Изобретение относится к металлообработке, в частности к области определения оптимальных скоростей резания при обработке сталей твердосплавным инструментом с подогревом срезаемого слоя, и может быть использовано для назначения режимов резания и нагрева при обработке легированных сталей, жаропрочных сплавов и других труднообрабатываемых металлов и сплавов в различных отраслях машиностроения, связанных с их обработкой резанием.
Целью изобретения является упрощение за счет исключения экспериментов связанных с резанием нагретого металла, и повьппенйе точности.
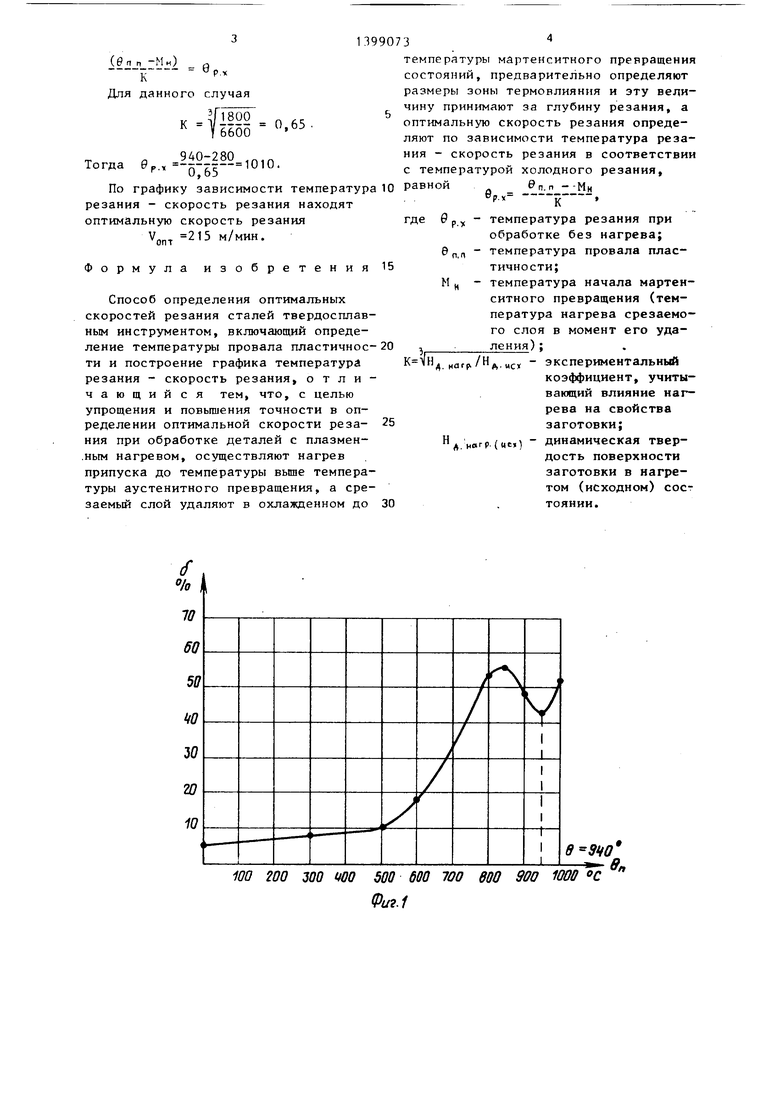
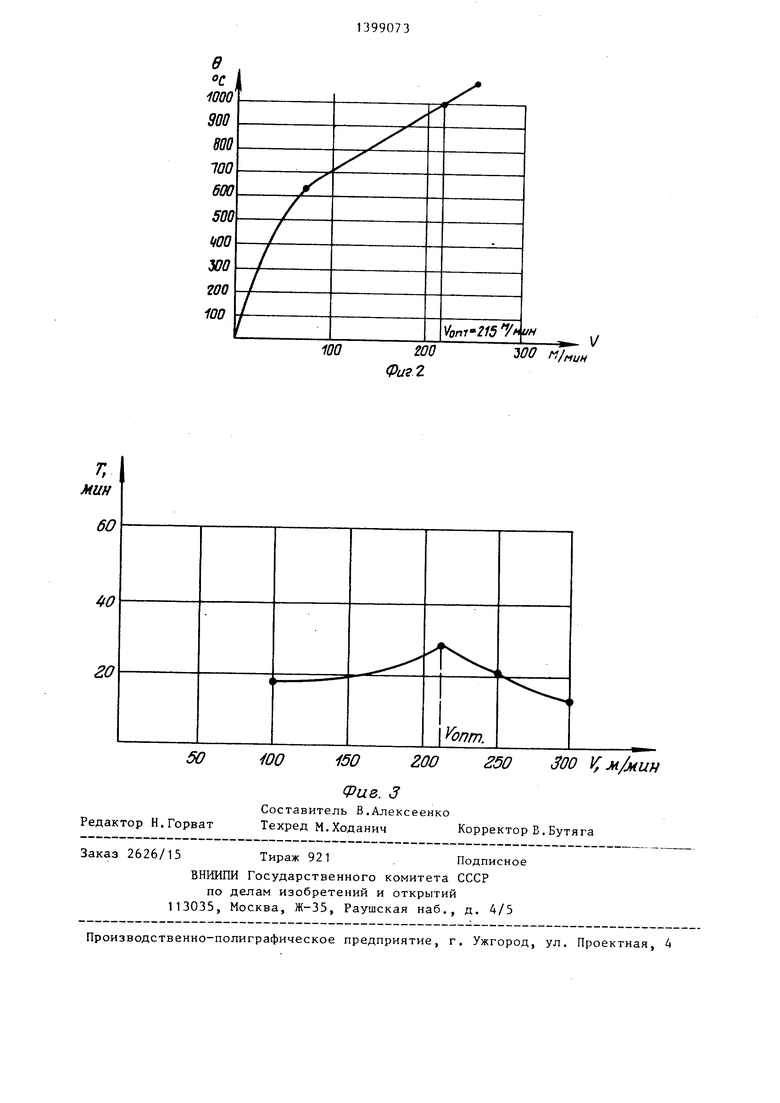
На фиг.1 представлен график изменения пластичности (сГ) стали типа 35ХН2СМ от температуры нагрева (б); на фиг.2 - график температура резания - скорость резания; на фиг.З - проверочный график стойкость инструмента от скорости резания при обработ ке с плазменным нагревом.
Рассмотрим последовательность определения оптимальной скорости резания при плазменно-механической обработке листовых деталей из стали типа 35ХН2СМ.
Нагрев удаляемого фрезой припуска осуществляется в процессе плазменной резки.
По результатам кратковременных испытаний строится график изменения пластичности (с) -стали от температуры нагрева (фиг.1), по которому определяется температура провала пластично- сти .
Принимается температура нагрева . Температура начала мартенсит- ного превращения (Мц) для данной стали равна 280°.
Исходя из условий обеспечения максимально возможной производительности, технических возможностей станка и толщины обрабатываемых листов (15- 25 мм) назначена подача мм/мин и режимы плазменной резки А, В.
Для выбранных режимов обработки с помощью пирометра (либо другим способом) измеряется температура в различных точках поверхности. Это позволяет расположить Фрезу от плазмотрона на таком расстоянии, чтобы обеспечить температуру нагрева срезаемого слоя
в момент удаления, равную температуре начала мартенситного превращения.
Для обеспечения качественной обработки для данных режимов обработки определяют размеры зоны с измененной структурой (зона термовлияния ЗТВ). ЗТВ определяется экспериментально (выполняется плазменная резка образцов на тех же режимах, затем производится исследование микрошлифов) . Для исключения этих экспериментов была разработана программа расчета на ЭВМ.
Для исключения на деталях зон с измененной структурой эта величина принимается за глубину фрезерования.
Для определения температуры резания используют следующую зависимость:
, (:.) Р- К
0 5
зо
5
о
5
0
где 0р у температура резания металла без нагрева;
0j,f,- температура провала пластичности;
N - температура нагрева (температура начала мартенситного превращения); К - экспериментальный коэффициент, учитывающий влияние нагрева на свойства заготовки.
бр,г ен+й0, (1)
где 5р,г температура при обработке
нагретого металла; вц -.температура нагрева; /30 - приращение температуры от процесса резания нагретого металла.
Величину &в можно представить в виде К 0р , что характеризует изменение твердости и прочности обрабатываемого материалла в процессе нагрева. Величину К можно определить по отношению твердостей в исходном и нагретом состоянии, причем для приближения условий эксперимента к реальным условиям процесса резания необходимо брать динамическую твердость
к . УЙ. (2)
I A.WCX
где Нд - динамическая твердость заготовки (соответственно в исходном и нагретом состояниях).
Подставляя в формулу (1) вместо е„-М„, Л0- бр., и 9р,- бар. получаем
еп.,Мн+к-ер.,.
(вп n -Ми)
8
Р.х
Для данного случая
0р.,
К -iPSOO У 6600
940-280
0,65 .
0,65
1010.
По графику зависимости температура резания - скорость резания находят оптимальную скорость резания Vg 215 м/мин.
Формула изобретения
Способ определения оптимальных скоростей резания сталей твердосплавным инструментом, включающий определение температуры провала пластичное- ти и построение графика температур резания - скорость резания, отличающий ся тем, что, с целью упрощения и повышения точности в определении оптимальной скорости реза- ния при обработке деталей с плазмен- .ным нагревом, осуществляют нагрев припуска до температуры выше температуры аустенитного превращения, а срезаемый слой удаляют в охлажденном до
р.
е
п,л
температуры мартенситного превращения состояний, предварительно определяют размеры зоны термовлияния и эту величину принимают за глубину резания, а оптимальную скорость резания определяют по зависимости температура резания - скорость резания в соответствии с температурой холодного резания,
равной Эп.п - -Мн вр., - ,
где 9р - температура резания при обработке без нагрева; температура провала пластичности;
температура начала мартен- ситного превращения (температура нагрева срезаемого слоя в момент его уда- ления);
экспериментальный коэффициент, учитывающий влияние рева на свойства заготовки;
Н нвгр(мс,) - динамическая твердость поверхности заготовки в нагретом (исходном) сост тоянии.
М
K-VH иагр..исх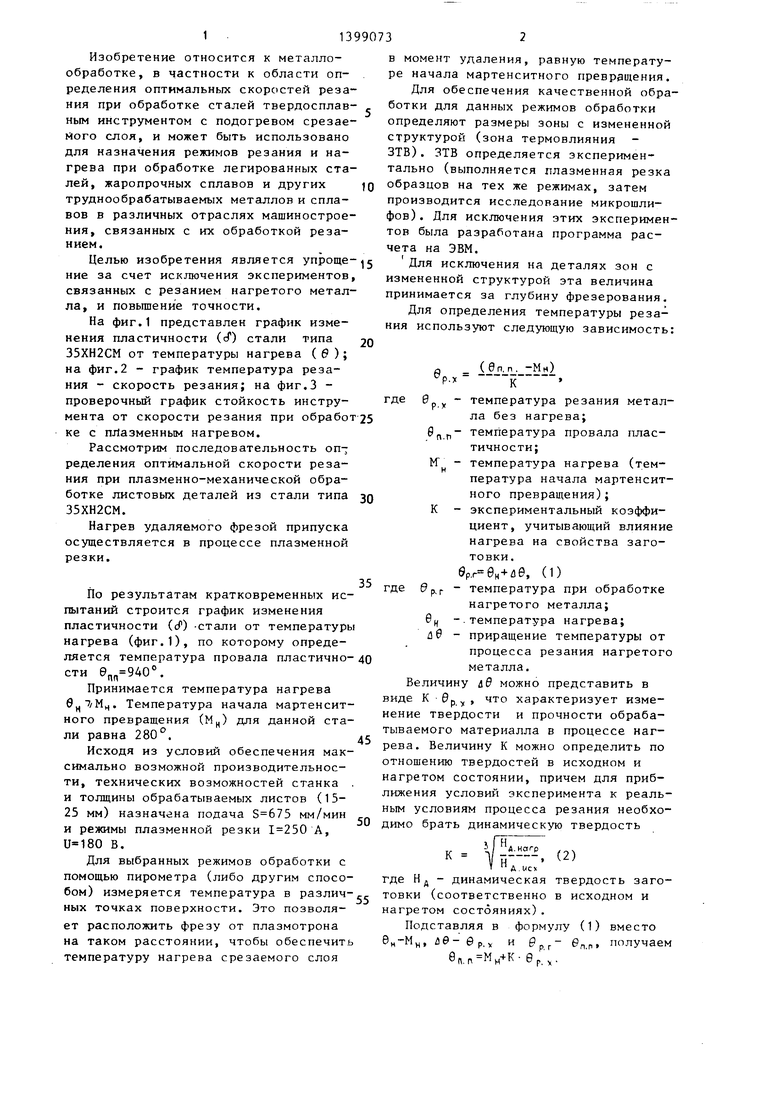
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| Способ механической обработки заготовок из сталей с нагревом срезаемого слоя | 1981 |
|
SU982847A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| Способ управления обработкой резанием | 1990 |
|
SU1754419A1 |
| Способ плазменно-механической обработки листовой заготовки из труднообрабатываемого материала | 1988 |
|
SU1572751A1 |
| Способ упрочнения рабочей части кромки режущего инструмента из коррозионно-стойких сталей мартенситного класса | 2024 |
|
RU2841307C1 |
| Способ определения оптимальной скорости резания | 1979 |
|
SU884861A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2539499C1 |
| Способ сверления с подогревом | 1983 |
|
SU1166898A1 |
| ВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬНАЯ ПЛАСТИНА С ПОВЫШЕННОЙ ЖЕСТКОСТЬЮ И ПРИГОДНОСТЬЮ К СВАРКЕ | 1995 |
|
RU2147040C1 |
Изобретение относится к металлообработке, в частности к определению оптимальных скоростей резания при обработке сталей твердосплавным инструментом с подогревом срезаемого слоя, и-может быть использовано для назначения режимов резания и нагрева при обработке легированных сталей и других труднообрабатываемых материалов. Цель изобретения - упрощение за счет исключения экспериментов, связанных с резанием горячего металла, и повышение точности определения оптимальной скорости резания при обработке с подогревом срезаемого слоя. Глубину резания принимают равной по величине размерам зоны с измененной структурой и используют следующую зависимость для определения температуры резания стали в холодном состоянии Q (Q., -М):К, где Q р температура резания при обработке без нагрева; Q „„ температура провала пластичности; Мц - температура начала мартенситного превращения (температура подогрева); К - экспериментальный коэффициент, учитывающий влияние подогрева на свойства заготовки, К V Н Н „,, где , J - динамическая твердость заготовки в нагретом (исходном) состоянии. По графику зависимости температура резания - скорость резания, построенного для условий обработки с глубиной резания, равной глубине зоны металла с измененной структурой, для температуры Q „ определяют оптимальн то скорость фрезерования. 3 ил. с $ (Л со со ;о о 00
100 200 300 40Q 500 600 700 вОО 900 ЮОВ С
Фи2.1
ZOO
250 300 V,M/MU
| Способ определения оптимальных скоростей резания | 1975 |
|
SU570455A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
