10 16
Шиг.1
1
Изобретение относится к машнно- строен1со и может быть использовано для подачи деталей, например штуцеров с граненой головкой, в зону обработки при сверлении радиальных отверстий.
Целью изобретения является упрощние конструкции приспособления.
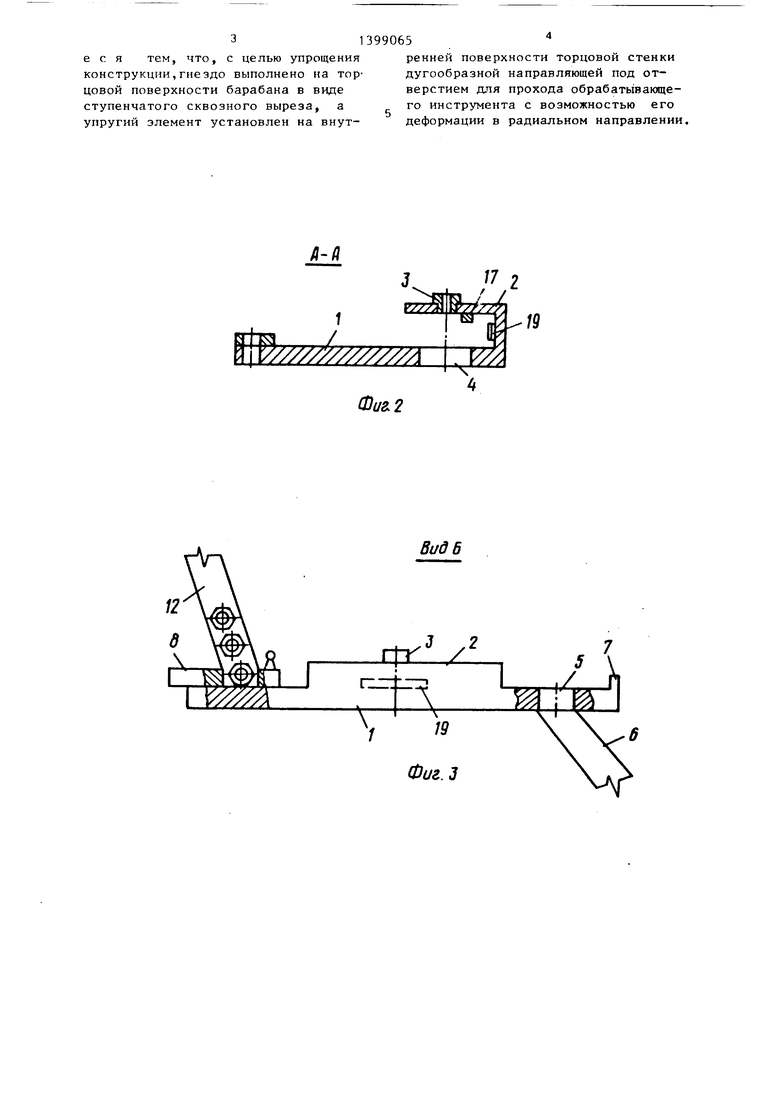
ри имеет фиксатор 17 с заходным началом 18 и упругий элемент в иде пластинчатой пружины 19.
Приспособление работает следующим образом.
Из подающего лотка 12 детали,предварительно ориентированные головкой от оси вращения 9 (как изображены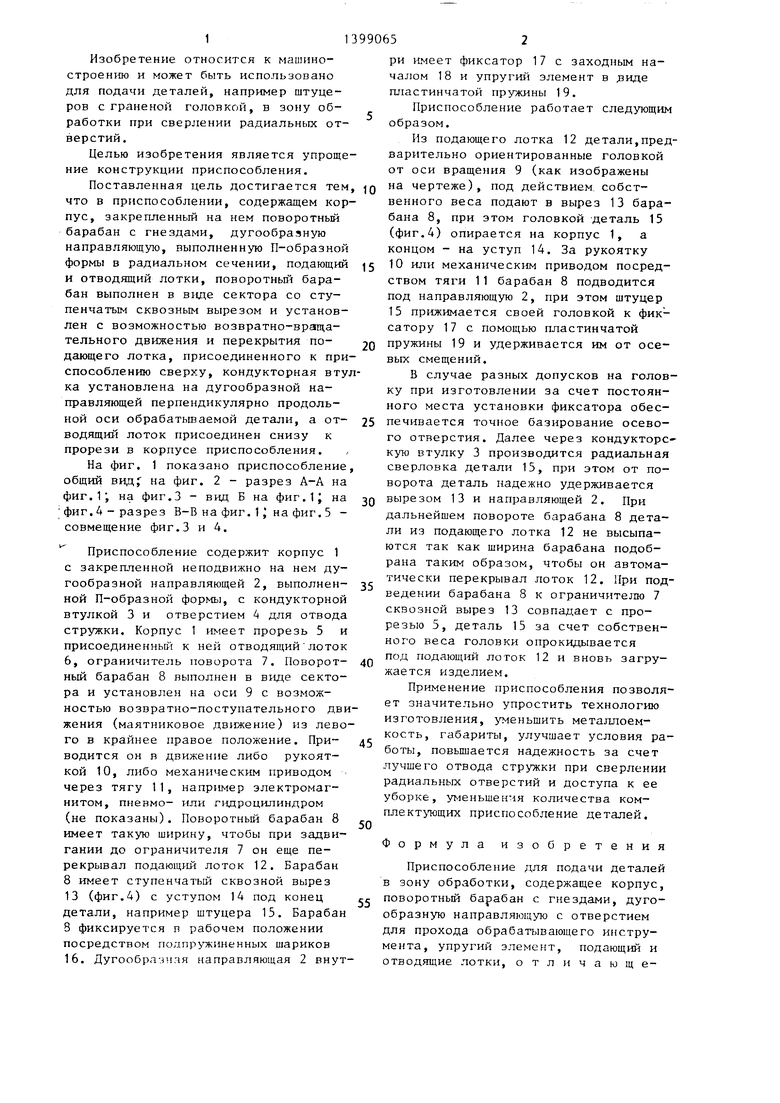
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1984 |
|
SU1225755A1 |
| Приспособление для обработки радиальных отверстий | 1981 |
|
SU1098684A1 |
| Устройство для подачи и установки запрессовкой деталей типа валиков | 1980 |
|
SU903067A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| УСТРОЙСТВО ДЛЯ ДОСТАВКИ ЛЕКАРСТВЕННОГО СРЕДСТВА | 2019 |
|
RU2729442C1 |
| УСТРОЙСТВО ДЛЯ ДОСТАВКИ ЛЕКАРСТВЕННОГО СРЕДСТВА | 2019 |
|
RU2729432C1 |
| Устройство для поштучной подачи изделий | 1987 |
|
SU1500553A1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| Устройство для сверления отверстий | 1987 |
|
SU1511011A1 |
| Металлорежущий станок | 1983 |
|
SU1137675A1 |
Изобретение относится к машиностроению и может быть использовано для подачи детален, например штуцеров с граневой головкой,в зону обработки при сверлении радиальных отверстий. Целью изобретения является упрощение конструкции приспособления. Для этого в устройстве подающий барабан 8 выполнен в виде сектора со ступенчатым сквозным вырезом для ориентированного размещения детали, при этом сектор установлен с возможностью возвратно-вращательного перемещения для загрузки деталью из подающего лотка 12, доставки детали в зону обработки под кондукторную втулку 3, установленную на дугообразной направляющей 2, и выдачи готовой детали в отводящий лоток 6. В зоне обработки деталь прижимается своей головкой к ф кcaтopy 17с помощью упругого элемента в виде пластинчатой пружины 19 и удерживается им от - осевых смещений, а от поворота при сверлении деталь удерживается за счет формы выреза и дугообразной направляющей 2. Ширина сектора подбирается таким образом, чтобы при выполнении цикла обработки обеспечивалось перекрытие подающего лотка. 5 нл. (/ С
Поставленная цель достигается тем, ю чертеже), под действием собственного веса подают в вырез 13 бар бана 8, при этом головкой деталь 1 (фиг.4) опирается на корпус 1, а концом - на уступ 14. За рукоятку
что в приспособлении, содержащем корпус, закрепленный на нем поворотный барабан с гнездами, дугообразную направляющую, выполненную П-образной формы в радиальном сечении, подающий и отводящий лотки, поворотный барабан выполнен в виде сектора со ступенчатым сквозным вырезом и установлен с возможностью возвратно-вращательного движения и перекрытия подающего лотка, присоединенного к приспособлению сверху, кондукторная втулка установлена на дугообразной направляющей перпендикулярно продольной оси обрабатьшаемой детали, а отводящий лоток присоединен снизу к прорези в корпусе приспособления.
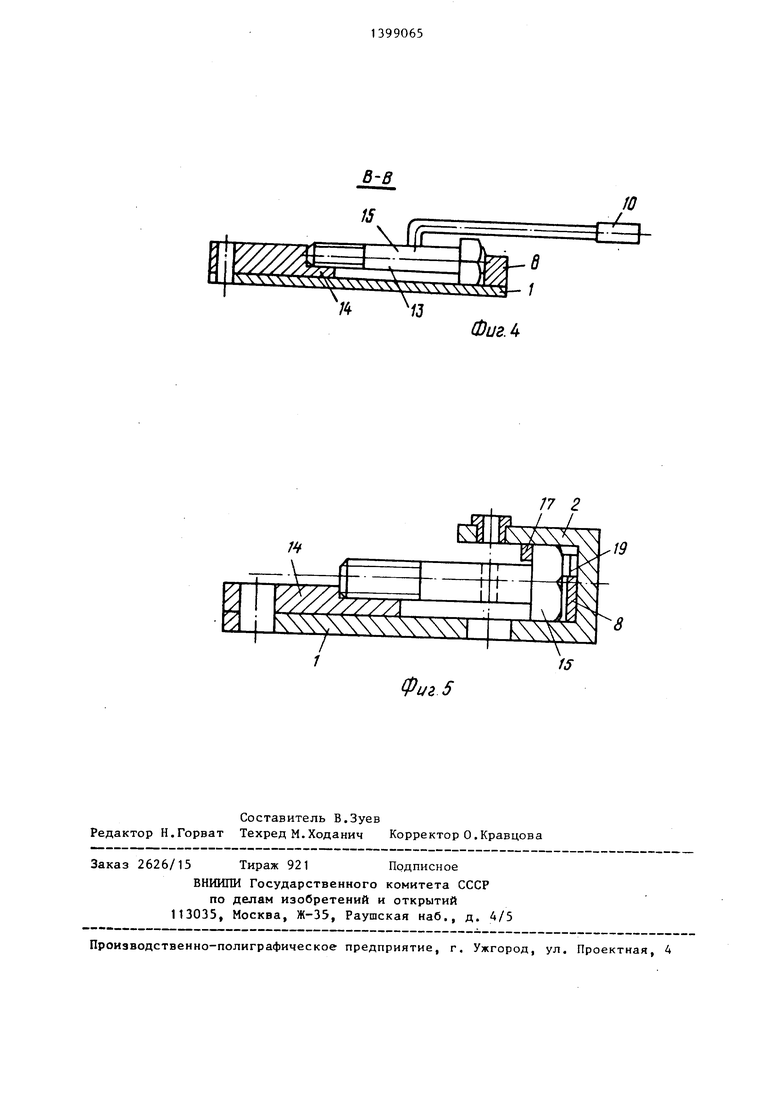
На фиг. 1 показано приспособление общий вид на фиг. 2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.1 на фиг.5 - совмещение фиг.З и 4.
Приспособление содержит корпус 1 с закрепленной неподвижно на нем дугообразной направляющей 2, выполненной П-образной формы, с кондукторной втулкой 3 и отверстием 4 для отвода стружки. Корпус 1 имеет прорезь 5 и присоединенные к ней отводящий лоток 6, ограничитель поворота 7. Поворотный барабан 8 выполнен в виде сектора и установлен на оси 9 с возможностью возвратно-поступательного движения (маятниковое движение) из левого в крайнее правое положение. Приводится он в движение либо рукояткой 10, либо механическим приводом через тягу 11, например электромагнитом, пневмо- или гидроцилиндром (не показаны). Поворотньм барабан 8 имеет такую ширину, чтобы при задвигании до ограничителя 7 он еще перекрывал подающий лоток 12. Барабан 8 имеет ступенчатый сквозной вырез 13 (фиг.4) с уступом 14 под конец детали, например штуцера 15. Барабан 8 фиксируется п рабочем положении посредством полшружиненных шариков 16. Дугообразная направляющая 2 внут чертеже), под действием собственного веса подают в вырез 13 барабана 8, при этом головкой деталь 15 (фиг.4) опирается на корпус 1, а концом - на уступ 14. За рукоятку
5 10 или механическим приводом посредством тяги 11 барабан 8 подводится под направляющую 2, при этом штуцер 15 прижимается своей головкой к фиксатору 17 с помощью пластинчатой
0 пружины 19 и удерживается им от осевых смещений.
В случае разных допусков на головку при изготовлении за счет постоянного места установки фиксатора обес5 печивается точное базирование осевого отверстия. Далее через кондукторскую втулку 3 производится радиальная сверловка детали 15, при этом от поворота деталь надежно удерживается
0 вырезом 13 и направляющей 2. При дальнейшем повороте барабана 8 детали из подающего лотка 12 не высыпаются так как ширина барабана подобрана таким образом, чтобы он автоматически перекрывал лоток 12. При подведении барабана 8 к ограничителю 7 сквозной вырез 13 совпадает с прорезью 5, деталь 15 за счет собствен- ног о веса головки опрокидывается под подающий лоток 12 и вновь загружается изделием.
Применение приспособления позволяет значительно упростить технологию изготовления, уменьшить металлоемкость, габариты, улучшает условия работы, повьщ1ается надежность за счет лучшего отвода стружки при сверлении радиальных отверстий и доступа к ее уборке, уменьшения количества ком- плект тощих приспособление деталей.
5
0
5
0
Формула изобретения
Приспособление для подачи деталей в зону обработки, содержащее корпус, е поворотный барабан с гнездами, дугообразную направляющую с отверстием для прохода обрабатывающего инструмента, упругий элемент.
отводящие лотки, о т л и
подающий и ч а ю щ ее с я тем, что, с целью упрощения конструкции,гнездо выполнено на торцовой поверхности барабана в виде ступенчатого сквозного выреза, а упругий элемент установлен на внутI
t /
//////////////А
ренней поверхности торцовой стенки дугообразной направляющей под отверстием для прохода обрабатывающего инструмента с возможностью его деформации в радиальном направлении.
Фиг. 2
Видь
rtr-Vx
ЗА
7
19 Фиг.З
ФигЛ
19
| МНОГОМЕСТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ НЕПРЕРЫВНОГО ФРЕЗЕРОВАНИЯ ШЛИЦЕВ В ДЕТАЛЯХ ТИПА ВИНТОВ | 0 |
|
SU303146A1 |
