оо ;о со
о оо 00
Изобретение относится к сварочному нро- изн()дст1зу и может быть использовано при сварке изле, 1ий цилиндрической ((юрмы.
Целью изобретения является новьинение качества сварки за счет стабилизации про- странсгвенного положения сварочной ванны.
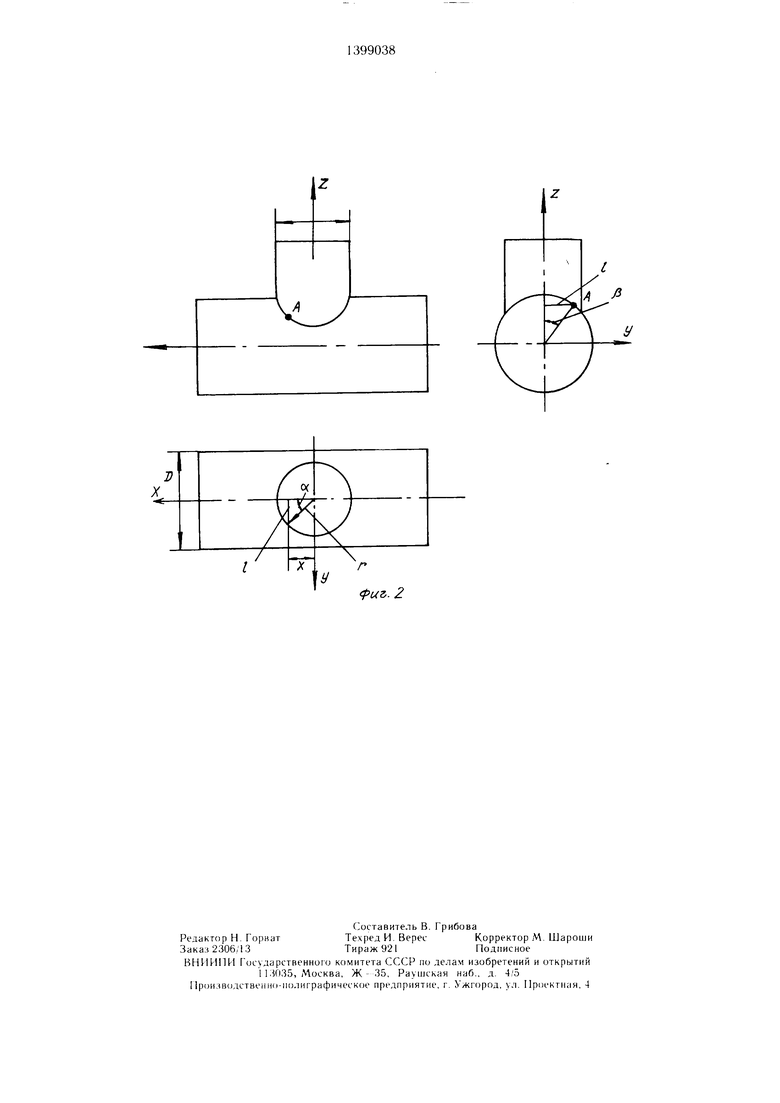
Па фис. I изображена схема устройства; на фиг. 2 - свариваемые изделия; обниш вид.
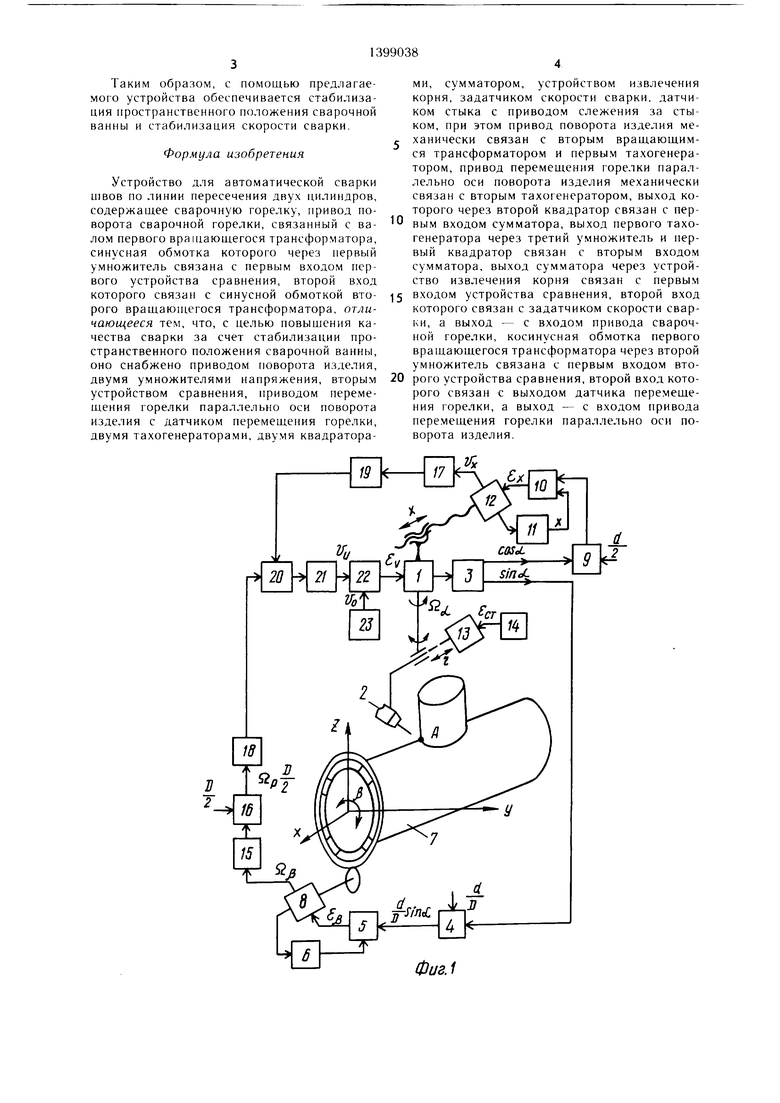
Устройство для автоматической сварки но линии нересечения двух цилиндров содер- /кит нривод 1 новорота горелки 2 относительно вертикальной оси, проходящей через точку сварки. Первый вращающийся трансформатор 3 связан с выходным валом привода 1 поворота горелки. Синусная выход- мая обмотка вращающегося трансформатора 3 через первый у.множитель 4 связана с первым входом первого устройства 5 сравнения, второй вход которого связан с синусной обмоткой второго вращающегося трансформатора 6, измеряющего yi-ол новорота изделия 7, поворачиваемого приводом 8 по- ио|)ота изделия, с выходным валом которого связан вращающийся трансформатор 6.
Косинусная выходная об.мотка первого вра1пак)П1егося трансформатора 3 через вто- рой yмн(Jжитeль 9 связана с первым входом второго устройства 10 сравнения, второй вход которого связан с выходом датчика 11 привода 12 перемещения горелки 2 вдоль оси X больпюго цилиндра. Вход привода 13 слежения за стыком связан с выходом дат- чика 14 стыка. Первый тахогенератор 15 соединен с валом привода 8 поворота из.ае- , 1ия. Выход первого тахогенератора 15 соединен с входом третьего умножителя де- лнтеля 16. Второй тахогенератор 17 соединен с приводом 12 перемещения горелки. Выходы третьего умножителя 16 через нервый квадратор 18, а выход второго тахогенератора 17 через второй квадратор 19 соединены с входами сумматора 20. в1,1ход которого соединен с входом устройства 21 извлечения корня. Первый вход третьего устройства 22 сравне- НИН соединен с выходом задатчика 23 скорости сварки, второй вход соединен с выходом устройства 21 извлечения корня, а вы- х(.)д с входом привода 1 поворота горелки.
Уст)ойство для авто.матической сварки П1ВОВ по линии сечения двух цилиндров работает следующим образом.
П)ивод 1 поворота горелки 2 в процессе сварки поворачивает горелку относительно оси, проходящей через точку сварки А и нараллельпую оси Z, на угол а.
С синусной выходной обмотки первого вращаюп1егося трансформатора 3 через первый умпожитель 4 на первый вход перво|-о устройства сравнения 5 поступает сигна;
нропорпиональны11 since, где d диамет)
малого цилиндра; D - диаметр 6o. пи.шпдра. На второй вход устройства 5
на
сравнения поступает сигнал, пропорциональный sirip с синусной выходной обмотки второго вращающегося трансформатора 6, измеряющего угол р новорота изделия 7. Сигл .sina - sitip с выхода устройства
сра,1ения 5 поступает на вход нривода 8 поворота изделия. Таким образом, при повороте горелки 2 на угол ее изделие поворачивается на угол fi, чем досгигается стабилизация нространственного положения сварочной ванны при сварке любой точки Н1ва, обеспечивается сварка в нижнем положении и расположение оси горелки в одной плоскости с радиусом .малого цилиндра, проведенным из центра в точку сварки.
Одновременно с утим с косинусной обмотки вращающегося трансформатора 3 через второй умножитель 9 сигнал, пронорd
циональщ.1и , ноступает па первый
вход Hioporo устройства 10 сравнения, на второй вход которого nocTytiacT сигнал с датчика 11 перемещения, нронорциональный нере.мещению X горе.ткн 2. Сигнал f
cosa .X с выхода устройства 10 поступает на вход привода 12 пере.мепхения горелки вдоль оси X больпюго цилиндра. Этим приводом сов.местно с нриводо.м 8 осуществляется перемещение точки сварки вдоль линии соединения. Возможные отклонения горелки от стыка устраняются приводом 13 слежения за стыком, который управляется сигпалом f, поступающим с датчика 14 стыка. Этот привод перемещает горелку вдоль радиуса г, соедипяющего ось малого цилиндра с точкой сварки.
Стабилизация скорости сварки осущесг- вляется за счет регулирования скорости привода 1 поворота горелки. Для этого измеряется скорость поворота изделия 12 с по- мон1ью первого тахогенератора 15, с помощью третьего умножителя 16 определяется линейная составляющая скорости сварки
в пово)О1НГ)м движении
,
мопи)Ю второго тахогенерато|)а 17 измеряется вторая составляющая скорости сварки чскорость нривода 12 перемещения
горелки, с помощью первого 18 и второго 19 квадраторов, суммируюп1его уст|1ой- ства 20 и устройства 21 извлечения корня вычисляется скорость сварки , в третьем устройстве сравнения 22 сравнивается с заданной скоростью сварки Vn и по- .тученный сигна; :
,,-V4
с выхода третьего устройства 22 сравнения иоступает на выход нривода 1 поворота горелки, который изменяет свою скорость }« до тех пор, пока он1ибка не достигнет допустимой величины.
Таким образом, с помощью предлагаемого устройства обеспечивается стабилизация пространственного положения сварочной ванны и стабилизация скорости сварки.
Формула изобретения
Устройство для автоматической сварки швов по линии пересечения двух цилиндров, содержащее сварочную горелку, привод поворота сварочной горелки, связанный с валом первого вращающегося трансформатора, синусная обмотка которого через первый умножитель связана с первым входом первого устройства сравнения, второй вход которого связан с синусной обмоткой второго вращаюп1,егося трансформатора, отличающееся тем, что, с целью повышения качества сварки за счет стабилизации пространственного положения сварочной ванны, оно снабжено приводом поворота изделия, двумя умножителями напряжения, вторым устройством сравнения, приводом перемещения горелки параллельно оси поворота изделия с датчиком перемещепия горелки, двумя тахогенераторами, двумя квадратора0
ми, сумматором, устройством извлечения корня, задатчиком скорости сварки, датчиком стыка с приводом слежения за стыком, при этом привод поворота изделия механически связан с вторым вращающимся трансформатором и первым тахогенера- тором, привод перемещения горелки параллельно оси поворота изделия механически связан с вторым тахогенератором, выход которого через второй квадратор связан с первым входом сумматора, выход первого тахо- генератора через третий умножитель и первый квадратор связан с вторым входом сумматора, выход сумматора через устройство извлечения корня связан с первым
5 входом устройства сравнения, второй вход которого связан с задатчиком скорости сварки, а выход - с входом привода сварочной горелки, косинусная обмотка первого вращающегося трансформатора через второй умножитель связана с первым входом вто0 рого устройства сравнения, второй вход которого связан с выходом датчика перемещения горелки, а выход - с входом привода перемещения горелки параллельно оси поворота изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1988 |
|
SU1590262A1 |
| Устройство для автоматической сварки изделий с переменным радиусом кривизны | 1979 |
|
SU774848A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| Устройство для автоматической сварки криволинейных стыков | 1973 |
|
SU538844A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| ВСЕСОЮЗНАЯ IПАШТ1ШЧЕХ(^^^'=НП:{АШ БИБЛИОТа.Ч.^^ I | 1972 |
|
SU349515A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОВЕРХНОСТЕЙ С УЧАСТКАМИ РАЗНОЙ КРИВИЗНЫ | 1969 |
|
SU233140A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
Изобретение относится к автоматизации сварочного производства и может использоваться при автоматической сварке швов по линии пересечения двух цилиндров. Цель - повышение качества сварки за счет стабилизации пространственного положения сварочной ванны. Устройство содержит сварочную горелку, привод ее поворота, вращающийся трансформатор, устройства сравнения. В него введены привод поворота изделия, два умножителя напряжения, устройство сравнения с датчиком перемешения, тахогенераторы, квадратор, задатчик скорости сварки, датчик стыка с приводом слежения. Система датчиков, содержашая два врашающихся трансформатора с системой обработки сигналов, обеспечивает взаимосвязанное управление приводами, обеспечивая стабилизацию пространственного положения сварочной ванны, а также стабилизацию скорости сварки. 2 ил. с S
s
2
fsin
Фи8.1
puz. 2
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ШВОВ ПО ЛИНИИ ПЕРЕСЕЧЕНИЯ ДВУХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU315534A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
