Изобретение относится к обработке металлов давлением, в частности к получению проволоки круглого сечения из Цветных металлов и сплавов воло- чением.
Цель изобретения - расширение сортамента заготовок и повышение выхода годного.
Способ осуществляют следующим об- разом.
Исходную заготовку в виде ленты, например медной, с отношением шири- ,rtbi к толщине равной 4-20 заправляют kepe3 сдвоенную волоку, предварительно закругляя свободный передний ко- нец ленты в вальцах острильной маши- Иы, при этом площадь сечения калибрующего пояска первой из сдвоенных йолок больше площади поперечного се- 4ен1Ш исходной ленты в 1,5-2,5 раза. Волочение в первом проходе осуществляют с вытяжкой Ij20-1,30.
После этого полученный профиль волочат последовательно на станах мно- гократного волочения со скольжением через одну волоку с вытяжкой за проход в пределах 1,10-1,35.
В результате получается круглая проволока, электрофизические и меха- нические свойства которой позволяют использовать ее в сварочном проводе типа пев. При этом за счет использования в качестве заготовки отходов медной ленты стоимость проволоки сни л|сается и повьшается выход годного за Цчет предотвращения обрывов проволок
Кроме того, для снижения обрывности целесообразно после волочения про йолоки с общей вытяшкой 1,6-20 произ
Водить отжиг при температуре нагрева
5 0
5
д
5
С
от 0,2 до 0,65 температуры плавления материала проволоки.
При использовании изобретения для получения биметаллической проволоки в очаг деформации одновременно с лентой вводят сердечник с исходным .диаметром в 1,3-3,0 раза меньшим, чем калибрующий поясок второй из сдвоенных волок.
Уже после первого прохода в сдвоенной волоке.лента охватывает сердечник по всему периметру, хотя прочное сцепление между оболочкой и сердечником достигается при дальнейшем волочении.
При изготовлении биметаллической, проволоки согласно изобретению повышенной обрывности не наблюдается.
При диаметре алюминиевой проволоки меньшем, чем 1,3 диаметра калибрующего пояска второй из сдвоенных волок, наблюдается большая обрывность в сдвоенных волоках и в первых двух проходах. При диаметре алюминиевой проволоки больше, чём 3,0 диа- ыетра калибрующего пояска второй из сдвоенных волок, наблюдается разрыв алюминиевого сердечника по длине провода, что ведет к разнотолщинности провода и к повышенной обрывности при волочении.
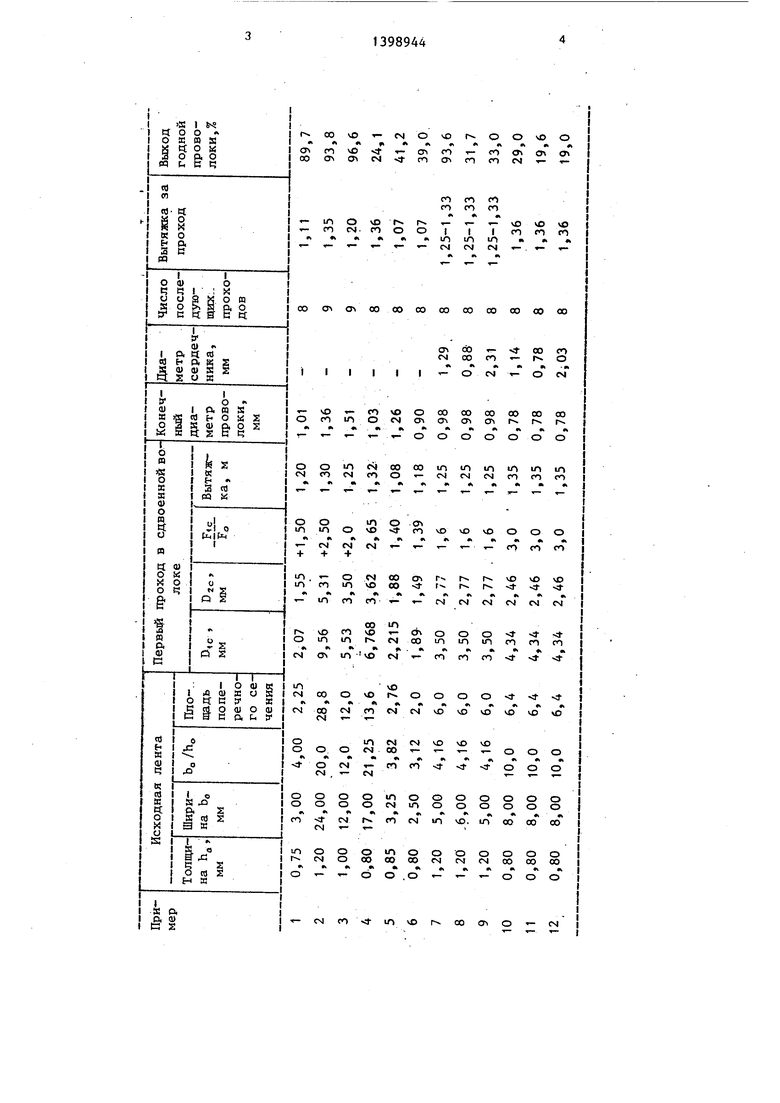
Результаты испытания предлагаемого способа при изготовлении медной проволоки и биметаллической проволоки из медной оболочки (примеры 1-6) и алюминиевого стержня (примеры 7-12), подтверждающие оптимальность предлагаемых параметров, приведены в таб- лице. ,
Таким образом, изобретение обеспечивает изготовление круглой проволоки из прямоугольной ленты и позволяет расширить тем самым сортамент используемых заготовок и использовать отходы медной ленты. Кроме того,изобретение позволяет повысить выход годного за счет предотвращения обрывов проволоки при волочении.
Кроме того, предлагаемый способ позволяет также получать биметалли- ческую проволоку толщиной до 0,4 0,2 мм.
Формула изобретения
1. Способ изготовления проволоки круглого сечения из цветных металлов и сплавов, включающий волочение прокатанной заготовки в сдвоенной волоке и цилиндрическим калибрующим пояском, отличающийся тем,
что, с целью расширения сортамента Заготовок и повышение выхода годного, в качестве заготовки используют ленту прямоугольного поперечного сечения шириной в 4-20 раз больше ее толщины, причем волочение в сдвоенной волоке осуществляют с общей вытяжкой 1,20-1,30 и площадью сечения канала
калибрующего пояска первой волоки, большей поперечного сечения исходной заготовки в 1,5-2,5 раза, а последующее волочение осуществляют с вытяжкой t,10-1,35 за проход через одну волоку.
2. Способ по п. 1, о сличающийся тем, что, с .елью получения биметаллической проволоки, одновременно в очаг дефс.. мации задают
сердечник круглого сечения с исходным диаметром в 1,3-3,0 раза меньше диаметра капибрзтощего пояска второй из сдвоенных волок.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алюмомедных токопроводящих жил | 1989 |
|
SU1654882A1 |
| Способ изготовления стальной проволоки с покрытием | 1991 |
|
SU1808434A1 |
| Электрический проводник | 1988 |
|
SU1576903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОЖИЛЬНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2014 |
|
RU2558753C1 |
| Способ изготовления микропроволоки в пучке | 1990 |
|
SU1733147A1 |
| Способ изготовления алюмомедных проводников | 1985 |
|
SU1275555A1 |
| Способ изготовления биметаллических шин преимущественно прямоугольного сечения из круглого алюмомедного прутка | 1986 |
|
SU1437123A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| Устройство для перемещения заготовки в рабочую зону вакуумного прокатного стана | 1989 |
|
SU1722748A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения -. расширение сортамента заготовок и повышение вькода годного. Исходную заготовку в виде ленты прямоугольного поперечного сечения с отношением ширины к толщине в пределах 4-20 задают в сдвоенную волоку, Площадь сечения калибрующего пояска первой из сдвоенных волок в 1,5-2,5 раза больше площади исходного сечения заготовки. Первьй проход осуществляют с вытяжкой 1,20-1,30. Последующее волочение до готового размера осуществи ляют через одну волоку с вытяжкой 1,10-1,35 за проход. При получении биметаллической проволоки одновременно в очаг деформации перед первым пГ Оходом задают сердечник круглого сечения с исходным диаметром в 1,3- 3,О раза меньше диаметра калибрующего пояска второй из сдвоенных волок. Изобретение обеспечивает изготовление проволоки с высоким выходом годного без обрывов и расщиряет сортамент используемых заготовок. 1 и.п. . ф-лы, 1 табл. ел с 00 со 00 со 4 4
| Хаяк Г.С | |||
| Волочение проволоки из цветных металлов и сплавов | |||
| М.: Металлургия, 1967, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| Юхвец И.А | |||
| Волочильное производство, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
