1
Изобретение относится к области сварки, а именно к устройствам для сварки плоских замкнутых криволинейных швов, может быть использовано в приборостроении, машиностроении и других областях промышленности.
Известна установка для автоматической сварки замкнутых криволинейных швов, содержащая закрепленные на основании сварочную головку и планшайбу с зажимом для изделия, смонтированным на планшайбе посредством двух кареток, установленных с возможностью перемещения в двух взаимно перпендикулярных направлениях, а также привод поворота планщайбы, на выходном валу которого закреплены три копира, на валу планшайбы - храповое колесо для периодического поворота планшайбы с закрепленной на нем шестерней, а на основании - три подпружиненных толкателя, взаимодействующих с соответствующими копирами вала, один толкатель оснащен рейкой, взаимодействующей с шестерней храпового колеса, а два других толкателя соединены с соответствующими каретками зажима для изделия 1.
Недостатком этой установки является сложность ее конструкции из-за наличия трех профилируемых по определенным законам сменных копиров для сварки различных по конфигурации изделий.
Наиболее близким к предлагаемому является устройство для автоматической
5 сварки криволинейных швов, содержащее смонтированную на основании подвижную каретку, а также сварочную головку, планшайбу для изделия с приводом ее поворота, копир для перемещения каретки, взаимодействующий с копирным роликом, и копир для поворота планщайбы, взаимодействующий с датчиком регулятора скорости поворота планшайбы 2.
Однако в этом устройстве не обеспечи15вается постоянная скорость сварки из-за инерционности системы. Кроме того, расчет профиля копира для поворота планщайбы затруднен, а учет инерционности системы практически невозможен.
Цель изобретения - повыщение качества
20 сварки путем обеспечения постоянства скорости сварки на всех участках сварного щва сложного контура. Это достигается тем, что в устройстве
25 для автоматической сварки криволинейных швов, содержащем смонтированную на основании подвижную каретку, а также сварочную головку, планшайбу для изделия с приводом ее поворота, копир для переме30 щения каретки, взаимодействующий с копирным роликом, и копир для поворота планшайбы, взаимодействующий с датчиком регулятора скорости поворота плаишайбы, сварочная головка и коиирный ролик закреплены на основании, планшайба с приводом ее поворота установлены на каретке, а копир для перемеш.ения каретки и копир для поворота планшайбы смонтированы на валу планшайбы, при этом регулятор скорости поворота планшайбы выполнен в виде дифференциального механизма, смонтированного на выходном валу привода поворота планшайбы и соединенного с валом нланшайбы, датчик выполнен в виде реечной нередачи, шестерня которой закреплена на водила сателлитов дифференциального механизма, а рейка установлена на каретке с возможностью радиального перемещения относительно планолайбы и снабжена роликом, взаимодействующим с копиром для поворота нланшайбы.
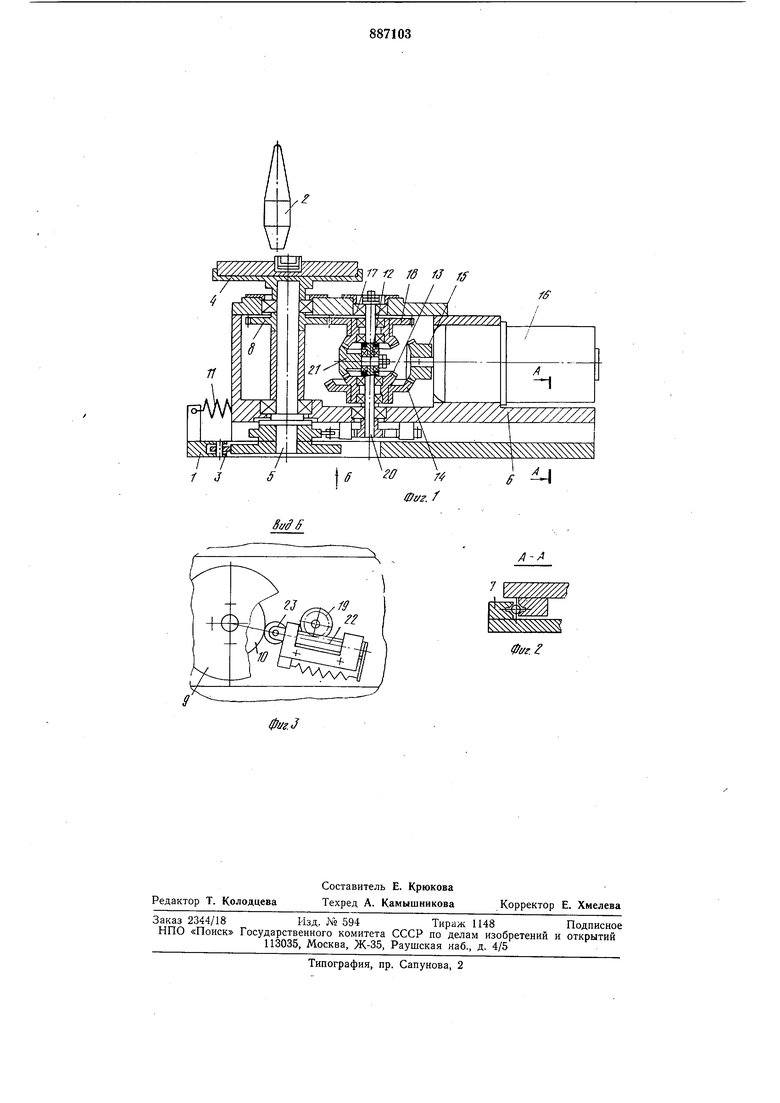
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 сечение А-А фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство содержит основание 1 с закрепленными на нем сварочной головкой 2, установленной с возможностью продольного перемещення, и копирным роликом 3. Планшайба 4 для свариваемого изделия закреплена на валу 5, который на подшипниках смонтирован в каретке 6, установленной с возможностью перемещения по направляющим 7, закрепленным на основании 1. На валу 5 смонтированы зубчатое колесо 8, сменный копир 9 для перемещения каретки и копир 10 для поворота нланщайбы. Копир 9 пружиной 11 постоянно поджат к копирному ролику 3.
Устройство снабжено регулятором скорости поворота планшайбы, выполненным в виде дифференциального механизма 12, на ведущем колесе 13 которого закреплено зубчатое колесо 14, взаимодействующее с зубчатым колесом 15 привода 16 поворота нланщайбы. На ведомом колесе 17 дифференциального механизма закреплено зубчатое колесо 18, находящееся в зацеплении с зубчатым колесом 8.
Копир 10 соединен с регулятором скорости поворота планшайбы посредством датчика, выполненного в виде реечной передачи, шестерня 19 которой закреплена на водиле 20 сателлитов дифференциального механизма, зубчатое колесо 21 которого установлено на водиле 20 и обкатывает колеса 13 и 17. Рейка 22 реечной передачи датчика смонтирована на каретке 6 с возможностью радиального перемещения относительно планшайбы и снабжена роликом 23, взаимодействующим с копиром 10. Устройство работает следующим образом.
Свариваемое изделие закрепляют на планшайбе 4 таким образом, чтобы центр симметрии изделия совпадал с осью вращения планшайбы. Сварочную головку 2 устанавливают на стык свариваемых деталей. Включают нривод 16 поворота планшайбы. Нри повороте планшайбы копир 9, постоянно контактируя с копирным роликом 3, перемещает каретку 6. Профиль этого копира выполнен таким образом, чтобы любая точка сварного щва проходила в области сварки (под сварочной головкой 2). Копир 10, который служит для обеспедения постоянной линейной скорости сварки, контактируя с роликом 23 рейки 22 через шестерню 19, водило 20 и зубчатое колесо 21, увеличивает или уменьшает скорость вращения ведомого колеса 17 дифференциального механизма при постоянной скорости привода.
Предложенное устройство обеспечивает высокое качество сварки при различных
скоростях сварки, кроме того, при съеме горелки оно может быть использовано на установках лазерной электронно-лучевой сварки.
Формула изобретения
Устройство для автоматической сварки криволинейных швов, содержащее смонтированную на основании подвижную каретку, а также сварочную головку, планщайбу для изделия с приводом ее поворота, копир для перемещения каретки, взаимодействующий с копирным роликом, и копир для поворота планшайбы, взаимодействующий с датчиком регулятора скорости поворота планшайбы, отличающееся тем, что, с целью повышения качества сварки путем стабилизации скорости сварки, сварочная головка и копирный ролик закреплены на основании, планшайба с приводом ее поворота установлены на каретке, а копир для перемещения каретки и копир для поворота планщайбы смонтированы на валу планшайбы, при этом
регулятор скорости поворота планшайбы выполнен в виде дифференциального механизма, смонтированного на выходном валу нривода поворота планщайбы и соединенного с валом планшайбы, датчик выполнен
в виде реечной передачи, шестерня которой закреплена на водиле сателлитов дифференциального механизма, а рейка установлена на каретке с возможностью радиального перемещения относительно нланшайбы и снабжена роликом, взаимодействующим с копиром для поворота планшайбы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 671968, кл. В 23 К 37/04, 21.06.76.
2.Авторское свидетельство СССР № 603547, кл. В 23 К 37/04, 03.05.76.
J
17 iZ W fJ //
it-/
fff
S 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для автоматической сварки криволинейных швов | 1976 |
|
SU603547A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU880677A2 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| Роликовый манипулятор | 1976 |
|
SU716756A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
AФуг.Е
