со
QD СО
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| Способ получения оксида хрома /III/ | 1989 |
|
SU1788087A1 |
| Способ электрохимического осаждения пленок пермаллоя NiFe с повышенной точностью воспроизведения состава | 2017 |
|
RU2682198C1 |
| Способ электрохимического локального осаждения пленок пермаллоя NiFe для интегральных микросистем | 2015 |
|
RU2623536C2 |
| СПОСОБ НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ И МЕДНЫЕ ДЕТАЛИ В ЭЛЕКТРОЛИТЕ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2489525C2 |
| УСОВЕРШЕНСТВОВАННАЯ КОНСТРУКЦИЯ БАТАРЕИ | 1996 |
|
RU2172541C2 |
| Способ электрохимического полирования внутренних поверхностей металлических трубок и устройство для его реализации | 2022 |
|
RU2785200C1 |
| Способ электрохимического осаждения пленок тройного сплава CoNiFe | 2022 |
|
RU2794924C1 |
| Способ электрохимического осаждения пленок пермаллоя NiFe для интегральных микросхем | 2018 |
|
RU2710749C1 |
| Способ электрохимической переработки медного штейна | 2021 |
|
RU2770160C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается электрохимической обработки жаропрочных сплавов на никелевой основе. Цель изобретения - повышение точности при обработке никелевых сплавов. Обработку выполняют в среде электролита, содержащего соли никеля, применяют электроды из чугуна и во время обработки периодически накладывают магнитное поле, силовые линии которого перпендикулярны поверхности электрода-инструмента. Ионы никеля осаждаются на электроде-инструменте и удаляются с него магнитным воздействием. 3 ил.
00 со
Изобретение относитсн к электрофизическим и электрохимическим методам обработки, в частности к электрохимической обработке никелевых сплавов.
Цель изобретения - повьпиение точное- ти обработки путем уменыиения количества шлама в электролите и интенсификации очистки электрода-иметрумента.
На чертеже показана конструкция устройства для реализации ч погоПа.
На 4 1 -гжа iaiHi чс i ;и)йстнс), общий ви ;: . 2 |,i:jir . Л на фиг. 3; на unii Л : ; Г ui (f)Hi . 2.
.Vc aiioHKa cocT i i м ri aiiHHi i I, не Н ;;- Heii папки 2. K:P, i)i. источ пика Г) тем; i .i и д;1Я э;1ектро.1И г;;, i ;м - те.1ем 8, источш ,.; индикатора К) вп IMJ i i
,адией бабки 1. 11. тока, ванны (
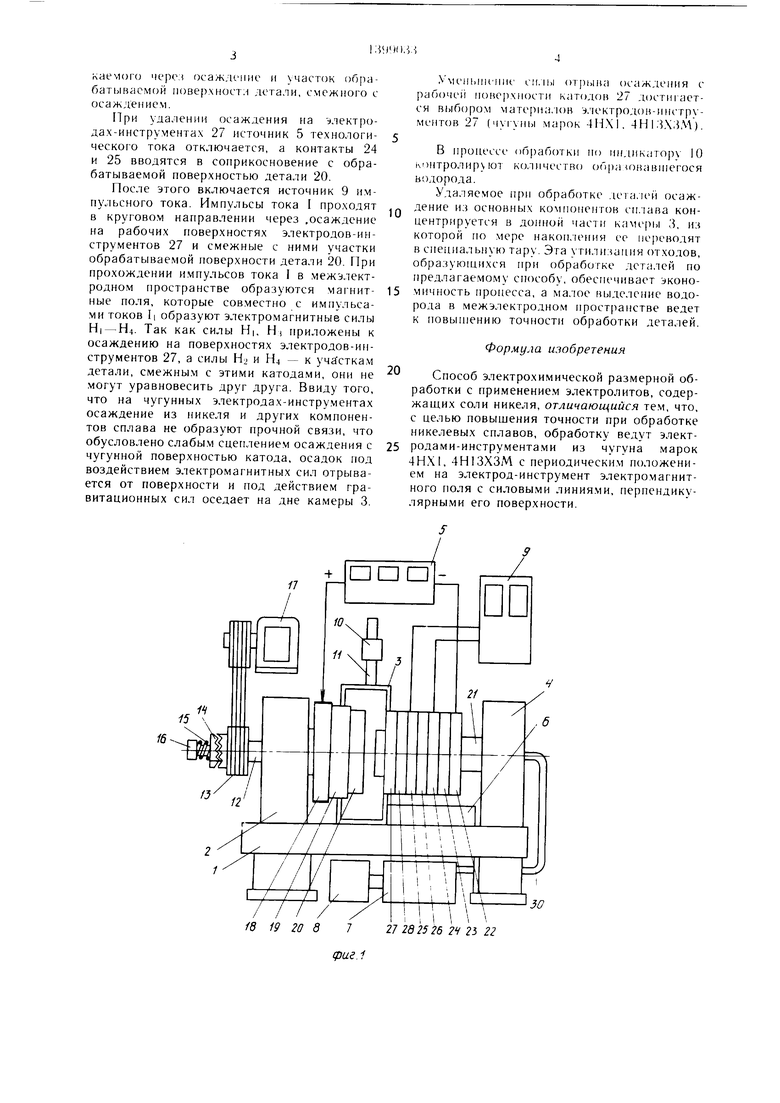
с электродви а- ипхльсиого тока, |;единенного т|)убоироводом 1 1 с Ka u jujM 3. В нередней бабке 2 на опорных подшипниках смонтирован шниндель 12, на переднем конце ко- торого установлены П1кив к шноремеиной нередачи 13.
Полумуфта 14, установленная на шпинделе 12 с возможностью осевого переме
шсния, прижимается под действием пружины 15 к полумуфте шкива 13. Усилие пружины регулируется гайкой.16. Шпиндель 12 приводится во вращение от электродвигателя 17 через клиноременную передачу. На втором конце шпинделя 12 установлены то- конодвод 18, приспособление 19 для базирования обрабатываемой детали 20. На пиноли 2 задней бабки 4 смонтировано катодное устройство, содержашее корпус 22, изоляционную втулку 23, токопроводящие диски 24 и 25, изолированные кольцом 26, сег- ментные электроды 27 с кольцо.м 28. На торцовых поверхностях контактов дисков 24 и 25 нанесено покрытие 29 из износостойких материалов. Корпус 22 соединен трубопроводом 30 с насосом 7. В сегментах 31 выполнены подводящие щели П|, П и отводные щели Oi, О. Щели П|, П носред- ство.м каналов, выпо. шенных в кольцах 26, 28 дисках 24, 25. втулке 23, корпусе 22, соединены с центральным отверстием Л , которое носредство.м трубопровода ЗЬприсое- динено к насосу 7.
Корпус 22 и токоподвод 18 связаи1)1 ис- точнико.м 5 технологического тока, а диски 24 и 25 - с источником 9 импульсного тока
Способ осупкч твляют следующим образом.
При обработке жаропрочных сплавов на никелевой основе (.марок ХН771ЮР, ЖС- 6, ХН70МВ1) в качестве электролита применяют водный раствор 20% NiSO4 -|-5%(.Н4) -|-5NaNO.j. Никель является основным компонентом обрабатываемых сплавов на нике- левой основе. При электрохимической обработке никель переходит в раствор и осаждается на поверхности электродов инстру
0
5
g s 0 с
0
5
ментов 2/. Добавки хлорисюгп аммония применяют для улучшения качес ша обра- батывае.мой поверхности , 1и и д.1я растворения компонентов сплава, содержащихся в небольп1их ко.чичествах. таких как хром, алюминий, ванадий, вольфрам, кото рые плохо осаждаются на поЕ ерхности э. юкт- рода-инструмента. Азсп нокис. 1ый натрий применен для поглощения в()дс))ода, ляющегося на катоде во нрсмя обрапотк.. При этом водород реагирчч т с ипиами NO,, с образованием ионов аммония (.(),). В качестве материала э.чектрпдои инструментов выбирают чугун марок 4П.1, 4Н13ХЗМ. Такой выбор материалов элект- )одов-инструментов обусловлен двумя фак- горами:
1)слабым сцеплением осаждения из компонентов обрабатываемого сплава с чугуном марок 4НХ1, 4Н13ХЗМ;
2)стойкостью чугунов марок 4НХ1, 4Н13ХЗМ против коррозии в примеряемых электролитах.
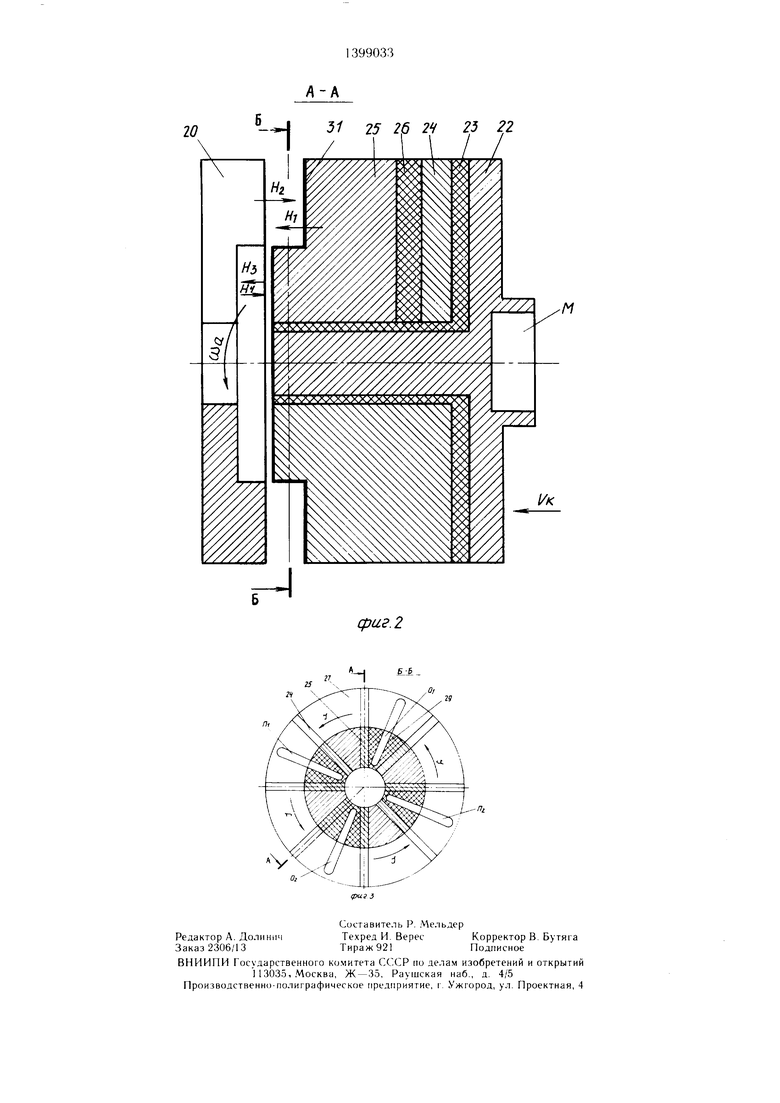
Электроды-инструменты 27 устанавливают по отношению к обрабатываемой поверхности детали 20 с заданным .межэлектродным зазором. Деталь 20 приводят во вращение с выбранной угловой скоростью w, г катодное устройство отводят от обрабатываемой новерхности детали.
Электролит от насоса 7 через трубопровод 31, подводящие щели HI и П вводится в зону обработки, а отводится из нее через отводные щели Oi и О2. Обрабатываемую деталь 20 и электроды-инструменты 27 подключают к источнику 5 технологического тока.
В процессе обработки все компоненты обрабатываемого сплава переходят в раствор электролита сплава. Ионы основных компонентов сплава, пере недп1ие в раствор электролита, осаждаются на рабочих поверхностях электродов-инструментов 27, а остальные компоненты, содержащиеся в сплаве в небольшом количестве, переходят в раствор в виде гидроокисей. Кро.ме осаждения основных компонентов сплава на рабочих поверх- )1остях электродов 27 выделяется водород.
Ввиду того, что количество водорода, выделившегося на катоде, незначительно, так как основной реакцией на катоде является осаждение основных компонентов сплава, выделившийся водород успевает прореагировать с ионами (NO,)) с образованием ионов аммония (NH.j).
Из-за нераво.мерного осаждения основных компонентов сплава на рабочих поверхностях электродов-инструментов 27 их геометрическая форма изменяется, что ведет к снижению точности обработки дета.1ей.
При устранении этого негативного явления удаляют осаждение на электродах-инструментах. .Это осуществляют электромаг- нитны.м воздействием импульсов тока, пропусie 19 20 8 127 262526 24 2Ъ 22
фиг.1
30
W
J/ 25 26 24 25 22
vt.t/
Oi - ,
фаг.2
,
.
| Электролит для эрозионно-химического клеймения | 1975 |
|
SU544530A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
