Изобретение относится к сварочному оборудованию, в частности к устройствам для сварки неповоротных стыков труб с механизмами колебания электрода и слежения за длиной дуги, может быть использовано в химической и энергетической промьшленности, где широко применяется автоматическая сварка, и является усовершенствованием устройства по авт. св. № 1116618.
Цель изобретения - повьшение качества сварного соединения путем устранения неравномерного перемеще- ния горелки поперек стыка.
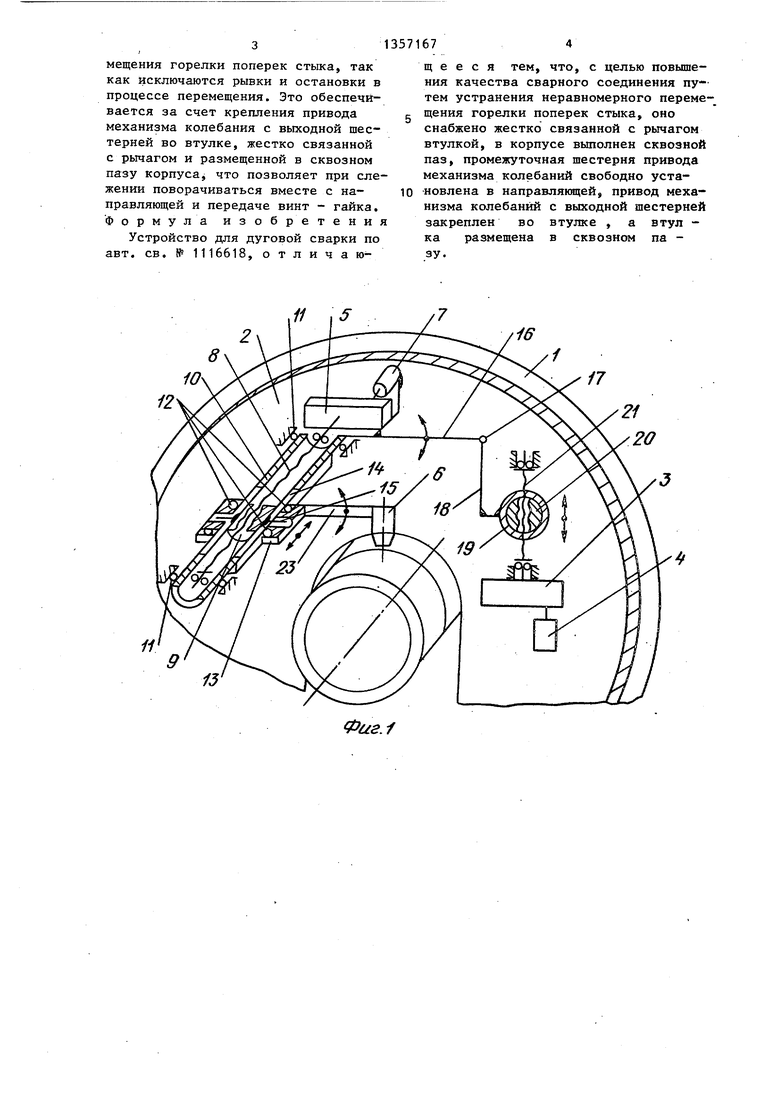
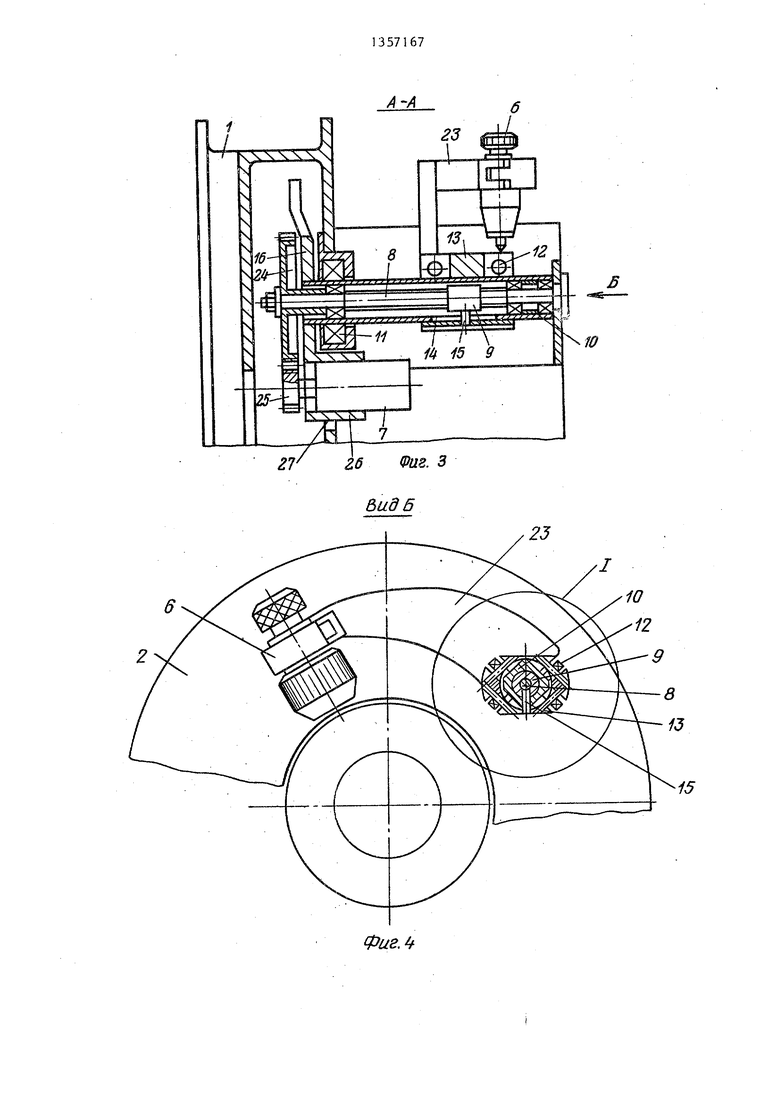
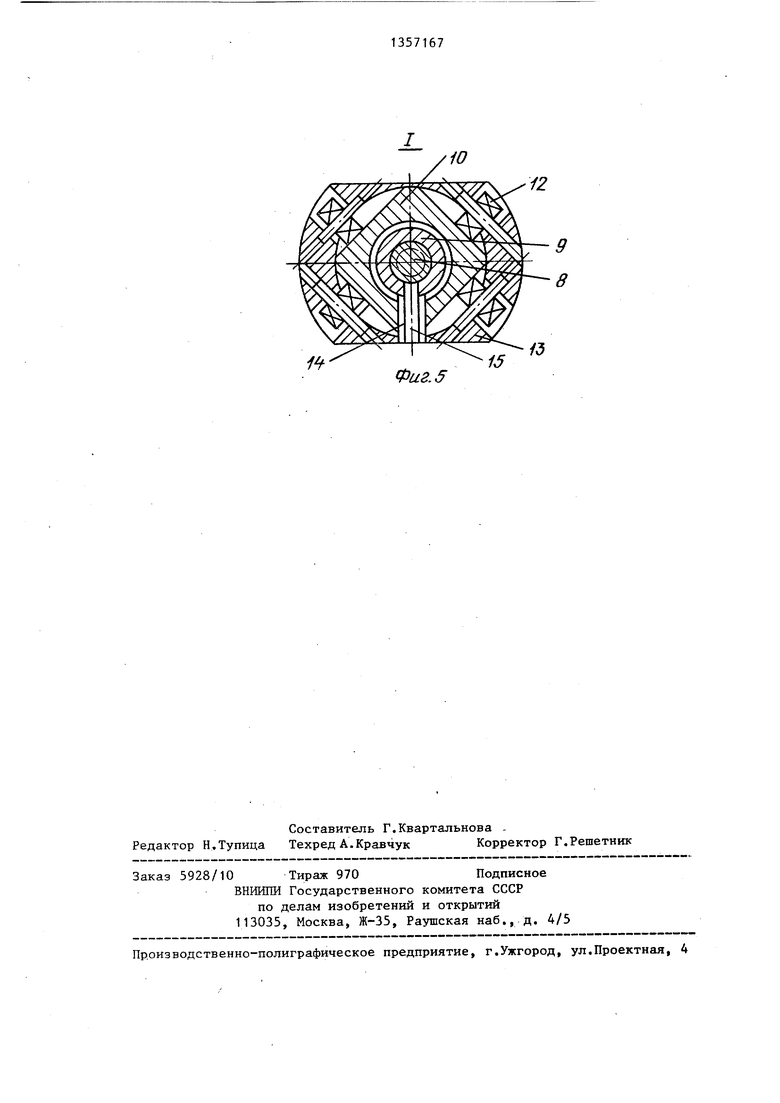
На фиг. 1 и 2 показаны кинематические схемы устройства; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 вид Б на фиг. 3; на фиг. 5 - узел I
на фиг. 4.
Устройство для дуговой сварки содержит корпус 1, в котором размещена поворотная планшайба 2, несущая механизм 3 слежения за длиной дуги с приводом 4 и механизмом 5 колебания го- релки 6 с приводом 7. Механизм 5 колебания горелки 6 имеет исполнительный орган, выполненный в виде винта 8 связанного с приводом 7, и гайки 9, размещенной на винте 8. При этом ис- полнительный орган механизма 5 распо- ложен в полости призматической полой направляющей 10, установленной на планшайбе 2 в подшипниках 11 с возможностью поворота вокруг своей оси.
На призматической поверхности направляющей 10 через ролики 12 установлена каретка 13. На направляющей 10 выполнен паз 14, в который входит штифт 15, жестко связанный с карет- кой 13 и с гайкой 9 исполнительного органа механизма 5 колебания горелки 6. Горелка 6 кинематически связана с механизмом 3 слежения за длиной дуги. Эта связь осуществлена с по- мощью промежуточного элемента, выполненного в виде направляющей 10, несущей каретку 13 с горелкой 6, и рычага 16, один конец которого жестко закреплен на направляющей 10, а второй через шарнир 17 связан с шатуном 18, шарнир 19 которого установлен на гайке 20 винта 21, размещенного на планшайбе 2 и связанного с приводом 4 механизма .3 слежения за длиной дуги при сварке изделия 22. Горелка 6 установлена на рычаге 23, закрепленном на каретке 13, параллельно рычагу 16. Винт 8 свя зан с приводом 7
через шестерни 24 и 25, одна из которых, например 24, закреплена на винте В и свободно установлена в направляющей 10, а связанная с ней шестерня 25 является выходной шестерней привода 7. Рычаг 16 жестко связан с втулкой 26, под которую в корпусе 1 выполнен сквозной паз 27, а во втулке 26 закреплен привод 7 механизма 5 колебания с выходной шестерной 25.
Устройство работает следуюпщм образом.
Перед сваркой устанавливают горелку на стык изделия 22, обеспечивая заданную длину дуги, для чего включают привод 4 механизма 3 слежения за длиной дуги, который вращает винт 21. При этом гай::ча 20 перемещается по винту 21, а шатун 18 разворачивается в шарнирах 17 и 19 и перемещает вверх-вниз по дуге рычаг 16, а втулку 26 в пазу 27. Поскольку рычаг 16 жестко связан с направляющей 10, последняя поворачивается. Поворачивается и каретка 13 с горелкой 6, так как каретка 13 связана с направляющей 10 через ролики 12, ось вращения которых перпендикулярна оси вращения каретки 13, а направляющая 10 выполнена призматической и ролики 12 не перемещаются по направляющей 10, а поворачиваются вместе с ней как единое целое. При повороте направляющей 10 поворачивается и связанная с ней через штифт 15 гайка 9. Вместе с рычагом 16 и втулкой 26 поворачиваются как единое целое механизм 5 колебания с приводом 7, шестернями 24 и 25 и винт 8 с гайкой 9. При этом смещение гайки 9 относительно винта не происходит.
Включают привод вращения планшайбы и привод 7 механизма 5 колебания горелки 6. Привод 7 передает вращение винту 8. При вращении винта 8 гайка 9 а вместе с ней и каретка 13 с горелкой 6 перемещаются по направляющей 10 в пазу 14, т.е. поперек стыка. Таким образом осуществляют сварку изделия 2 с колебаниями горелки 6. В процессе сварки слежение за длиной дуги осуществляют автоматически, так как механизм 3 слежения за длиной дуги включен в систему автоматического регулирования длины дуги.
Предлагаемое устройство позволяет получить более качественные швы за счет более равномерной скорости перемещения горелки поперек стыка, так как исключаются рывки и остановки в процессе перемещения. Это обеспечивается за счет крепления привода механизма колебания с выходной шестерней во втулке, жестко связанной с рычагом и размещенной в сквозном пазу корпуса что позволяет при слежении поворачиваться вместе с направляющей и передаче винт - гайка. Формула изобретения
Устройство для дуговой сварки по авт. св. № 1116618, отличаю
щ е е с я тем, что, с целью повышения качества сварного соединения путем устранения неравномерного перемещения горелки поперек стыка, оно снабжено жестко связанной с рычагом втулкой, в корпусе выполнен сквозной паз, промежуточная шестерня привода механизма колебаний свободно установлена в направляющей, привод механизма колебаний с выходной шестерней закреплен во втулке , а втул - ка размещена в сквозном па - ЗУ.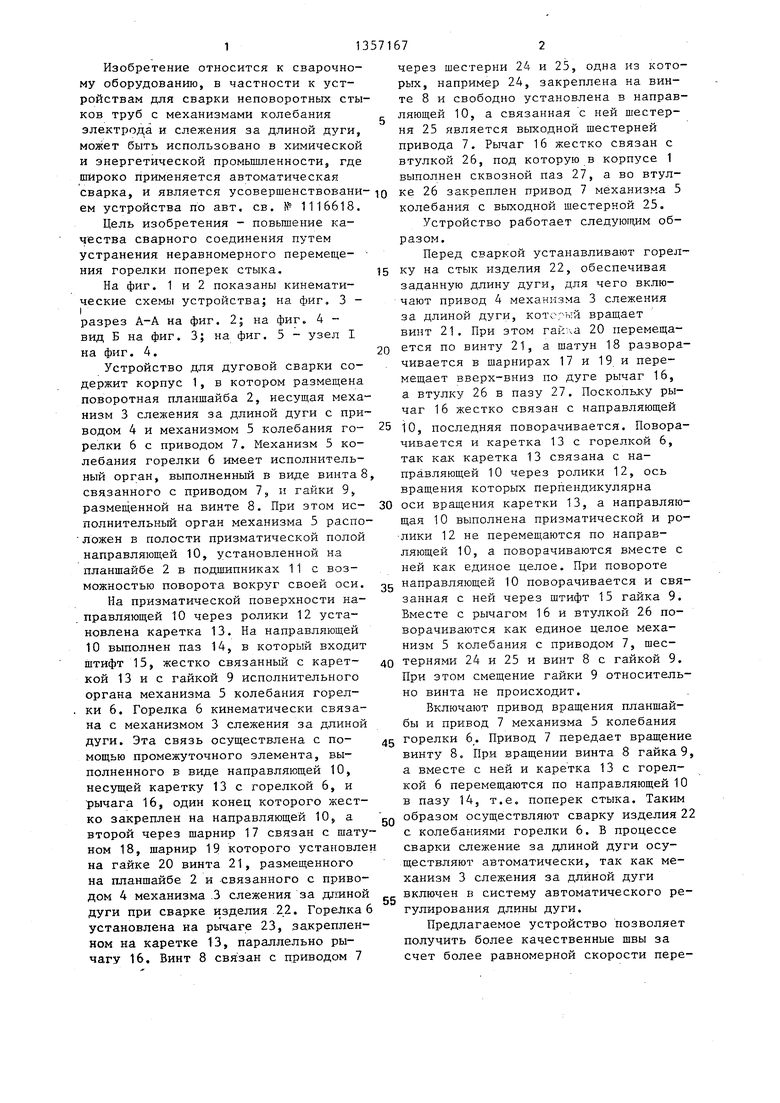
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1189629A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для дуговой сварки | 1978 |
|
SU776816A1 |
Изобретение относится к сварочному оборудованию, в частности к устройствам для сварки неповоротных стыков труб с механизмами колебания электрода и слежения за длиной дуги. Оно может быть использовано в химической и энергетической промышленности, где широко применяется автоматическая сварка. Целью изобретения является повышение качества сварного соединения путем устранения неравномерного перемещения горелки поперек стыка. Устройство для дуговой сварки содержит корпус с установленными на нем механизмом слежения за длиной дуги. Последний связан рычагом с полой направляющей и механизмом колебания, исполнительный орган которого размещен в полости направляющей и зкестко связан с промежуточной шестерней. Промежуточная шестерня входит в зацепление с выходной шестерней привода механизма колебания, который жестко связан с рычагом втулкой 26, размещенной в сквозном пазу 27, вьтол- ненном в корпусе. При этом привод механизма колебания с выходной шестерней закреплен во втулке 26, а промежуточная шестерня свободно установлена в направляющей. Качество сварных соединений повьш1ается за счет исключения таких дефектов, как несплавления и непровары. 5 ил. (Л 2 оо С71 О5 14)
,//
10
12
15
17
21
20
Фаг.-f
&ид6
I
Фигл
/3
Фиг. 5
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
