Известны устройства для автоМэтической дуго1вой сварки неповорогных поверхностен с участками разной кривизны, содержащие три взаимосвязанные системы автоматического регулиро)вазгия.
Недостатком известного устройства является зависимость ошибки слежения по напряжению дуги от кон;ф игурации сваривае мой поверхности. При углаХ наклона касательной к свариваемой поверхности, близких к 75-90°, эта ошибка достигает недопустимой величины.
Для устранения этого недостатка предложенное устройство оснащено блоком коррекции вертикальной и горизонтальной составляющих скорости сва,р;ки по вертикальной и горизонтальной составляющим ощибки напряжения дули. Указанный блок содержит модулятор и су-мМирующий трансфорлштор. К первому входу -модулятора через усилитель подключен блок сравнеяия на-пряжания на дуге с заданным значением, а ко втopo y - косинусная облютка вращающегося трансформатора, выход модулятора электрически связан с одним из входов суммирующего трансформатора, ко второму входу которого подключена синусная об:морка вращающегося трансфорМатСра, а выходы суммирующего трансформатора связа.ны с фазочувствительными вылрямителя.ми снстем горизонтального и вертикального перемещения головки.
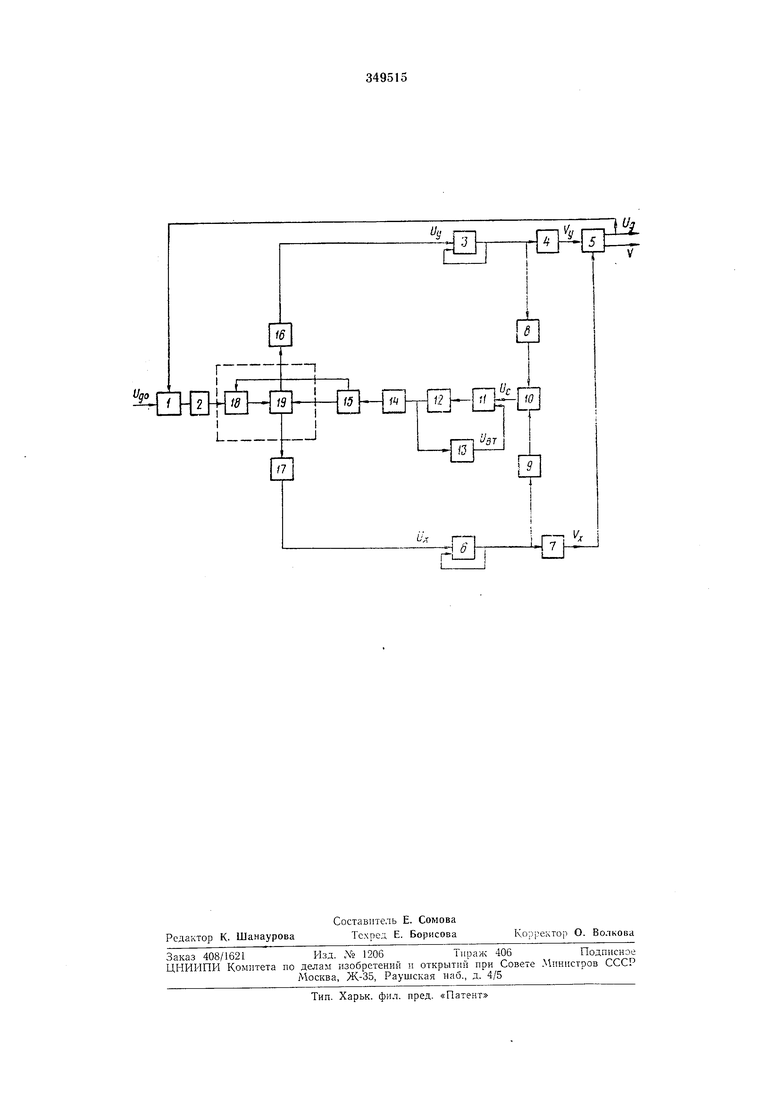
На чертеже изображена блок-схема предложенного устройства, где
- блок сравнения напряжения на дуге с заданиьим значением, 2 - усилитель, о - интегрирующая следящая систем.а вертикальной иодачи, 4 - редуктор вертикального перемещения головк, 5 - сварочная головка, 6 - интегрирующая следящая система горизонтальной иодачи, 7-редузчтор горизонтального перемещения, 8 - тахогенератор, замеряющий CKOpOiCTb вертикального перемещения, 9-тахогенератор горизонтального перемещения, 10 - сумматор, // - .фазовый дискриминатор, 12 - система иоворогта сварочной головкн. 13 - вспомогательный вращающийся трансфор|Матор, 14 - редуктор системы HOIBOрота, 15 - вр|ащающзи 1ся трансфор.матор. 16- фазочувствителыный выпрямитель системы верти1кального пере.мещення. 17-фазочувствительный выпрямитель системы горизснтального перемещения, 18 - 1модулятор, 19 - сум и р ЮЩ1п 1 тр ансформ агор.
Работа устройства осуществляется следуюЩИ|М образом.
Напряжение сварочной дуги Од, пронорциСНальное расстоянию -между элект-родсм и свариваемой поверхностью, т. е. пронорциональное длине дуги, сравнивается с заданным
ошибка слеже1 ия, мол -л:ируется людулятором 18, 15ходя:щим в соста-в устройства формирования у:Пра:вляЮ)ЩИ. сигнало1В, в качвспве опорного напряженпя которСто -используется наiipHJKeiiJie, оиИ-маемое с iKcciriiycnofi облютки вра-щающегося тра-нсформатора 15, работающего в фазовра:щателк|с/м релчшге и связанното С реду,кто,рс.м поворота 14 свароч-иоГ голотаки 5, о.сь вращения которой проходит чгрез р а:б о ч v ю л о в е р .v-i i oic т ь эл ек т-ро да.
На:1фяжсиие, снимаемое с выхода мод лятора, cyiM.M-ируегся с помощью суммируюп1его трансфор.матора 19 с иа-пряжвиием, опИМае.МЫ|М с :СИ1нуоиой обмотки |Вращаюи1егося Тра июфор.матора, амплитуда выходного иа,пряжения cyiMMHpyioutero трансфОр1матОра подается на входы фазочувствительных вьытрямителей 16 и 17, опор.ные напряжения которых сдвинуты по фазе на 90°.
Наиряжения, сни. с выходов фазочу|ВСТБИтелы-1Ы.х .вЫгИрж.мителей, .подаются соответ ственно ;ia входы следящей системы 6 гсризОИтальной лодаЧи с по .мощью редуктора 7 сва-роЧИой голсвки 5 вдоль осп X и иа входы следящей системы 3 вертикального перемещения с помощью редуктора 4 сварочной головКИ 5 вдоль оси У.
Тогда при и-аличи-и и а .входе взанмосвязанн-ой систе.мы иапряжения рассогласо валия лиji свароч1ная голо-вка будет перемещаться .вдоль оси X со скоростью, соответствующей бд. вдоль оси У со скоростью, со-ответств Ющей и, , в сторОН} уме1ньп1ення раесогласа: ания.
Для формиро-вания в.ход.ного сипнала систе.мы 12 сварОЧио горелки испсльзустся устройство формирова.ния, состоящее из двух та.хогенераторов 8 м 9 нсремеиного тока, сумматора 10 и фазового дискриминатора 11. выходное ;на:нряжбиие которого « является входным сигнало.м Канала вран1,ения.
В зто.м случае напряжония пере.менногя тока, снимаемые с тахогенераторО;в 8 и 9, поступают на суэд.матор 10. Оиорные иапряжения та.ХОгенераторов сдвинуты по фазе на 90° так, чтобы начальная фаза суммарного напряжения была проиордионалыиа углу иакло-на касательной (т. е. вектора скоросгп), к свариВЗемой поверхности в да1ь:ной точке.
С сумматора 10 напряжение ностуиает вход фазового дисКр:И1Минатора 11, в качестве опорного напряжения которого используется
па:пр яжепие, снимаемое с .косипусно об.мотки враи ающегося траисформатора 13.
При наличии на выходе фазового ди;Скр 1минатора напряжения рассогласования ci;стема поворога 12. представляющая собой позициоиную следящую систему, наклоияет сзарОЧную тОрелК}, а е пей и ротор вращаюИ1егося трансформатора 15. нока сигнал рассогласования ие станет р-а-вен нулю.
Таки.м о-бразо.м, система свар-кн автомат чески поддерживает заданную длину свар-очзюй дуги, заданную 1 асатель ую, скорость сварки и угол наклона электрода сварочной горелки к свариваемой новерхности пазным 90.
П р е д м е т и ,з о б р е т си н я
Устройство для а1вто1.матической дхтовой сварки иаиоворотных иоверх-ностей с участ-ха.ми разной кривизны, содержащее три взаимосвязаНИые системы автоматического регул.-iрования: вертикального нерсмсчиеиия голскки, горизонтального нерсменгзния голов:ки и 1гла ее поворота, в которьгч входят: блоки Сравнения дейстВИте.тьлоГ величины наиряжения на дуте с задаи; ым зиачо.чием, вран;ающийся трансформатор с син -сной и косииусной обмотками, ротор которого связа;; со свар0:41ной головкой, и фазочувствительные вьгиря.мители, устано вленные в системах вертикального и горизонтального иеремен|ения головки, отличающееся те.м, что, с цел,ю нсключе 1ия зависи.мости оншбки слеже;1ия ио напряжению от конфигурации свариваемой новерхиОСти, устройство осиаи1,ено б.юком коррекции вертнкальиой и горизонтальной со1Ставляющих скорости сварки по isepтикальной и горизонтал.ь.чой соста-вляющ гм .ки напряжения дуги, содержанигм мод лятор и суммирующий траисфор.матор; Jipjf этом к перво.му входу |Модулятора иодключеи блок срав;{ения наиряжеиия иа с задаи; -:ЫМ зиачен-ие.м, а ко второ му - косинусная обмотка вращающегоея трансформатора, выход Модулятора электрически связан с одним из входов суммир чощего трансфор атора. ко второму входу которого иодключена синусная обмотка вращающегося трапсфор матора, а выходы су.м.мярующего трансфорМчтора связаны с фазочувствительиыми выпрямителями систем горизонтального н вертикального иеремеи еигня головки.