Известно устройство для автоматической дуговой сварки криволинейных поворотных изделий. Оно содержит систему автоматического регулирования параметров сварки, состоящую из нескольких взаимосвязанных контуров: длины дуги за счет вертикального перемещения головки, жестко связанной с рейкой, скорости сварки, скорости подачи присадочной проволоки и угла наклона электрода.
Предлагаемое устройство отличается от известного тем, что в систему автоматического регулирования введены дополнительные звенья, корректирующие скорость сварки и скорость подачи присадочной проволоки в зависимости от угла наклона свариваемой поверхности относительно горизонтальной плоскости. Для решения функциональных зависимостей введен синусно-косинусный трансформатор, ротор которого жестко связан со сварочной головкой и поворачивается при изменения угла наклона последней.
Это устройство повышает качество сварки криволинейных швов в пространственном положении до уровня качества сварки прямолинейных швов в нижнем положении.
Для обеспечения надежности и повышения точности установки угла наклона .электрода в контур автоматического регулирования угла наклона электрода введен блок автоматического регулирования усиления, а в качестве
датчика задающего ,напряжения служит тахогенератор, напряжение которого пропорционально скорости вертикального перемещения горелки. Тахогенератор включен последовательно с синусной юбмоткой синусно-косинусного трансформатора.
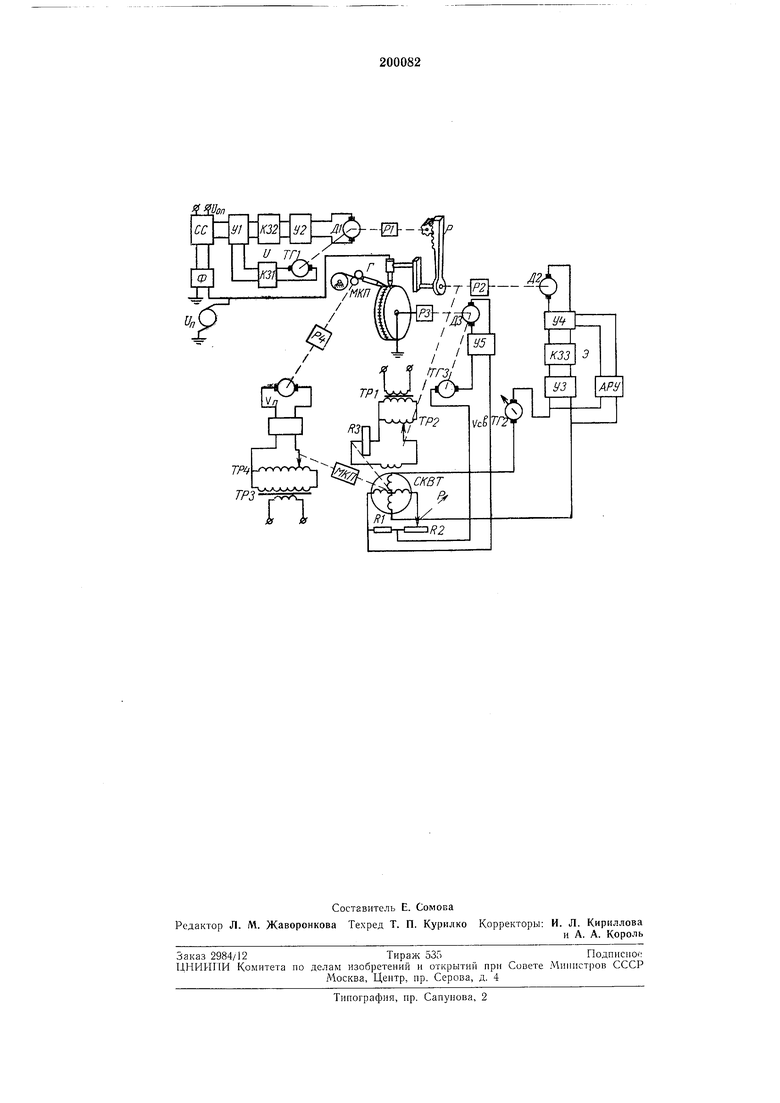
На чертеже схематически изображена система автоматического регулирования описываемого устройства.
Система автоматического регулирования состоит из четырех взаимосвязанных контуров: автоматического регулирования напряжения U на дуге, угла наклона электрода Э, скорости сварки УСВ и скорости подачи У„ присадочной проволоки.
Работает устройство следующим образом. Перед сваркой устанавливается величина сварочного тока на источнике питания U, скорость сварки и скорость подачи присадочной проволоки автотрансформаторами ТР2 и ТР4, а также задается необходимая длина дуги эталонным напряжением Uon Затем зажигается дуга, длина которой автоматически устанавливается согласно заданному эталонному напряжению; включается питание на тахогенератор ТГ2 вертикального перемещения и через трансформатор ТР1 на вращающийся трансформатор СК.ВТ, которые подают сигналы управления на систему регулирования угла наклона электрода и скорости сварки. Одновременно
подается напряжение на систему подачи присадочной проволоки. Изделие вращается, в результате чего изменяются регулируемые параметры: длина дуги, скорость сварки, угол между электродом и изделием.
Изменение длины дуги отрабатывается системой автоматического регулирования напряжения дуги, состоящей из источника опорного напряжения (не показан), схемы сравнения СС, усилителей У1 и У2, фильтра Ф, корректирующих звеньев К.31 и К.32, тахогенератора ТП и двигателя Д1 вертикального перемещения головки. Двигатель через редуктор Р1 осуществляет вертикальное возвратно-поступательное перемещение головки, скорость которой пропорциональна синусу угла наклона профиля изделия и измеряется при помощи тахогенератора ТГ2.
Для повышения качества работы системы автоматического регулирования напряжения дуги применена гибкая обрат|ная связь по скорости и ускорению перемещения горелки по вертикали, осуществляемая с помощью тахогенератора ТГ1 и корректирующего звена /(ЗУ, а также дифференцирующее звено в прямой цепи, благодаря чему устраняется колебательность системы при минимальной ошибке.
Напряжение с тахогенератора ТГ2 сравнивается с напряжением, поступающим с синусной обмотки трансформатора СКВ7 корректируется звеном , усиливается усилителями УЗ и У4, которые питают двигатель Д2. Последний через редуктор Р2 поворачивает головку Г и ротор трансформатора СКВТ таким образом, чтобы разность поступающих сигналов на вход усилителя УЗ стремилась к нулю. В результате происходит отработка заданного угла наклона электрода к изделию. При этом горелка поворачивается относительно конца неплавящегося электрода с помощью специального механизма поворота.
Введением блока автоматического регулирования усиления АРУ достигается выравнивание крутизны входного сигнала на систему регулирования угла поворота горелки в зависимости от угла наклона профиля изделия.
Регулирование скорости вращения изделия осуществляется по формуле
УСВ COS °
где УСВ- скорость сварки;
cosa - косинус угла наклона профиля изделия относительно горизонта; со - угловая скорость вращения изделия;
Р - переменный радиус вращения изделия.
Нанряжение, пропорциональное УСВ cosa, снимается с косинусной обмотки трансформатора СКВТ, а деление на радиус вращения
осуществляется с помощью простейшего устройства, состоящего из постоянного сопротивления R1 и потенциометра К2, движок которого жестко связан с рейкой Р вертикального
перемещения горелки.
Напряжение с делительного устройства RJ, R2 сравнивается с напряжением, пропорциональным скорости вращения изделия, снимаемым с тахогенератора ТГЗ, разница усиливается усилителем У5 и отрабатывается двигатель ДЗ, который через редуктор РЗ вращает изделие.
Коррекция скорости сварки в зависимости от угла наклона профиля изделия осуществляется с помощью линейного потенциометра R3, движок которого жестко связан с поворотом горелки, а сам потенциометр включен последовательно в цепь питания трансформатора СКВТ. Одновременно осуществляется коррекЦия скорости подачи присадочной проволоки путем дополнительного перемещения движка питающего автотрансформатора ТР4 с помощью механизма коррекции скорости подачи МКП присадочной проволоки.
Предмет изобретения
1.Устройство для автоматической дуговой сварки криволинейных поворотных изделий,
содержащее систему автоматического регулирования параметров сварки, состоящую из нескольких взаимосвязанных контуров автоматического регулирования; длины дуги за счет
вертикального перемещения головки, жестко связанной с рейкой, скорости сварки, скорости подачи присадочной проволоки и угла наклона электрода, отличающееся тем, что, с целью повышения качества сварки криволинейных
швов в пространственном положении, в систему автоматического регулирования введены дополнительные звенья, корректирующие скорость сварки и скорость подачи присадочной проволоки в зависимости от угла наклона свариваемой новерхности относительно горизонтальной плоскости, причем для решения функциональных зависимостей введен синусно-косинусный трансформатор, ротор которого жестко связан со сварочной головкой и поворачивается при изменении угла наклона последней.
2.Устройство но пЛ, отличающееся тем, что для обеспечения надежности и повышения точпости установки угла наклона электрода, в
контур автоматического регулирования угла наклона электрода введен блок автоматического регулирования усиления, а в качестве датчика задающего напряжения установлен тахогенератор, напряжение которого пропорционально скорости вертикального перемещения горелки, включенный последовательно с синусной обмоткой синусно-косинусного трансформатора.
Щ
to/7
/
IJ-fU
A-J/IZi J
/7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных стыков | 1973 |
|
SU538844A1 |
| Устройство для автоматической сварки изделий с переменным радиусом кривизны | 1979 |
|
SU774848A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОВЕРХНОСТЕЙ С УЧАСТКАМИ РАЗНОЙ КРИВИЗНЫ | 1969 |
|
SU233140A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ЗАМКНУТЫХ | 1973 |
|
SU375145A1 |
| ВСЕСОЮЗНАЯ IПАШТ1ШЧЕХ(^^^'=НП:{АШ БИБЛИОТа.Ч.^^ I | 1972 |
|
SU349515A1 |
| СПОСОБ РЕГУЛ|ИРОВАНИЯ ДЛИНЫ ДУГОВОГО ПРОМЕЖУТКА | 1973 |
|
SU382488A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ РАДИУСО.М КРИВИЗНЫ | 1970 |
|
SU277151A1 |
| Устройство для дуговой сварки неплавящимся электродом | 1977 |
|
SU721269A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для автоматического управления процессом сварки плавлением (его варианты) | 1981 |
|
SU1011348A1 |