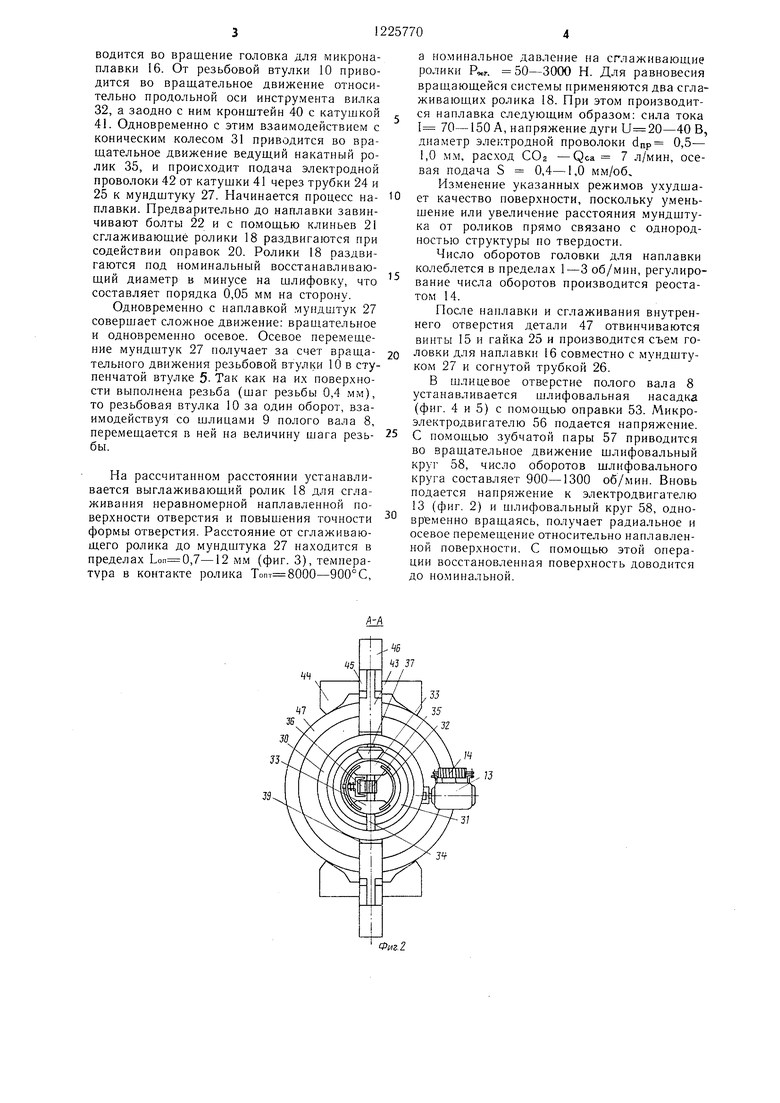
К,омбигИ 1)ован11ый инструмент содержит корпус 1 (фиг. 1). По условиям сборки комбинированного инструмента корпус 1 образован из составных деталей: кольца 2, стакана 3, соединенных между собой болтами 4, ступенчатой втулки 5, стакана 6. В корпусе 1 на onopHtjix подн)иппиках 7 установлен полый вал 8 с торцовым фланцем, внутри которого выполнены шлицы 9, связанные со 1нлица.ми резьбовой втулки 10. На полом валу 8 закреплено червячное колесо 11, связанное с червяком 12, которое приводится во вран1,ение электродвигателем 3 (фиг. 2), снабженным реостатом 14. К торцовому фланцу полого вала 8 винтами 15 закреплена головка для наплавки 16, которая содержит два фланца 17, между которыми установлены сглаживающие ролики 18 на онорных иодшинниках 19 в оправке 20 (фиг. 3), а последняя имеет паз, в который вставлены рашньи 21, имеющие правую и левую резьбу, завинчиванием болта 22 регулируется сила выглаживания наплавленной поверхности. Фланцы 17 стянуты болтом 23 (фиг. 3).
В резьбовой втулке 10 запрессована трубка 24, в конце которой гайкой 25 пружинисто прикреплена согнутая трубка 26 с мундштуком 27. В торце стакана 3 гайкой 28 закреплена ступенчатая втулка 5, на которую навинчен стакан 6, в котором установлен на опорных нодшипниках 29 стакан 30. В торце стакана б смонтировано коническое колесо 31.
между собой шлицевым соединением, а привод вала выполнен в виде червячной пары.
4. Устройство по п. , отличающееся тем, что оно снабжено сменной шлифовальной насадкой.
2
0
5
0
5
0
Узел подачи проволоки содержит вилку
32,навинченную на резьбовую втулку 10. В пазу вилки 32 размешена направляющая
33,валик 34 с ведушим накатным роликом 35 и вторым подпружиненным роликом 36 (ф иг . 2). На валике 34 неподвижно насажена коническая шестерня 37, а валик 34 на подшипниках 38 с крьпнкой 39 смонтированы в стакане 30. В конце вилки 32 установлена на кронштейне 40 катушка 41 для наматывания электродной проволоки 42. На корпусе смонтированы кленки, образованные стойка- 1.и 43, захватами 44, рычагами 45 и силовы.ми винтами 46. Восстанавливае.мая деталь 47 показана на фиг. 1-3.
В стакане смонтирована клемма 48 и с помощью медной втулки 49, меднографито- вых ш,еток 50 ток подводится через полый вал 8 в резьбовую втулку 10 к электродной проволоке 4Я. Для изоляции восстанавливаемой детали 47 на захватах 44 закреплены изолирующие прокладки 51. Электродная проволока 42 вибрацию получает от электромагнита 52.
Шлифовальная насадка состоит из оправки 53 (фиг. 4), на которой выполнены ш ли- цы (идентичные шлицам нолого вала 8.). К оправке 53 болтами 54 смонтирована плита 55, на которой установлены микроэлектродвигатель 56, зубчатая пара 57, шлифоваль- пый круг 58, который посажен на опорные подшипники 59 в стойках 60 и 61.
Устройство работает следующим образом.
Перед началом технологического процесса комбинированный инструмент центрируется относительно восстанавливаемого отверстия (например, деталь 47) и закрепляется с помощью клеш,ей, т. е. стойками 43, захватами 44, рычагами 45 и завинчиванием силовых винтов 46. К клемме 48 подается постоянный ток напряжением 20-40 В, потребная сила тока до 150 А. Электродом 42 служит проволока Св-08Г2С диаметром до 1,0 мм.
При включении в сеть электродвигателя 13 (фиг. 2) врашательное движение через червяк 12, червячное колесо 11 передается полому валу 8. Резьбовая вту.чка 10, взаимодействующая с полым валом 8, также приводится во вращение. От полого вала 8 приводится во вращение головка для микронаплавки 16. От резьбовой втулки 10 приводится во вращательное движение относительно продольной оси инструмента вилка 32, а заодно с ним кронштейн 40 с катушкой 41. Одновременно с этим взаимодействием с коническим колесом 31 приводится во вращательное движение ведущий накатный ролик 35, и происходит подача электродной проволоки 42 от катушки 41 через трубки 24 и 25 к мундштуку 27. Начинается процесс на- плавки. Предварительно до наплавки завинчивают болты 22 и с по.мощью клиньев 21 сглаживающие ролики 18 раздвигаются при содействии оправок 20. Ролики 18 раздвигаются под номинальный восстанавливающий диаметр Б .минусе на шлифовку, что составляет порядка 0,05 мм на сторону.
Одновременно с наплавкой мундштук 27 совершает сложное движение: вращательное и одновременно осевое. Осевое перемещение мундштук 27 нолучает за счет враид.а- тельного движения резьбовой втулки 10 в ступенчатой втулке 5. Так как на и.х поверхности выполнена резьба (шаг резьбы 0,4 мм), то резьбовая втулка 10 за один оборот, взаимодействуя со шлицами 9 полого вала 8, перемеидается в ней на величину шага резьбы.
На рассчитанно.м расстоянии устанавливается выглаживаюший ролик 18 для сглаживания неравномерной наплавленной поверхности отверстия и повьииения точности формы отверстия. Расстояние от сглаживающего ролика до мундштука 27 находится в пределах ,7-12 мм (фиг. 3), температура в контакте ролика Топт 8000-900°С,
-
0
5
0
а номинальное давление на сглаживающие ролики Р.сг. 50-3000 Н. Для равновесия вращающейся системы применяются два сглаживающих ролика 18. При этом производится наплавка следующим образом: сила тока 1 70-150 А, напряжение дуги U 20-40В, диаметр электродной проволоки 0,5- 1,0 м.м, расход СОа -Qca 7 л/мин, осевая подача S 0,4-1,0 мм/об.
Изменение указанных режимов ухудшает качество поверхности, поскольку уменьшение или увеличение расстояния мундштука от роликов прямо связано с однородностью структуры по твердости.
Число оборотов головки для наплавки колеблется в пределах 1-3 об/мин, регулирование числа оборотов производится реостатом 14.
После нанлавки и сглаживания внутреннего отверстия детали 47 отвинчиваются винты 15 и гайка 25 и производится съем головки для наплавки 16 совместно с мундштуком 27 и согнутой трубкой 26.
В шлицевое отверстие полого вала 8 устанавливается шлифовальная насадка (фиг. 4 и 5) с помощью оправки 53. Микроэлектродвигателю 56 подается напряжение. С помощью зубчатой пары 57 приводится во вращательное движение щлифовальный круг 58, число оборотов шлифовального круга составляет 900-1300 об/мин. Вновь подается напряжение к электродвигателю 13 (фиг. 2) и щлифовальный круг 58, одно- вртеменно вращаясь, получает радиальное и осевое перемеп ение относительно наплавленной поверхности. С по.мощью этой операции восстановленная поверхность доводится до номинальной.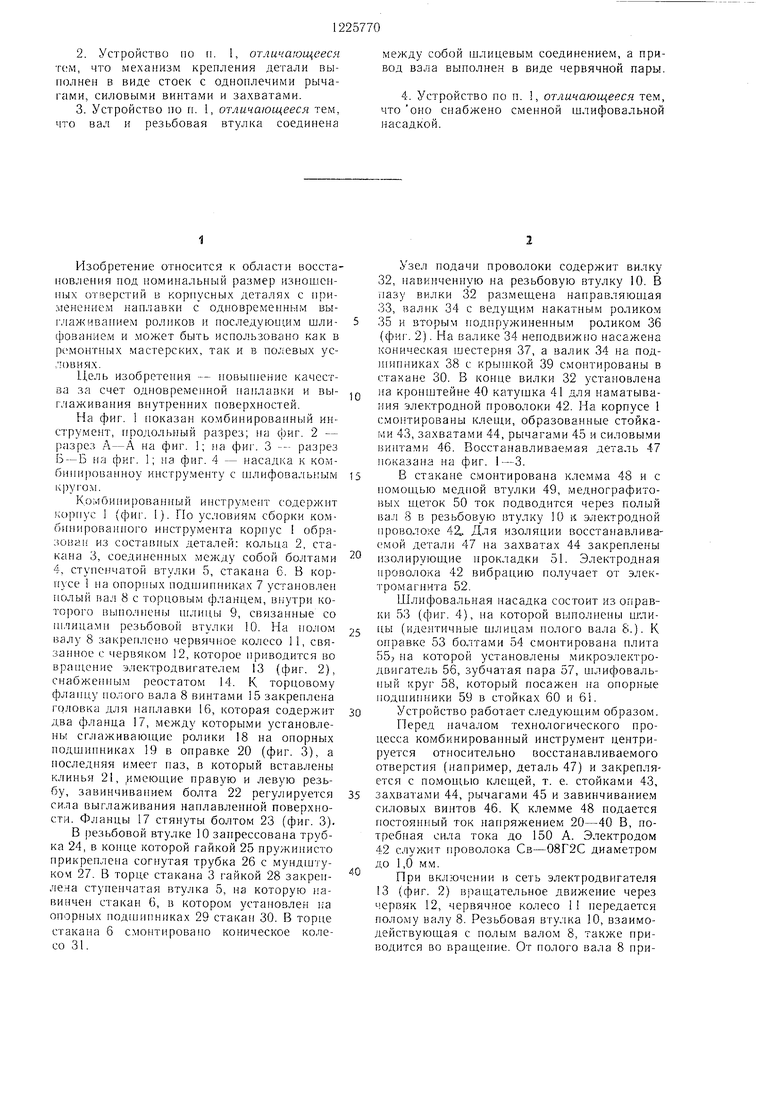
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ ЦАПФ МЕЛЬНИЦ | 2022 |
|
RU2788040C1 |
| Устройство для наплавки внутренних поверхностей отверстий | 1988 |
|
SU1581502A1 |
| Устройство для дуговой сварки и наплавки с использованием керамического стержня | 1976 |
|
SU599937A1 |
| Шпиндельный узел станка с устройством автоматической смены инструмента | 1990 |
|
SU1785867A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ЦАПФ КОНТЕЙНЕРА | 2013 |
|
RU2523378C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |

чч
46
33
Фт.2
5 т
ФигЛ
| Композиция для обезвоживания и обессоливания нефти | 1980 |
|
SU910734A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
