16 t3 14 75 //
12 0 Р
(О
(Л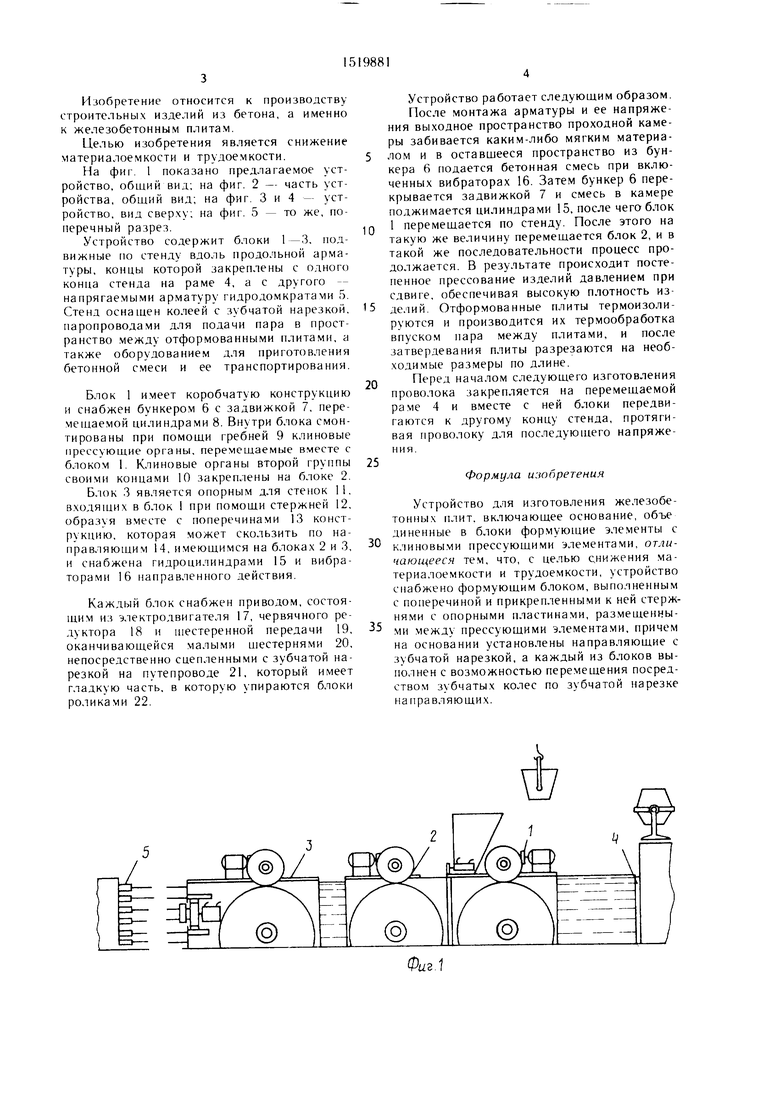
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий | 1984 |
|
SU1167020A2 |
| Способ формования изделий и устройство для его осуществления | 1978 |
|
SU863348A1 |
| Устройство для изготовления пустотелых плит | 1958 |
|
SU139798A1 |
| Устройство для изготовления пустотелых изделий из железобетона | 1961 |
|
SU148342A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1761919A2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ из БЕТОННОЙ СМЕСИ ПУСТОТЕЛЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1969 |
|
SU256575A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Приемное устройство вертикально- формуемых изделий клинопротяжным способом | 1978 |
|
SU770804A1 |
| Устройство для формования изделий | 1988 |
|
SU1622124A1 |
Изобретение относится к производству строительных изделий из бетона, например железобетонных плит. Целью изобретения является снижение материалоемкости и трудоемкости. Устройство выполнено в виде подвижных вдоль стенда и снабженных зубчатой нарезкой направляющих 14, трех блоков, снабженных механическими приводами, один из которых образует проходную камеру с бункером для бетонной смеси, и двух групп клиновых прессующих органов, одна из которых закреплена на первом блоке, а другая на втором. Третий блок является опорой опорных стенок, которые вместе с подпирающими их стержнями 12, связанными поперечинами 13, образуют конструкцию , скользящую по направляющим и снабженную подпорным цилиндром и вибраторами 16 направленного действия. 5 ил.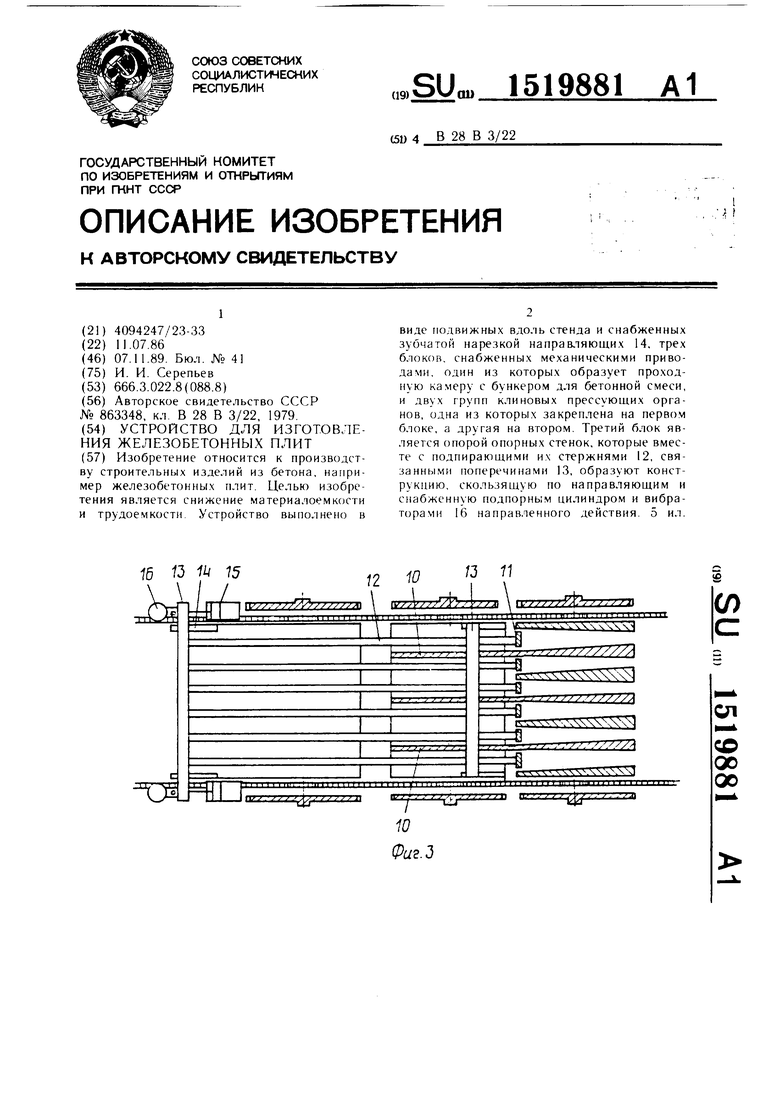
СП
;о
00 00
Изобретение относится к производству строительных изделий из бетона, а именно к железобетонным плитам.
Целью изобретения является снижение материалоемкости и трудоемкости.
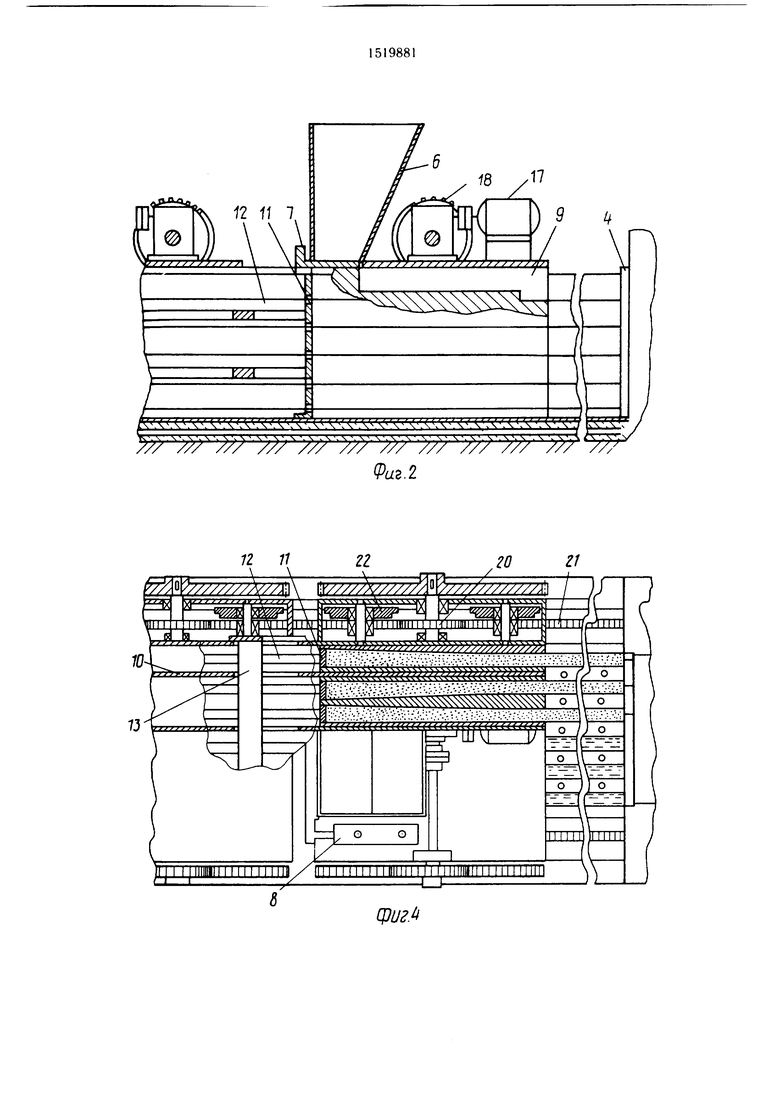
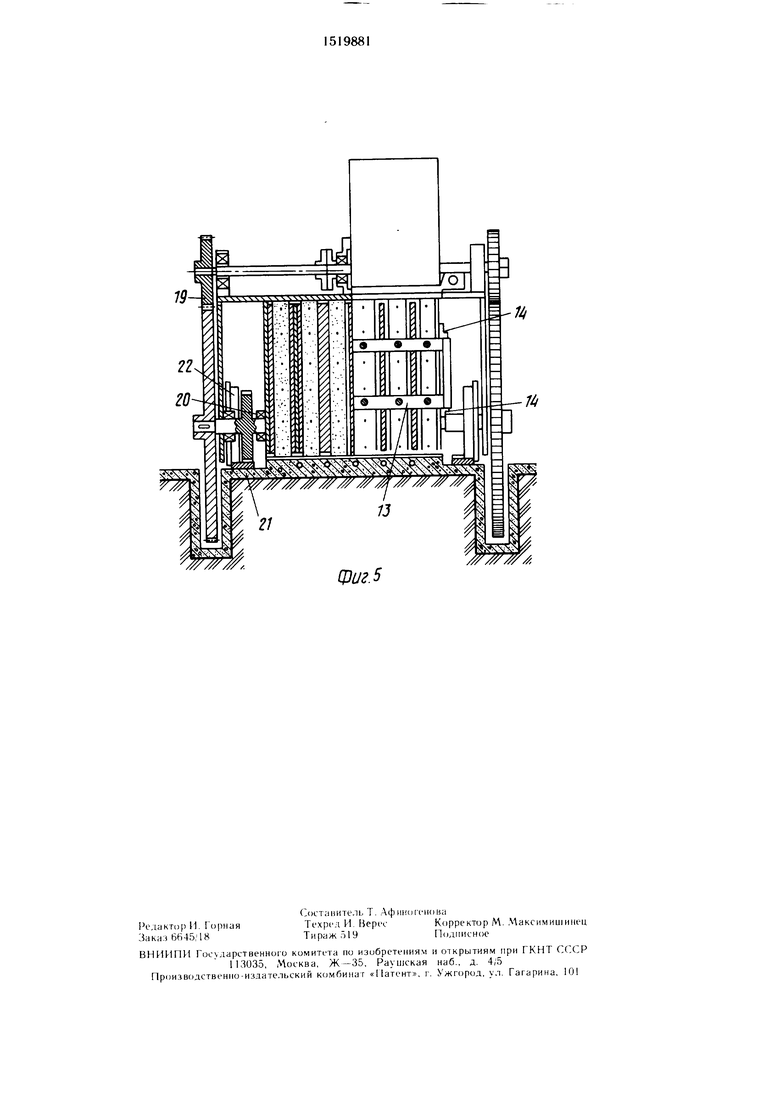
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - часть устройства, общий вид; на фиг. 3 и 4 - устройство, вид свер.ху; на фиг. 5 - то же, поперечный разрез.
Устройство содержит блоки 1-3, подвижные ю стенду вдоль продольной арматуры, концы которой закреплены с одного конца стенда на раме 4, а с другого - напрягаемыми арматуру гидродомкратами 5. Стенд оснащен колеей с зубчатой нарезкой, паропроводами для подачи пара в пространство .между отформованными плитами, а также оборудованием для приготовления бетонной смеси и ее транспортирования.
Блок 1 имеет коробчатую конструкцию и снабжен бункером 6 с задвижкой 7, перемещаемой цилиндрами 8. Внутри блока смонтированы при помощи гребней 9 клиновые прессующие органы, перемещаемые вместе с блоком 1. Клиновые органы второй группы своими концами 10 закреплены на блоке 2.
Блок 3 является опорным для стенок 11, входящих в блок I при помощи стержней 12, образуя вместе с поперечинами 13 конструкцию, которая может скользить по направляющим 14, имеющимся на блоках 2 и 3, и снабжена гидроцилиндрами 15 и вибраторами 16 направленного действия.
Каждый блок снабжен приводом, состоящим из электродвигателя 17, червячного редуктора 18 и шестеренной передачи 19, оканчивающейся малыми шестернями 20, непосредственно сцепленными с зубчатой нарезкой на путепроводе 21, который имеет гладкую часть, в которую упираются блоки роликами 22.
0
5
0
5
0
5
Устройство работает следующим образом.
После монтажа арматуры и ее напряжения выходное пространство проходной камеры забивается каким-либо мягким материалом и в оставшееся пространство из бункера 6 подается бетонная смесь при включенных вибраторах 16. Затем бункер 6 перекрывается задвижкой 7 и смесь в камере поджимается цилиндрами 15, после чего блок 1 перемещается по стенду. После этого на такую же величину перемещается блок 2, и в такой же последовательности процесс продолжается. В результате происходит постепенное прессование изделий давлением при сдвиге, обеспечивая высокую плотность изделий. Отформованные плиты термоизоли- руются и производится их термообработка впуском пара между плитами, и после затвердевания плиты разрезаются на необходимые размеры по длине.
Перед началом следующего изготовления проволока закрепляется на перемещаемой раме 4 и вместе с ней блоки передвигаются к другому концу стенда, протягивая проволоку для последующего напряжения.
Формула изобретения
Устройство для изготовления железобетонных плит, включающее основание, объе диненные в блоки формующие элементы с клиновыми прессующими элементами, отличающееся тем, что, с целью снижения материалоемкости и трудоемкости, устройство снабжено формующим блоком, выполненным с поперечиной и прикрепленными к ней стержнями с опорными пластинами, размещенными между прессующими элементами, причем на основании установлены направляющие с зубчатой нарезкой, а каждый из блоков выполнен с возможностью перемещения посредством зубчатых колес по зубчатой нарезке направляющих.
/// /// ///
/// /// /// /// /// /// /// //, fe.2
vvc Ys4 S vVs yjryyssVy ff f f,(f( 11 t(tг С С С
;
еж
,y-.-.v--.J---y- --- 7/i i Г 1 I
. J 1 хчххххххч,
tttf f((((( ::
еж
4 Jсриг.
22
20
Фиг. 5
i-//
| Способ формования изделий и устройство для его осуществления | 1978 |
|
SU863348A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
