(Л
с
а о:
00
цэ
Фиг.1
00 Изобретение относится к обработке резанием и может быть использовано при сверлении высокопрочных и трудно обрабатываемых металлов. Цель изобретения - повьшение стой кости сверла и точности обработки пу тем улучшения условий работы перемыч ки и режущих кромок. На фиг.1 изображен момент нагрева материала в концентрированной зоне и температурное поле до начала сверления-, на фиг.2 - температурное поле в процессе сверленияj на фиг.З - момент, когда горючая смесь подается по внутренним каналам сверла на фиг.4 - вид А на фиг.З} на фиг.З устройство с пороротно-подпружиненны источником нагрева. Способ осуществляется следующим образом. Сначала плазменной струей 1 от ис точника нагрева прогревают концентрированную зону 2 обрабатываемого ма териала 3. В качестве источника нагрева могут быть газовые, радиацирнные или плазменные средства. Нагрев производят таким образом, чтобы ось наибольшей концентра:ции тепла совпадала с осью сверла, т.е. концентрированная зона тепла находилась бы против вершины сверла. В этой центральной зоне температуру нагрева доводят до температуры экстремального повьпие ния пластичности обрабатываемого материала, например, для стали Т 800900 0. Вследствие конвенции происходит распределение тепла с понижением температуры от центра к периферии зо ны сверления. Пропорционально распре делению температуры наименьшую прочность имеет центральный слой в зоне 2, а наибольшую прочность и твердость - наружный слой 4 с постепенным перераспределением свойств от слоя к слою. , После прекращения нагрева источни тепла отводят и сразу производят . сверление инструментом 5. Вершина сверла - поперечная режущая кромка работает по размягченному слою материала и интенсивно внедряется в него. Режущие кромки перьев срезают бо лее прочц ле слои в начальный момент резания, но так как скорость резания, от вершины к уголкам возрастает, соответственно возрасщает и температура резания. При сверлении температура нагрева в концентрированной зоне выравнивается с температурой резания на уголках режущих кромок, которая на 10-15% ниже температуры предела теплостойкости инструментального материала режущей части сверла. Это обусловливает нормальный и равномерный износ поперечной, главных и вспомогательных режущих кромок и уголков. Кроме того, распределение предварительно нагрет гх зон обусловливает естественное центрирование сверла подобно применению кондукторной втулки, повышая виброустойчивость и точность сверления. Все это позволяет увеличить подачу в 2-2,5 раза по сравнению с нормативной. Для осуществления способа пригодны эжекторные сверла и сверла с каналами для подвода СОЖ. Эти сверла 5 соединяются с источником горючей смеси, которая по каналам 6 подается в зону нагрева. Смесь поджигается,образуя на выходе тепловую струю 1, после кратковременного нагрева обрабатываемого материала подача смеси прекращается и начинается сверление. При использовании для обработки обычных, например, стандартных быстрорежущих или твердосплавных сверл применяется простое устройство, содерхУащее сопло 7, поворотно-подпружиненное или откидное колено 8, по которому подается горючая смесь 9. Сопло в период предварительного нагрева устанавливается соосно и впереди сверла 5. В частном варианте колено подпружинено в осевом направлении пружиной 10 и после поворота колено при сверлении утапливается в корпусе 11, упираясь в обрабатываемый материал. I Концентрированный нагрев по оси сверления устраняет поломки перемыч- . ки и обеспечивает тепловое центрирование сверла за счет интенсивного размягчения материала в этой зоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления с подогревом | 2016 |
|
RU2661321C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКОГО СВЕРЛЕНИЯ | 2010 |
|
RU2492972C2 |
| Сверло для сверления полимерных композиционных материалов | 1984 |
|
SU1238905A1 |
| Режущий инструмент и способ его изготовления | 1982 |
|
SU1110212A1 |
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ СВЕРЛЕНИЯ С ПОМОЩЬЮ УКАЗАННОГО СВЕРЛА | 2008 |
|
RU2469820C2 |
| СПОСОБ ОБНАРУЖЕНИЯ И КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2432236C2 |
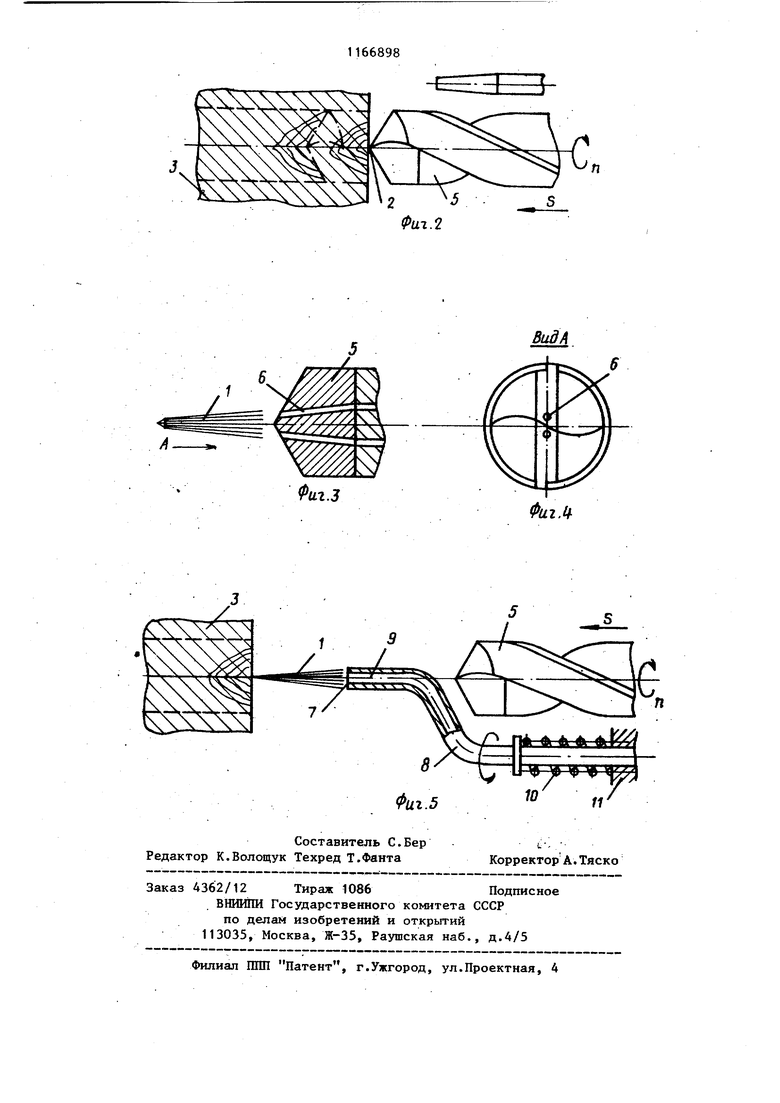
СПОСОБ СВЕРЛЕНИЯ С ПОДОГРЕВОМ, включающий предварительный нагрев обрабатываемого материала, о тличающийся тем, что, с целью повышения стойкости сверла и точности обработки путем улучшения условий работы перемычки и режущих кромок, предварительный нагрев обрабатываемого материала осуществляют в концентрированной зоне против вершины сверла до температуры, соответствующей экстремальному повышению пластичности юбрабатьшаемого материала.
Фаг.З ВидА ФигЛ
| СПОСОБ РЕЗАНИЯ МЕТАЛЛОВ | 0 |
|
SU286446A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
