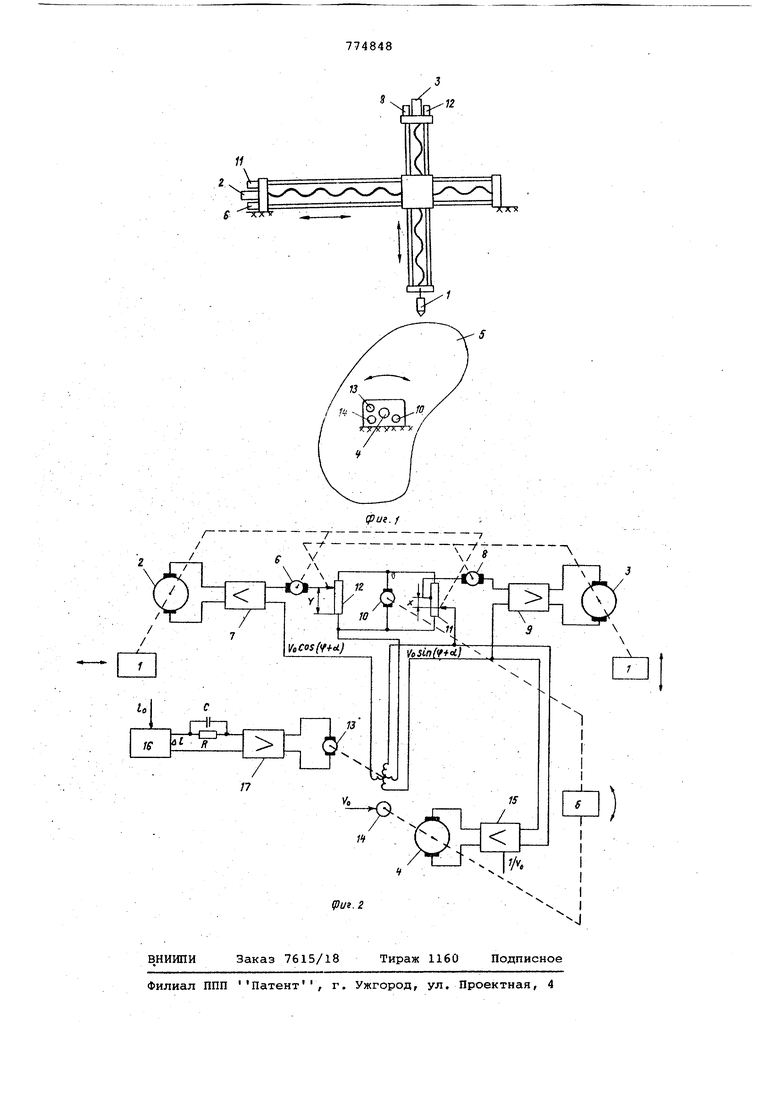
ворота свариваемого изделия, выполне ный в виде синусно-косинусно вращающ гося трансформатора, двигатель допол нительного поворота статора этого датчика и корректирующая цепочка, подключенная .к входу усилителя схем управления длиной дуги, выход этого усилителя соединен с двигателем дополнительного поворота, а выходы датчика угла разворота изделия связаны с входами усилителей схем горизонтального и вертикального перемещений горелки и схем вращения изделий. На фиг. 1 изображена конструкция предлагаемого устройства; на фиг.2 его функциональная схема. Предлагаемое устройство (фиг.1) содержит сварочную горелку 1 с двигателями 2 и 3 ее горизонтального и вертикального - перемещений, двигатель 4 разворота свариваемого изделия 5, тахогенератор 6, фиксирующий скорост горизонтального перемещения сварочной горелки, кинематически связанный с осью двигателя 2, а электрически - с входом усилителя 7, тахогенератор фиксирующий скорость вертикального перемещения горелки, кинематически связанный с осью двигателя 3, а электрически - с входом усилителя 9 тахогенератор 10, фиксирующий скорость разворота изделия, кинематически связанный с осью двигателя 4, а электрически - с потенциометрами 11 и 12, потенциометр 11, фиксирующ величину горизонтального перемещени сварочной горелки, кинематически связанный с осью двигателя 2, а электрически - с тахогенераторами 8 и 10, потенциометр 12, фиксирующий величину вертикального перемещения горелки, кинематически связанный с осью двигателя 3,/а электрически тахогенераторами 6 и 10, двигатель 13 разворота статора поворотного трансформатора 14, вращающийся тран Форматор 14, ротор которого-кинемат чески связан с осью двигателя 4, а статор - с осью двигателя 13. Элект рически обмотки статора трансформато ра 14 связаны с входами усилителей 7 и 9 и 15, датчиком 16 отклонения длины дуги, сигнал с которого пропо ционален отклонению напряжения на дуге, усилителем 17 с. корректирующе ЧС-цепочкой на входе, выход которог связан с якорной цепью двгиателя 13 а вход - с датчиком 16. Выход усилителя 7 связан с якорной цепью дви гателя 2, а вход - с тахогенераторо 6 и косинусной обмоткой статора. Выход усилителя 9 связан с якорной цепью двигателя 3,а вход - с тахогенератором 8 и синусной обмоткой статора. Выход усилителя 15 связан с якорной цепью двигателя 4, а вход с синусной обмоткой статора. Принцип работы.устройства состоит в следующем. При 1тслеживании криволинейной поверхности изделия постоянно формируется вектор скорости V перемещения сварочной горелки 1 относительно контура изделия 5 (фиг.2), равный по модулю значению требуемой скорости сварки YO и направленный под углом 45 + oi , где ,-K &edc,j. , -отклонение длины дуги от требуемого значения &о ; -угол поворота вектора Y относительно горизонтали ; К; и К - коэффициенты пропорциональности ; -время обработки рассогласования ; угол поворота изделия. Разворот вектора V на угол S производится для того, чтобы в процессе сварки отрабатывалось отклонение ь2 . При появлении отклонения дг вектор V начинает разворачиваться по часовой стрелке, сводя это отклонение к нулю. Разворот вектора V на угол &i производится с целью исключения влияния разворота изделия на качество стабилизации длины дуги 5 . Производится разворот изделия со скоростью, пропорциональной величине угла о +9 , т.е. изделие всегда стремится развернуться так, выг рлнялось соотношениеV г cJ- О, т.е. чтобы вектор Y был направлен горизонтально, или что то же, наклон контура в точке сварки был равен нулю. Устройство работает следующим образом. С помощью двигателя 2 отслея-.ивается горизонтальная составляющая вектора скорости V, ,которая равна:1 j (). При этом на вход усилителя 13 поступает сигнал t c oCOSiy o), гдеEX - сигнал рассогласования по горизонтали; - сигнал, снимаемый с тахогенератора 6 ; - сигнал, формируемый о помощью потенциометра 12, связанного с осью двигателя 3 и тахогенератора 10; а сигнал VoC-oS( о ) снимается с косинусной обмотки статора поворотного трансформатора 14. С помощью Двигателя 3 отслеживается вертикальная составляющая вектора скорости Vi , которая равна V а - Xit. si п (Ф QL). При этом на вход усилителя 7 поступает сигнал y-VQSin(9-i-ot)-y xoi, где v сигнал рассогласования по
вертикали; С| - сигнал, снимаемый с тахогенератора 8; Уc. - сигнал, формируемый с помощью потенциометра 11, связанного с осью двигателя 13 и тахогенератора 10; а сигнал Vo&inj Ot-o;) снимается с синусной обмг.тки статора поворотного трансформатора 14.
Разворот ротора поворотного трансформатора относительно статора на угол Ч +с осуществляется двигателями 4 и 13, причем двигатель 4 разворачивает ротор трансформатора 14 на уголс, а двигатель 13 разворачивает статор трансформатора 14 на угол Ф . Сигнал с датчика 16 отклонения длины дуги Д, который пропорционален изменению напряжения на дуге, поступает на вход усилителя 17, управляющего разворотом двигателя 13
Благодаря включению на входе усилителя RC -цепочки угол 45 разворота статора трансформтаора 14 пропорционален как отклонению ,2. так и интегралу от этого отклонения.
Необходимая скорость сварки задается изменением амплитуды напряжения УО, которое подается на роторную обмотку трансформатора 14.
Требуемая длина дуги задается изменением опорного сигнала 6о, постпающего на датчик 16.
С помощью двигателя 4 отслеживается поворот изделия, при этом, сигна с двигателя 4 Ы 9 + ci, где Ео - сигнал рассогласования поворота изделия, стремятся свести к нулю. Причем, поскольку значение ( + cs/) поддерживается близким к нулю, ка вход усилителя 15, управляющего двигтелем 4 , вместо сигнала Еы подается сигнал Eo Vosin () при малых () бт(.)-45 + о который снимается с синусной обмотки статора трансформатора 14.
При этом изменение значения YQ компенсируется подачей на усилитель 15 сигнала l/v
Предлагаемое устройство обеспечивает хорошее качество стабилизации длины дуги, скорости сварки и угла наклона свариваемого контура во всем диапазоне изменения координат горелки, что дает возможность широко при.менять его при автоматизации сварочных процессов.
Формула изобретения
Устройство для автоматической сварки изделий с переменным радиусом кривизны, содержащее сварочную горелку с двигателями ее вертикального и горизонтального перемещений и двигатель вращения изделия, схемы управления указанными двигателями и длиной дуги, в каждую из которых входят усилители электрических сигналов и
0 соответственно датчики величин горизонтального и вертикального перемещений сварочной горелки и датчики скоростей этих перемещений, датчик скорости вращения изделий и датчик длины
5 дуги, при этом выход датчика скорости вращения изделия связан с датчиками величин горизонтального и вертикального перемещений горелки, выход датчика величины горизонтального пере- ,
0 мещения горелки связан с датчиком скорости вертикального перемещения горелки, а выход датчика величины вертикального перемещения горелки связан с датчиком скорости горизонтального перемещения горелки, о т 5л и чающее с, я тем, что, с целые улучшения качества сварного соединения путем повышения стабилизации , длины дуги, скорости сварки и угла наклона свариваемой поверхности в
0 точке сварки, в него введены датчик угла разворота свариваемого изделия, вЕлаолненный в виде синусно-косинусно вращающегося трансформатора, двигатель дополнительного поворота ста5тора этого датчика и корректирующая цепочка, подключенная к входу усилителя схемы управления длиной дуги, выход этого усилителя соединен с двигателем дополнительного поворота,
0 а выходы датчика угла разворота изделия связаны с входами усилителей схем горизонтального и вертикального перемещений горелки и схемы вращения изделий.
5
Источники информации, принятые во внимание при экспертизе
1. Авторское сврщетельство СССР № 432990, кл. В 23 К 9/10, 25.01.72.
0 2. Авторское свидетельство СССР 277151, кл. В 23 К 9/10, 03.04.69.
Г
У.
h4w
LW
Л у
С
I 1
17
т
/-.
. ГА.
