(5) СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ СТАЛЕЙ С НАГРЕВОМ СРЕЗАЕМОГО СЛОЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальных скоростей резания | 1985 |
|
SU1399073A1 |
| Способ плазменно-механической обработки | 1979 |
|
SU856717A1 |
| СПОСОБ УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2010 |
|
RU2430166C1 |
| Способ плазменно-механической обработки и устройство для его осуществления | 1980 |
|
SU931302A1 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
| Способ изготовления изделий из конструкционных сталей | 1981 |
|
SU985087A1 |
| Способ термообработки высоколегированных вторично-твердеющих сталей | 1979 |
|
SU991518A1 |
| Способ закалки стальных изделий | 1978 |
|
SU685702A1 |
| Способ изготовления крупногабаритных заготовок из сталей | 1981 |
|
SU954449A1 |
| Способ термомагнитной обработки изделий из стали | 2023 |
|
RU2817275C1 |
.1
Изобретение относится к машино- строению и может быть .использовано при механической обработке заготовок из труднообрабатываемых сталей перлитного и мартенситного классов.
Известен способ механической обработки труднообрабатываемых материалов с подогревом срезаемого слоя, в соответствии с которым осуществляют локальный нагрев срезаемого слоя выше температуры рекристаллизации металла. Для устранения поводок и коробления деталей указанный способ предусматривает охлаждение заготовок непосредственно за режущим инструментом Г П.
Недостатком известного способа является относительно низкая производительность, обусловленная тем, что обработка производится при высоких температурах резания.
Цель изобретения - повышение производительности обработки труднообрабатываемых сталей перлитного и мартенситного классов.
Поставленная цель достигается тем, что срезаемый слой нагревают выше температуры аустенитного превращения, охлаждают со скоростью выше критической скорости закалки и механически обрабатывают в аустенитном состоянии при температуре выше температуры начала мартенситного превращения, но ниже температуры, определяемой термостойкостью инструмента.
Сущность способа заключается в переводе металла срезаемого слоя в аустенитное состояние нагревом выше точки АС а, например, с помощью плазменной дуги, и в последующем искусственном или естественном (за счет отвода тепла в заготовку) охлаждении до температуры, незначительно превышающей температуру начала мартенситного превращения Mj. Причем с целью сохранения аустенитного состояния до температуры начала мартенситного превращения охлаждение должно производиться со скоростью выше критической скорости закалки для данной конкретной стали Механическая обработка сталей перлитного и мартенситного классов в аустенитном состоянии при достаточно низких температурах срезаемого слоя (М ОКОЛО; 200°с) дает возможность существенно повысить режимы механической обработки при сохранении температуры резания, допустимой для металлокерамических твердых сплавов.
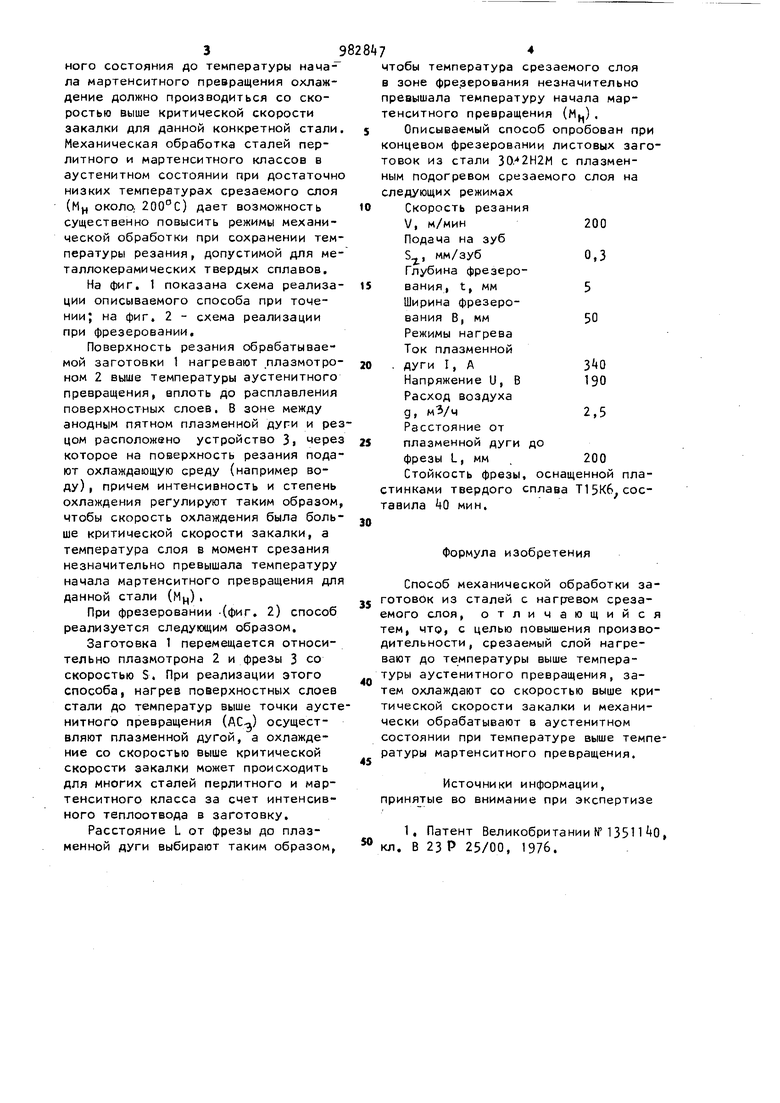
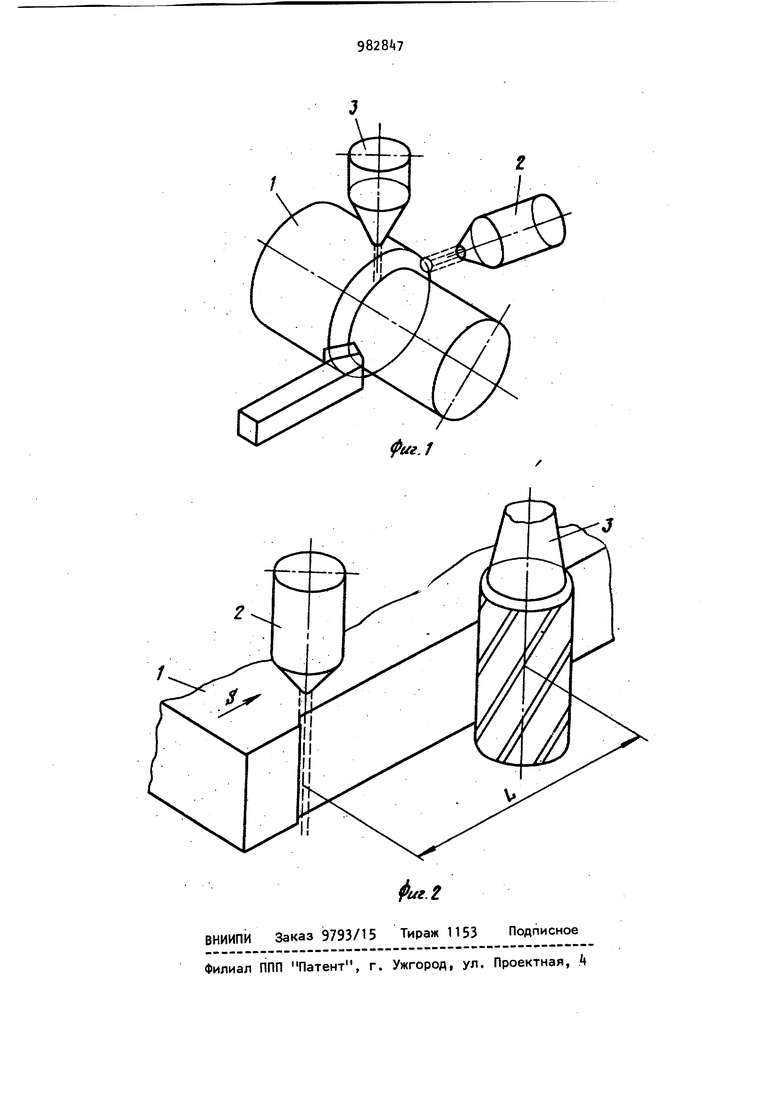
На фиг. 1 показана схема реализации описываемого способа при точении; на фиг. 2 - схема реализации при фрезеровании.
Поверхность резания обрабатываемой заготовки 1 нагревают .плазмотроном 2 выше температуры аустенитного превращения, вплоть до расплавления поверхностных слоев, В зоне между анодным пятном плазменной дури и резцом расположено устройство 3i через которое на поверхность резания подают охлаждающую среду (например воду) , причем интенсивность и степень охлаждения регулируют таким образом, чтобы скорость охлаждения была больше критической скорости закалки, а температура слоя в момент срезания незначительно превышала температуру начала мартенситного превращения для данной стали (Мц).
При фрезеровании -(фиг, 2) способ реализуется следующим образом.
Заготовка 1 перемещается относительно плазмотрона 2 и фрезы 3 со скоростью S. При реализации этого способа, нагрев поверхностных слоев стали до температур выше точки аустенитного превращения (АС) осуществляют плазменной дугой, а охлаждение со скоростью выше критической скорости закалки может происходить для многих сталей перлитного и мартенситного класса за счет интенсивного теплоотвода в заготовку.
Расстояние L от фрезы до плазменной дуги выбирают таким образом.
чтобы температура срезаемого слоя в зоне фрезерования незначительно превышала температуру начала мартенситного превращения (Мц).
Описываемый способ опробован при концевом фрезеровании листовых заготовок из стали 30. с плазменным подогревом срезаемого слоя на следующих режимах
Скорость резания
V, м/мин200
Подача на зуб
S, мм/зуб Глубина фрезеромм
вания,
Ширина фрезерования В, мм Режимы нагрева Ток плазменной дуги I, А Напряжение U, В Расход воздуха д, мЗ/м Расстояние от плазменной дуги фрезы L, мм
Стойкость фрезы, оснащенной пластинками твердого сплава T15K6 составила 0 мин.
Формула изобретения
Способ механической обработки заготовок из сталей с нагревом срезаемого слоя, отличающийся тем, что, с целью повышения производительности, срезаемый слой нагревают до температуры выше температуры аустенитного превращения, затем охлаждают со скоростью выше критической скорости закалки и механически обрабатывают в аустенитном состоянии при температуре выше температуры мартенситного превращения.
Источники информации, принятые во внимание при экспертизе
1, Патент Великобритании N° 13511tO, кл. В 23 Р 25/00, 1976.
