со со
О5
сл
со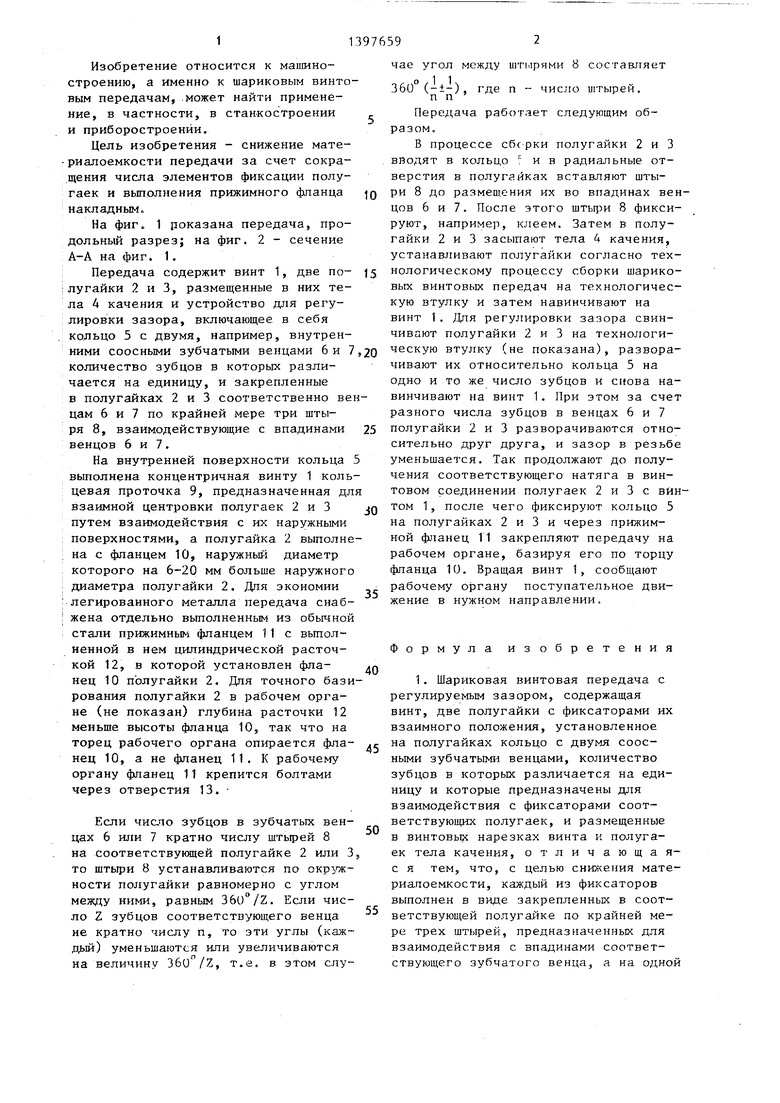
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЙКА ШАРИКОВОЙ ВИНТОВОЙ ПЕРЕДАЧИ | 2007 |
|
RU2362926C2 |
| Шариковый винтовой механизм | 1985 |
|
SU1263947A1 |
| Планетарная передача винт-гайка качения | 1986 |
|
SU1395883A1 |
| РОЛИКО-ВИНТОВОЙ МЕХАНИЗМ | 2016 |
|
RU2631096C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2015 |
|
RU2613138C1 |
| Планетарная роликовинтовая передача | 2016 |
|
RU2714435C2 |
| Шариковый винтовой механизм | 1986 |
|
SU1425390A1 |
| Способ изготовления длинных гаек | 2019 |
|
RU2703741C1 |
| Шариковый винтовой механизм | 1984 |
|
SU1200043A1 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА ВИНТ - ГАЙКА С ДЛИННЫМИ РЕЗЬБОВЫМИ РОЛИКАМИ | 2004 |
|
RU2292502C2 |
Изобретение относится к шариковым винтовым передачам с регулируемым зазором. Цель изобретения - сокращение материалоемкости передачи за счет сокращения числа элементов фиксации взаимного положения полугаек и вьшолнения прижимного фланца накладным. Устройство регулировки зазора включает кольцо 5 с зубчатыми венцами 6 и 7, в которых число зубцов соответственно равно Z и Z+1. Для регулировки зазора венцы 6 и 7 кольца 5 выводят из зацепления со штырями 8, закрепленными в полугайках 2.И 3, поворачивают кольцо 5 на один зуб и снова вводят в зацепление со штырями 8. За счет разницы в числе зубцов в венцах 6 и 7 полугайки 2 и 3 разворачиваются относительно друг друга, и зазор в резьбовом соединении ликвидируется. 2 з.п. ф-лы, 2 ил. (Л
Фиг.1
Изобретение относится к машиностроению, а именно к шариковым винтовым передачам, может найти применение, в частности, в станкостроении и приборостроении.
Цель изобретения - снижение материалоемкости передачи за счет сокращения числа элементов фиксации полугаек и вьшолнения прижимного фланца накладным
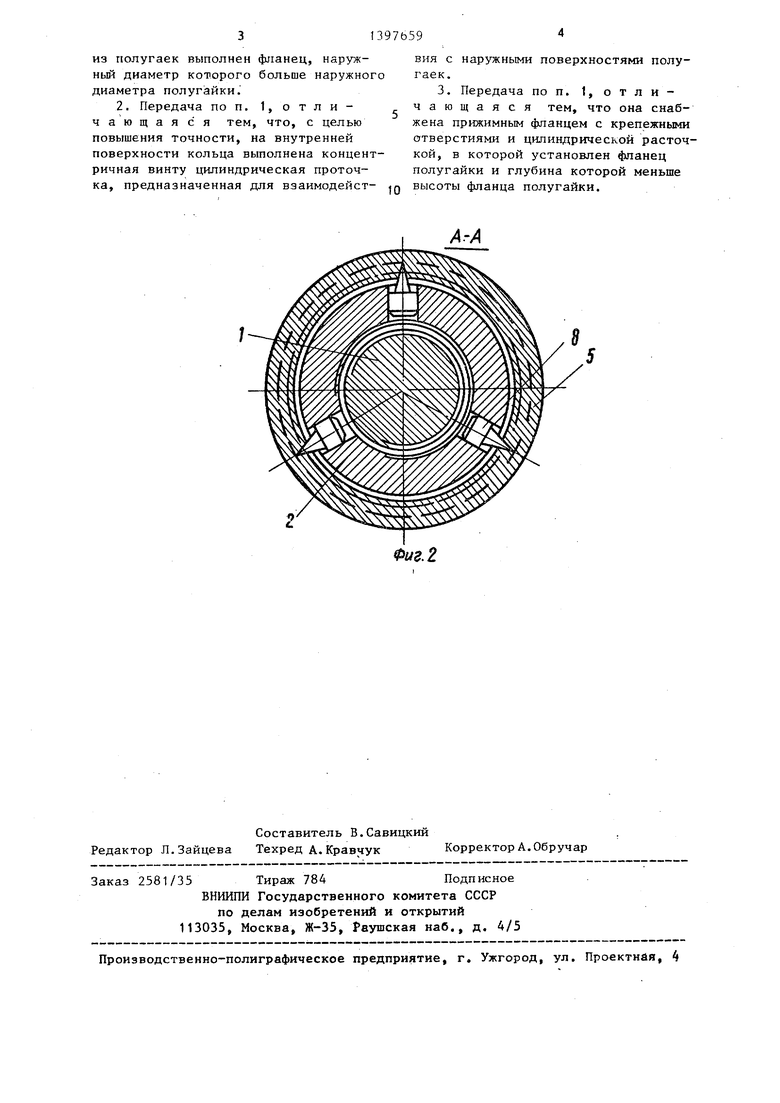
На фиг„ 1 роказана передача, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1,
Передача содержит винт 1, две по- лугайки 2 и 3, размещенные в них тела 4 качения и устройство для регулировки зазора, включающее в себя кольцо 5 с двумя, например, внутренними соосными зубчатыми венцами 6 и 7 количество зубцов в которых различается на единицу, и закрепленные в полугайках 2 и 3 соответственно вецам 6 и 7 по крайней мере три штыря 8, взаимодействующие с впадинами венцов 6 и 7.
На внутренней поверхности кольца выполнена концентричная винту 1 кольцевая проточка 9, предназначенная дл взаимной центровки полугаек 2 и 3 путем взаимодействия с их наружными поверхностями, а полугайка 2 выполнена с фланцем 10, наружный диаметр которого на 6-20 мм больше наружного диаметра полугайки 2. Для экономии легированного металла передача снабжена отдельно вьтолненным из обычной стали прижимным фланцем 11 с вьтол- ненной в нем цилиндрической расточкой 12, в которой установлен фла- нец 10 пЬлугайки 2. Для точного базирования полугайки 2 в рабочем органе (не показан) глубина расточки 12 меньше высоты фланца 10, так что на торец рабочего органа опирается фла- нец 10, а не фланец 11. К рабочему органу фланец 11 крепится болтами через отверстия 13.
Если число зубцов в зубчатых вен
цах 6 или 7 кратно числу штырей 8 на соответствукщей полугайке 2 или 3 то штыри 8 устанавливаются по ности полугайки равномерно с углом между ними, равным 36U /Z. Если число Z зубцов соответствующего венца не кратно числу п, то эти углы (каж- ) уменьшаются или увеличиваются на величину , т.е. в этом слу
чае угол между штырями 8 составляет 360 (-+-), где п - число штырей.
Передача работает следующим образом.
В процессе сбс-рки полугайки 2 и 3 вводят в кольцо и в радиальные отверстия в полугайках вставляют штыри 8 до размеш.сния их во впадинах венцов 6 и 7. После этого штыри 8 фиксируют, например, клеем. Затем в полугайки 2 и 3 засыпают тела 4 качения, устанавливают полугайки согласно технологическому процессу сборки шариковых винтовых передач на технологическую втулку и затем навинчивают на винт 1. Для регулировки зазора свинчивают полугайки 2 и 3 на технологическую втулку (не показана), разворачивают их относительно кольца 5 на одно и то же число зубцов и снова навинчивают на винт 1. При этом за счет разного числа зубцов в венцах 6 и 7 полугайки 2 и 3 разворачиваются относительно друг друга, и зазор в резьбе уменьшается. Так продолжают до получения соответствующего натяга в винтовом соединении полугаек 2 и 3 с вИн- том 1, после чего фиксируют кольцо 5 на полугайках 2 и 3 и через прижимной фланец 11 закрепляют передачу на рабочем органе, базируя его по торцу фланца 10. Вращая винт 1, сообщают рабочему О15гану поступательное движение в нужном направлении.
Формула изобретения
из полугаек выполнен фланец, наружный диаметр которого больше наружного диаметра полуг;айки.
наружными поверхностями полувия с гаек.
И .-XI
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
