Изобретение относится к области обработки металлов давлением, в част ности к оснастке для холодной штамповки. Известен пуансонодержатель к штам пам для холодного выдавливания, содержащий подушку с гнездом под пуансон и кольцо, удерживающее пуансон и прикрепляемое к подушке несколькими болтами Cl 3. Недостатком пуансонодержателя является его большая металлоемкость. I Известен также пуансонодержатель к штампам для холодного выдавливания содержащий корпус, на котором смонтирована обойма, и пуансон с охватывающей его разрезной втулкой с конической наружной поверхностью . Недостатком такого пуансонодержател является его большая металлоемкость и недостаточная надежность в эксплуатации из-за увеличенной его высоты. Целью изобретения является повыше ние надежности и снижение металлоемкости. Поставленная цель достигается тем что в пуансонодержателе к штампам для холодного выдавливания, содержащем корпус, на котором смонтировано обойма, и пуансон с охватывающей его разрезной втулкой с конической наружной поверхностью, обойма в нижней части снабжена зубчатым венцом, входящим в зацепление с шестерней, смонтированной в корпусе. На торцовой части шестерни выполнено отверстие под ключ. На фиг. 1 показан пуансонодержатель в разрезе; на фиг. 2 - вид А на ,,фиг. 1, вид снизу; на фиг. 3 - план.ка для фиксации шестерни. Пуансонодержатель содержит корпус 1, прикр пленный винтами 2 к верхней плите 3 блока, подкладную плиту k и обойму 5 с наружной резьбой, входящей в резьбовое отверстие корпуса 1. В конусном отверстии обой мы 5 сидит разрезная втулка 6, охватывакэщая пуансон 7- Зубчатый венец на нижней части обоймы 5 контактирует с зубцами шестерни 8, снабженной квадратным отверстием под ключ и удерживаемой в. корпусе 1 пла кой 9, прикрепленной к корпусу 1 дву мя винтами 10. Вращением шестерни обойму перемещают по резьбе вверх или вниз по отношению к корпусу. Пр 1 6 ЭТОМ зажимается или освобождается разрезная втулка и закрепляется или освобождается пуансон. Эта конструкция отличается компактностью, поскольку обойма воздействует на разрезную втулку непосредственно и высота пуансЬнодержателя почти равна высоте разрезной втулки. Замену пуансона осуществляют в следующей последовательности. Заводят ключ (на чертеже не показан в отверстие шестерни 8 и поворачивают ее по часовой стрелке. При этом обойма 5 повернется в противоположном направлении и опустится по отношению к корпусу 1, а разрезная втулка 6 в силу упругости немного расширяется и освободит пуансон 7, который затем вынимают из пуансонодержателя. Для установки другого пуансона его вставляют в отверстие втулки 6 и поворачивают шестерню 8 против часовой стрелки. При этом обойма 5 повернется в противоположном направлении и приблизится к корпусу 1, зажимая разрезную втулку 6 и сидящий в ней пуансон. Для обеспечения надежного крепления пуансона и быстроты его смены рекомендуются следующие примерные параметры основных деталей пуансонодержателя: передаточное число между венцом обоймы и шестерней 3-3,2; шаг резьбы обоймы 3 мм, уклон стенок втулки и отверстия в обойме 8-10 . При таким параметрах для смены пуансона достаточно повернуть шестерню примерно на , что достигается одним движением ключа, вставленного в ее отверстие, и обеспечивает разжатие разрезной втулки и удаление пуансона. Движению ключа в обратном направлении препятствует другой пуансон, вставленный во втулку. Технико-экономический эффект изоб-ретения заключается в уменьшении затрат на его изготовление, поскольку его металлоемкость значительно (,примерно в два раза) меньше металлоемкости прототипа, предназначенного для пуансонов таких же размеров, а также в увеличении стойкости штампа за счет уменьшения его закрытой высоты. Кроме того., сокращается время на переналадку, так как она осуществляется посредством более простых и менее утомительных приемов.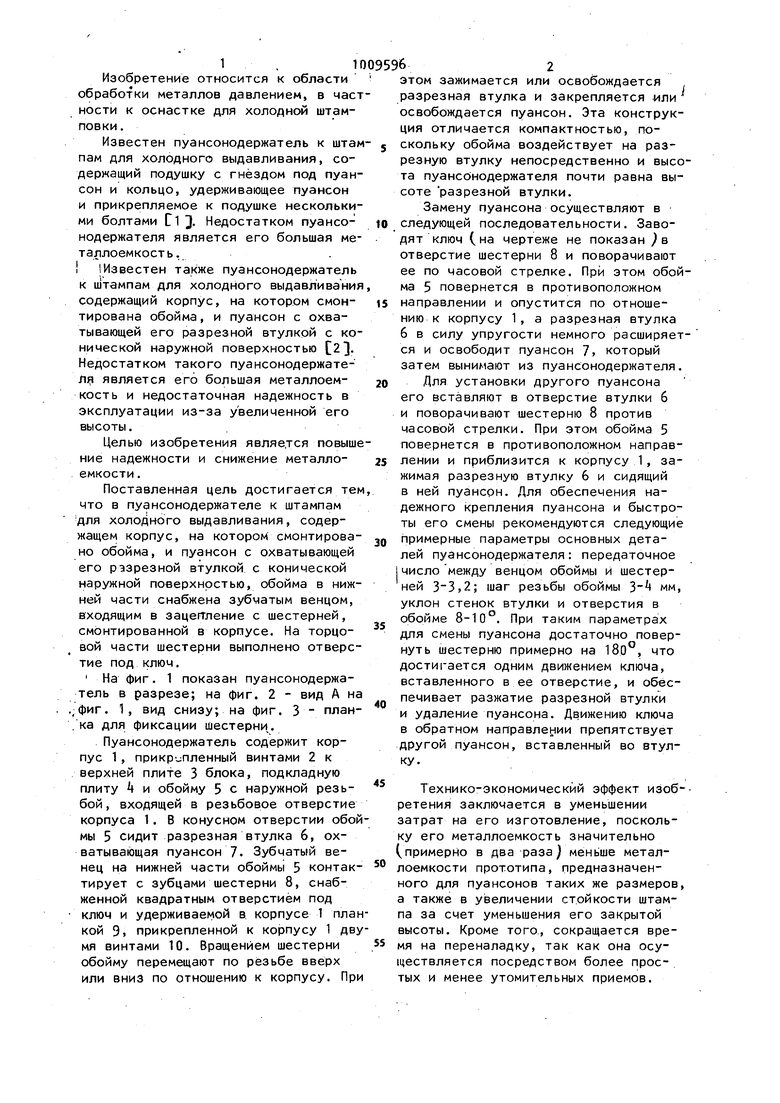
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Узел направления деформирующего пуансона штампа | 1989 |
|
SU1816529A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для объемной штамповки | 1985 |
|
SU1232355A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2034709C1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1729674A2 |
| Штамп для выдавливания рельефных полостей в заготовках | 1980 |
|
SU1000148A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
1. ПУАНСОНОДЕРЖАТЕЛЬ К ШТАМПАМ ДЛЯ ХОЛОДНОГО ВЫДАВЛИВАНИЯ, содержащий корпус, на котором смонтирована обойма, а также пуансон с охватывающей его разрезной втулкой с конической наружной поверхностью, о тличающийся тем, что, с целью повышениям надежности и снижения металлоемкости, обойма в нижней час- ти снабжена зубчатым венцом, входящим в зацепление с шестерней, смонтированной в корпусе. 2. Пуансонодержатель по п. 1, отличающийся тем, что на торцевой части шестерни выполнено отверстие под ключ. f S
Фиг. 2
