фаг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки сферических деталей | 1986 |
|
SU1399084A1 |
| УСТРОЙСТВО ДЛЯ НАПЫЛЕНИЯ ТОНКОПЛЕНОЧНЫХ ПОКРЫТИЙ НА СФЕРИЧЕСКИЕ РОТОРЫ ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2014 |
|
RU2555699C1 |
| Способ позиционирования детали | 1984 |
|
SU1238935A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ОБРАБОТКОЙ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2009834C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ЦЕНТРА ОТВЕРСТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2667666C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВТОРОГО ПОРЯДКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2170161C2 |
| Способ обработки поверхности трения | 1987 |
|
SU1521569A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| Способ обработки крупногабаритных оптических деталей | 1987 |
|
SU1563946A1 |
| Способ обработки конических отверстий | 1982 |
|
SU1074663A1 |



Изобретение относится к абразивной обработке крупногабаритных фасонных тел вряг:;ения. Целью изобретения является повьпиение производительности и качества обработки. Устройство состоит из колонны 1, на которой смонтиС/) СО со со О СХ) со N)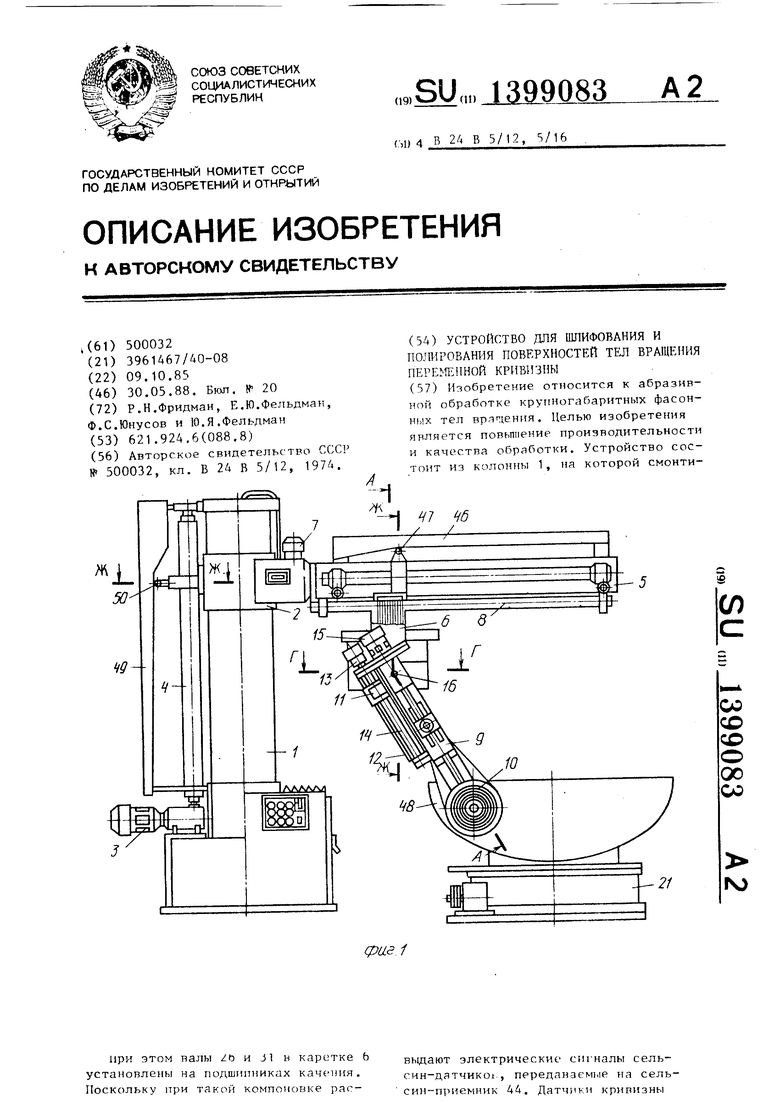
при этом валы /ь и л в каретке Ь установлены на подшипниках качения. Поскольку при такой компоновке расвыдают электрические сигналы сель- син-датчико1., передаваеМ1,1е на сель- син-приемник 44. Датчики кривизны
1399083
рован суппорт 2. К последнему гая - с приводом введения рассогласо- прикреплена горизонтальная траверса вания положения эксцентриковой втулки 5, на которой установлена каретка 6. относительно эксцентрика. Обрабатыва- Пя кяпрткр h ппрнршрн с помощью шао- РМПР ияпрлие 48 устанлвхшняют цд f/г/лп
1399083
г брабатываемого участка профиля nj, ЛИЯ могут иметь и другую конструкцию, непосредственно измеряющую кривизну изделия в месте, в котором данный момент идет обработка. Описанная выше конструкция является лишь одним из возможных примеров исполнения датчи5. Устройство по пп. 1 и 3, о л и чающееся тем, что кинематическая связь центральных шестерен дифференциала с эксцентриком и эксцентриковой втулкой выполнена в виде жестко соединенных с их валами ци1399083
45
г
T(
J/
SS)
.инейный профиль обрабатываемой поверхности.
При движении абразивного инструмента по образующей вращающегося изделия производят шлифование по строкам. При включении привода вращения эксцентрика 17 последний, вращаясь
1399083
;i.i/i соединения эксцентриковой втулк и с центральной шестерней, связаны между собой через промежуточную шестерню, ось которой шарнирно соединена с одноплечими рычагами, шарнирно размещенными вторыми концами на ва
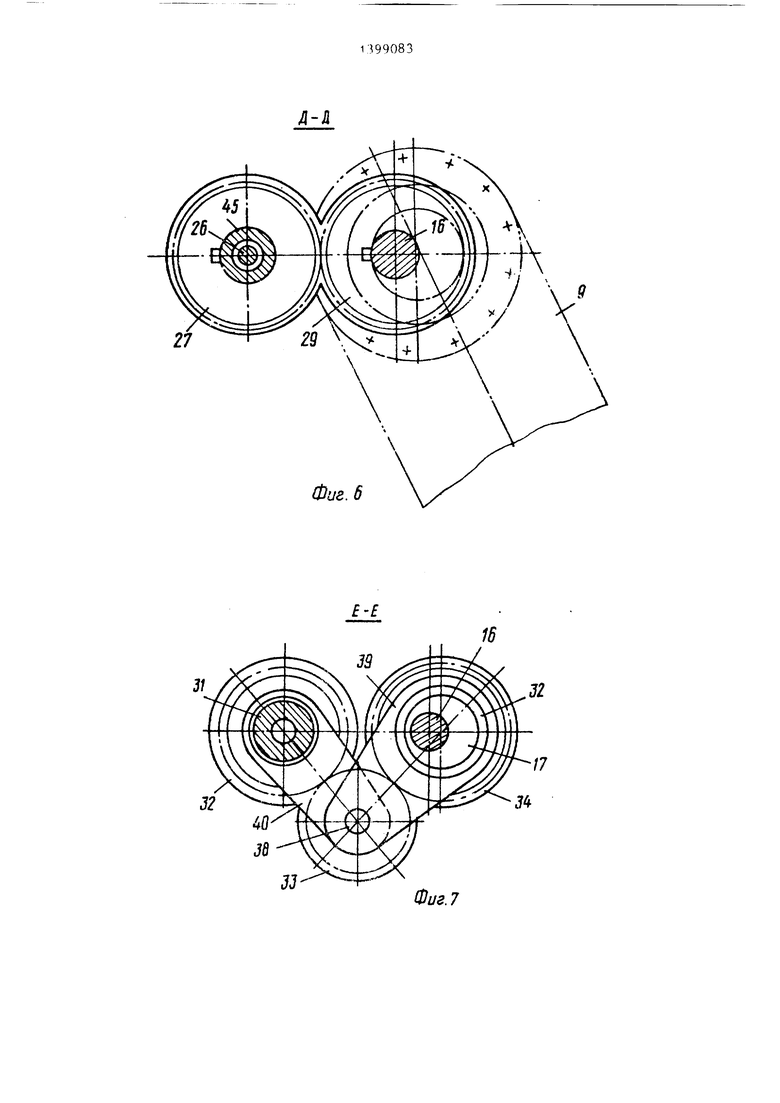
27
Фиг. 6
32
J4
Фиг. 7
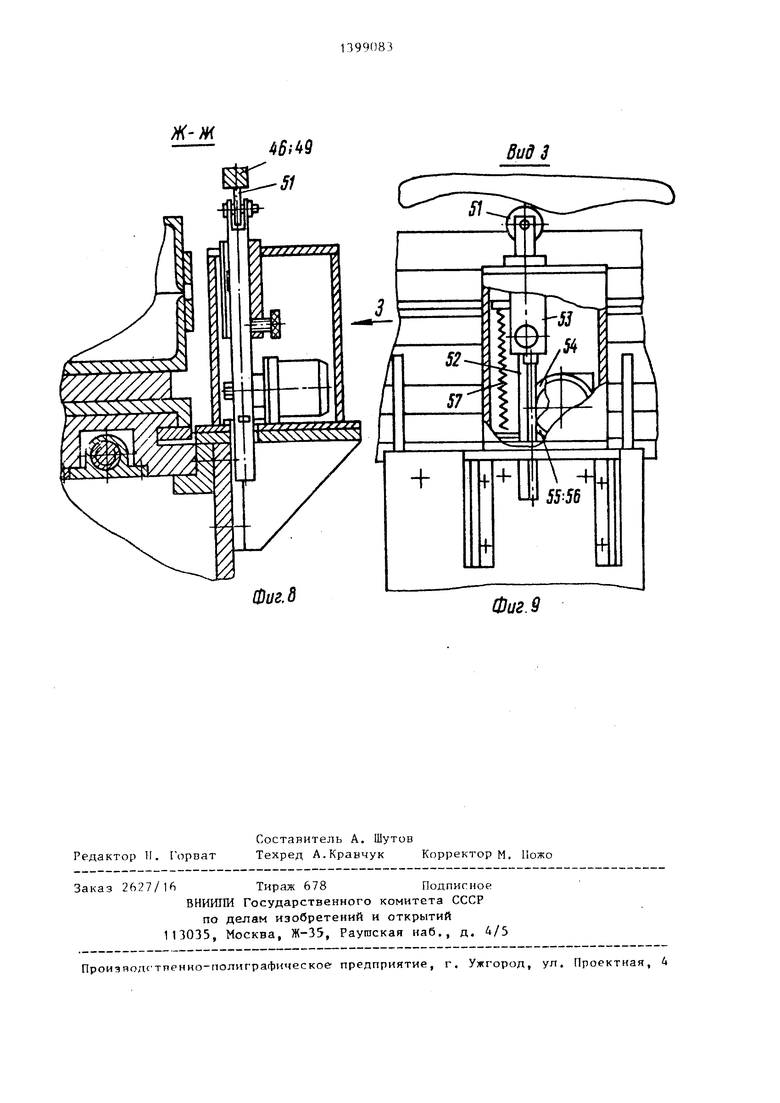
Ж-Ж
Фиг,д
Редактор И. Горват
Составитель А. Шутов
Техред А.Кравчук Корректор м. Пожо
Заказ 2627/16 Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Проиэподс-тпенно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
ВидЗ
Фиг. 9
SU 1399084A1 Batch : N0023010
Date : 18/08/2000
Number of pages : 4
Previous document : SU 1399083A2
Next document : SU 1399085A1
союз СОВЕТСКИХ
СОЦИАЛИСТИЧЕСНИХ
РЕСПУБЛИН
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
(21)4123074/31-08
(22)2А.09.86
(46) 30.05.88. Бюл. № 20 (72) И.П.Филонов, С.М.Аринкин, В.В.Песков и Л.Ф.Бежелев (53) 621.923.9 (088.8)
56)Семибратов М.Н. Техиолот-ия об- работки оптических деталей. М. : аши ностроенне, 1975, с. 42-47, рис.15.
(54) СПОСОБ УСТАНОВКИ СФЕРОТЕСКИ Х ДЕТАЛЕЙ
(57)Изобретение относится к механической обработке сферических поверхностей оптических и других деталей и может быть использовано при изготовлении линз больших диаметров, а также шаровых поясов и сегментов в
1399084 А1
(51) 4 В 24 R 11/00
различных отраслях народного хозяйства. Целью изобретения является повышение точности установки крупногабаритных сферических деталей за счет выявления материальньк точек на заготовке, сг1зпадаюших с теоретической поверхностью. Деталь устанавливают под углом 7-15 к горизонту, на необработанной поверхности определяют точку, максимально уд,але}и ую от горизонтальной плоскости, и точку, равноудаленную от диаметральной окружности, затем в зоне выявленных точек формообразуют сферическую п оверх- ность, после чего эти точки совмещают путем перемещения детали на угол, равный дуге окружности между ними. 2 ил.
оо ОС со о 00
4
Изобретение относится к механичес- кой обработке сферических поверхностей оптических и других деталей и может быть использовано в оптическом приборостроении при изготовлении линз больших диаметров, а также шаровых поясов и сегментов в других отраслях народного хозяйства.
Цель изобретения - повышение точ- ности установки крупногабаритных сферических деталей за счет выявления материальных точек на заготовке, сов- падаилцих с теоретической поверхностью
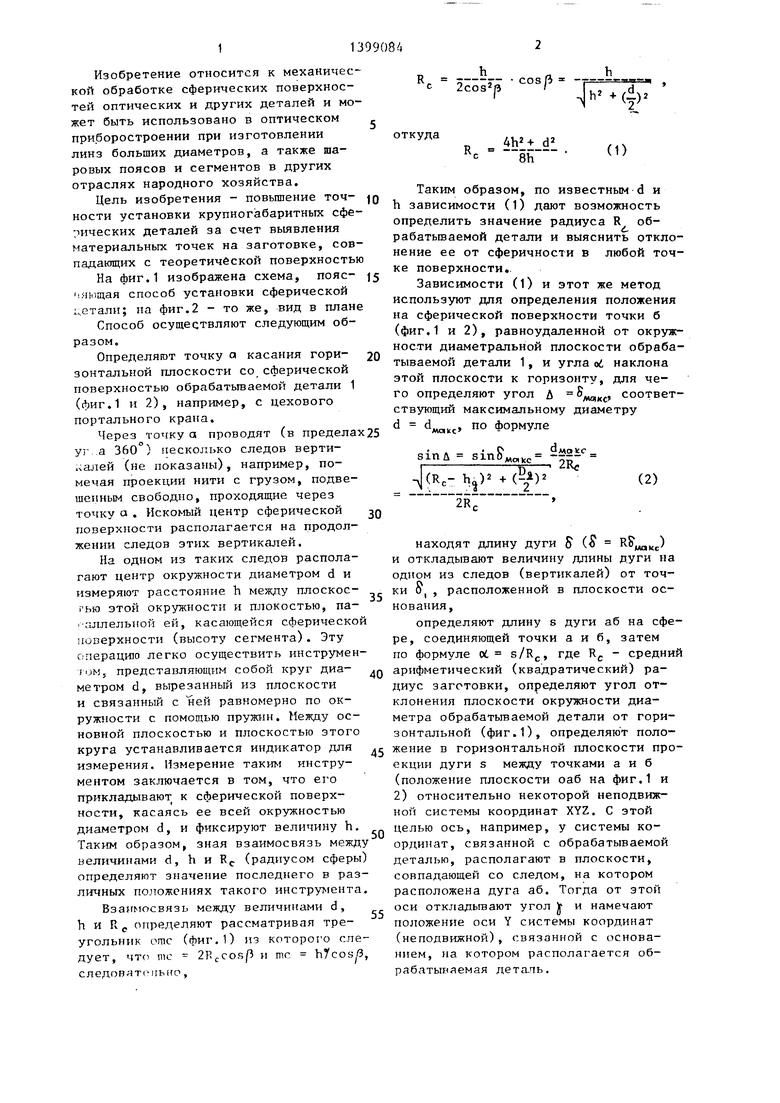
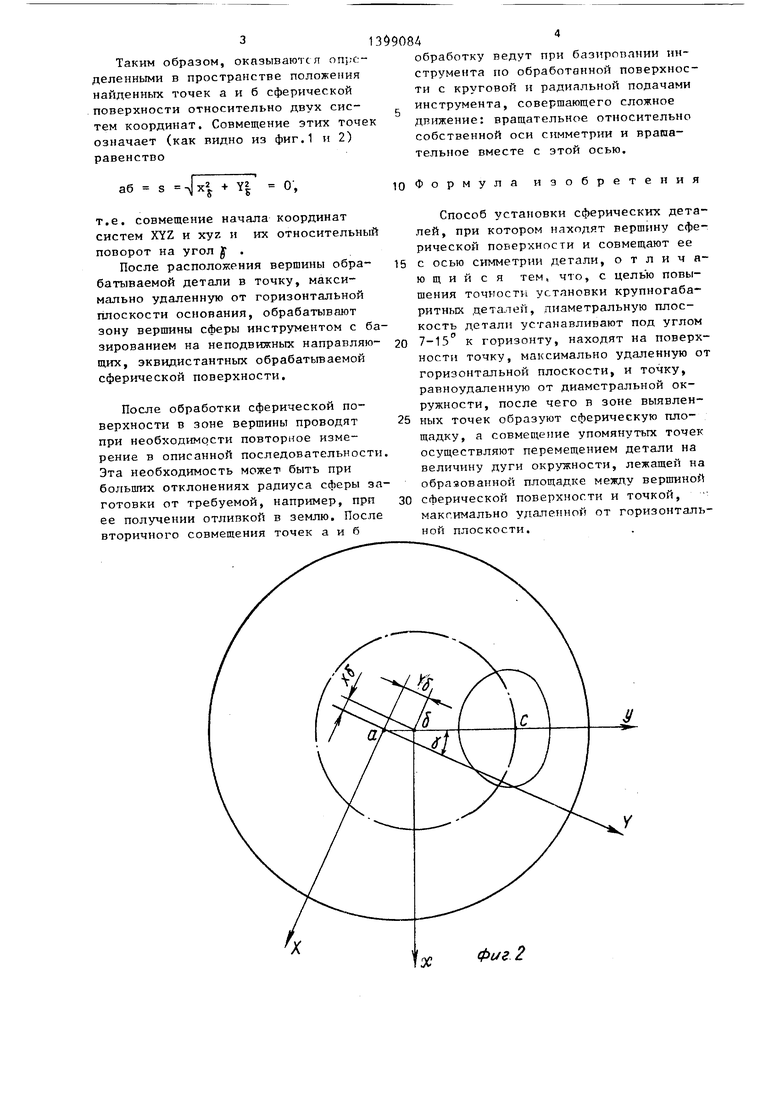
На фиг.1 изображена схема, пояс- 1яющая способ установки сферической .етали; па фиг.2 - то же, вид в плане
Способ осуществляют следующим образом.
Определяют точку а касания гори- зонтальной плоскости со сферической поверхностью обрабатываемой детали 1 (фиг.1 и 2), например, с цехового портального крана.
Через точку а проводят (в пределах уг:-а 360 ) несколько следов вертикалей (не показаны), например, помечая проекции нити с грузом, подвешенным свободно, проходящие через а . Искомый центр сферической поверхности располагается на продолжении следов этих вертикалей.
На одном из таких следов располагают центр окружности диаметром d и измеряют расстояние h между плоскостью этой окружности и шюкостью, па- ч ишельиой ей, касающейся сферической поверхности (высоту сегмента). Эту операцию легко осуществить инструментом, представляющим собой круг диа- метром d, вырезанный из плоскости и связанный с ней равномерно по окружности с помощью пружин. Между основной плоскостью и Плоскостью этого круга устанавливается индикатор для измерения. Измерение таким инструментом заключается в том, что его прикладывают к сферической поверхности, касаясь ее всей окружностью диаметром d, и фиксируют величину h, Таким образом, зная взаимосвязь между величинами d, h и R. (радиусом сферы) определяют значение последнего в раз- Л1гчньгх положениях такого инструмента.
Взаимосвязь между величинами d, h и Rр определяют рассматривая треугольник ото (фиг.1) из которого следует, чт(1 тс - 2F(-cos|3 и тс h7cos/3, следовят(м1ьно,
R, -- г- cos ft с 2cos p
МФ
R,
4Ьг+ d 8h
(1)
Таким образом, по известным d и h зависимости (1) дают возможность определить значение радиуса R об- рабатьшаемой детали и выяснить отклонение ее от сферичности в любой точке поверхности,Зависимости (1) и этот же метод используют для определения положения на сферической поверхности точки б (фиг.1 и 2), равноудаленной от окружности диаметральной плоскости обрабатываемой детали 1, и угла od наклона этой плоскости к горизонту, для чего определяют угол Д мчкс соответствующий максимальному диаметру d d
if, по формуле
sin А вг. (R,- h,)2 +(4)2
, -О
2R7
f-
находят длину дуги 5 ( RS ,) и откладьшают величину длины дуги на одном из следов (вертикалей) от точки 0| , расположенной в плоскости основания,
определяют длину s дуги аб на сфере, соединяющей точки а и б, затем по формуле об s/R, где R - средний арифметический (квадратический) радиус заготовки, определяют угол отклонения плоскости окружности диаметра обрабатьшаемой детали от горизонтальной (фиг.1), определяют положение в горизонтальной плоскости проекции дуги S между точками а и б (положение плоскости оаб на фиг.1 и 2) относительно некоторой неподвижной системы координат XYZ. С этой целью ось, например, у системы координат, связанной с обрабатываемой деталью, располагают в плоскости, совпадающей со следом, на котором расположена дуга аб. Тогда от этой оси откладывают угол jj и намечают положение оси Y системы координат (неподвижной), связанной с основанием, на котором располагается обрабатываемая деталь.
Таким образом, оказываются oni.-c- деленными в пространстве положения найденных точек а и б сферической поверхности относительно двух систем координат. Совмещение этих точек означает (как видно из фиг.1 и 2) равенство
аб S
4+ Yi
О,
т.е. совмещение начала координат систем XYZ и хуг и их относительный поворот на угол у .
После расположения вершины обрабатываемой детали в точку, максимально удаленную от горизонтальной плоскости основания, обрабатывают зону верщины сферы инструментом с базированием на неподвижных направляющих, эквидистантных обрабатьгеаемой сферической поверхности.
После обработки сферической поверхности в зоне вершины проводят при необходимости повторное измерение в описанной последовательности Эта необходимость может быть при больших отклонениях радиуса сферы заготовки от требуемой, например, при ее получении отливкой в землю. После вторичного совмещения точек а и б
обработку ведут при базировании инструмента по обработанной поверхности с круговой и радиальной подачами инструмента, совершающего сложное движение: вращательное относительно собственной оси симметрии и враша- тельное вместе с этой осью.
формула изобретения
Способ установки сферических деталей, при котором находят верщину сферической поверхности и совмещают ее с осью симметрии детали, отличающий с я тем, что, с целью повышения точности установки крупногабаритных деталей, пиаметральную плос
20
кость детали устанавливают под углом 7-15° к горизонту, находят на поверхности точку, максимально удаленную от горизонтальной плоскости, и точку, равноудаленную от диаметральной окружности, после чего в зоне выявленных точек образуют сферическую площадку, а совмещение упомянутых точек осуществляют перемещением детали на величину дуги окружности, лежащей на образованной площадке между вершиной
сферической поверхности и точкой,
максимально удаленной от горизонтальной плоскости.
фиг 2
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1974 |
|
SU500032A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| €h TsYi- .саУТТЬ-tf J | |||
