со со
к
Изобретение относится к области металлургии и обработки металлов давлением.
Цель изобретения - повышение пла тичности.
Заготовки из стали стандартного химического состава размерами 40 х X 50 мм нагревают до 850, 900, 950, 1000, 1050, 1100°С. Штамп нагревают до 850j 900 и 950°С. Выбор температуры нагрева штампа обусловлен тем, что оптимальная рабочая температура штампа из жаропрочного сплава составляет не более 950°С. Затем заго- товки деформируют в штампе, установленном на модернизированном прессе
степенями 30, 60, 80% н - . -1 с
10
-4
10
-э
10
о,
скоростями . в качестве смазки применяют стеклоэмаль.
Эксперименты показывают, что деформация со степенями менее 60% недостаточна для формирования ультрамелкозернистой структуры. Деформирование со скоростью менее приводит к снижению производительности процесса. Повьпиение скорости деформации выше приводит к появлению неоднородности структуры, выравнивание температуры заготовки и штампа. При нагреве заготовок ниже 1000°С рекристаллизация проходит не во всем объеме, доля нерекристаллизованной структуры составляет 30%,
При нагреве заготовок вьшге 1050 С структуры заготовок неоднородная, размер зерен составляет более 15 мкм
,
Q 5
0
5
0
35
В табл. 1 представлены результаты механических испытаний стали при варьировании температуры нагрева штампа и заготовок. ,
Как следует из данных табл. 1, снижение температуры нагрева заготовок ниже и снижение температуры штампа шиже 900°С приводит к росту усилий деформирования. Максимальной же рабочей температурой штампа является температура , повышение температуры выше 950 С приводит к резкому снижению стойкости штампа.
Использование предлагаемого способа позволило за счет снижения усилий штамповки повысить стойкость штам- .повой оснастки в 1,5-2 раза.
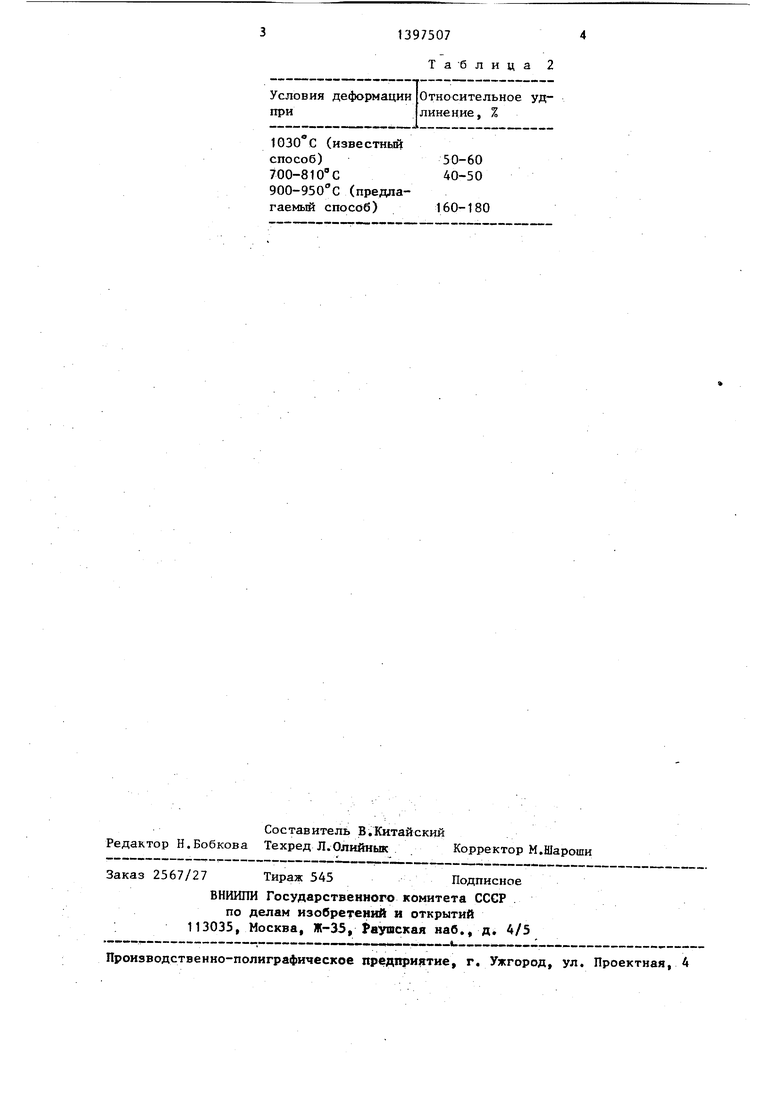
В табл. 2 представлены сравнительные данные по пластичности стали после различных видов обработки.
Из табл. 2 следует, что обработка по предлагаемому способу позволяет повысить пластичность стали в 3 - 3,5 раза.
Формулаизобре те.ния
Способ обработки нержавеющей стали, преимущественно аустенитной,включающий нагрев заготовки, деформацию со скоростью и степенью не менее 60% и охлаждение, отличающийся тем, что, с целью повышения пластичности, деформацию осуществляют в штампе, нагретом до 900-950°С.
Таблица 1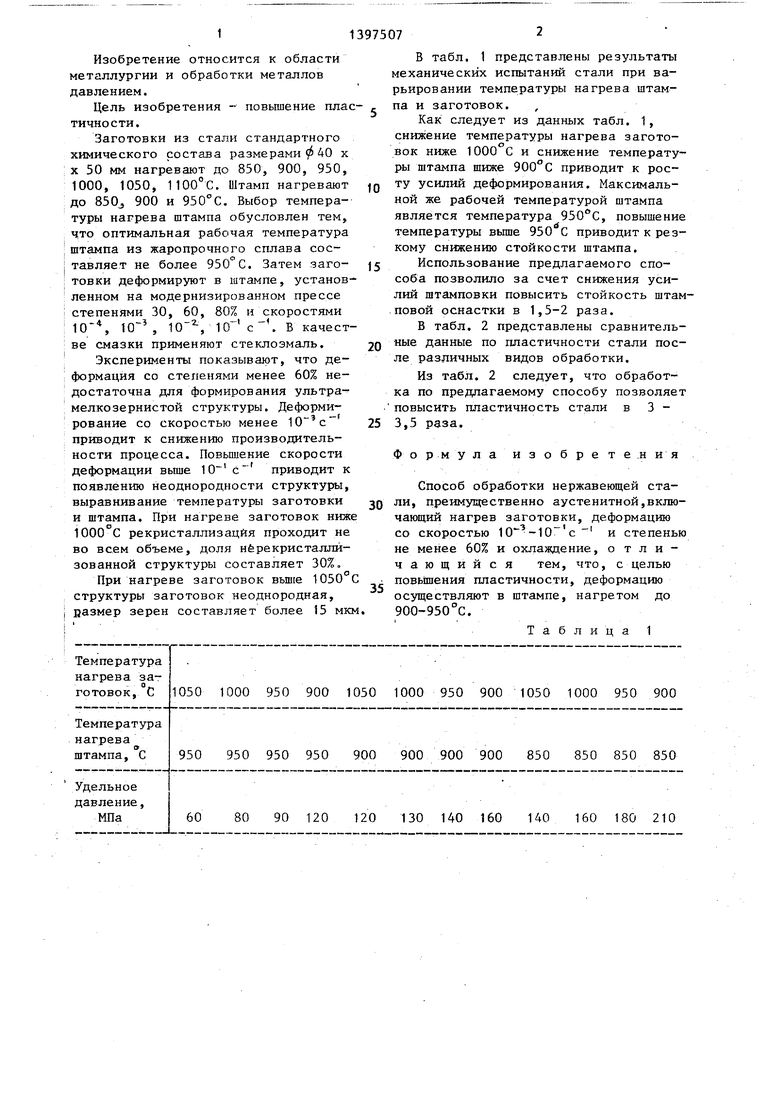
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АУСТЕНИТНЫХ СТАЛЕЙ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ РАЗДАЧЕЙ НА КОНУСООБРАЗНОМ СЕРДЕЧНИКЕ | 2020 |
|
RU2737108C1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2368695C1 |
| Способ обработки нержавеющих сталей мартенситного класса | 1989 |
|
SU1668425A1 |
| Способ деформационно-термической обработки стали | 1990 |
|
SU1752790A1 |
| Способ обработки аустенитных нержавеющих сталей | 1989 |
|
SU1733485A1 |
| Способ получения изделий | 1983 |
|
SU1225662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2010 |
|
RU2441730C2 |
Изобретение относится к металлургии и обработке металлов давлением. Цель - повышение пластичности. Заготовку из нержавеющей аустенит- ной стали нагревают до 1000-1050 С и деформируют в штампе, нагретом до 900-950 с, со скоростью и степенью не менее 60%. 2 табл.
Температура нагрева заготовок, С
1050 1000 950 900 1050 1000 950 900 1050 1000 950 900
Температура нагрева штампа, С
950 950 950 950 900 900 900 900 850 850 850 850
Удельное
давление,
МПа
60
80 90 120 120 130 140 160 140 160 180 210
Условия деформации при
1030°С (известный способ)
700-810°С
900-950 С (предлагаемый способ)
Та б лица 2
Относительное удлинение , %
| Способ обработки нержавеющих сталей мартенситного класса | 1982 |
|
SU1038369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
