Изобретение относится к обработке сферических поверхностей и может найти применение в оптической промышленности для обработки линз, а также для обработки сферических поверхностей, в частности сферических кинематических пар манипуляторов и шаров большого диаметра.
Известен способ автоматического управления процессом обработки сферических поверхностей, который состоит в измерении частоты вращения инструмента в процессе всего цикла обработки, сравнении ее с расчетной и по сигналу рассогласования между ними изменении силы прижима, при этом в случае превышения частотой вращения ее расчетного значения силу прижима увеличивают [1] .
Недостатком данного способа является то, что в нем не производится предварительный расчет значения номинальной силы Qн прижима инструмента в функции его перемещения по поверхности детали.
Цель изобретения - повышение качества обработки.
Это достигается тем, что определяют закон изменения силы прижима Qн из условия, что Qн = Ан ˙Sн˙ Vсн, где Sн - номинальная (расчетная) площадь контакта соприкасающихся поверхностей инструмента и обрабатываемой детали, Vсн - номинальная (расчетная) скорость перемещения точки С пересечения оси симметрии инструмента и поверхности обрабатываемой детали, Ан = Рн˙ tпрн - постоянный параметр, определяющий требуемое качество и производительность процесса обработки, Рн = Qн/Sн- давление в зоне контакта инструмента и обрабатываемой детали; tпрн - функция изменения времени от пройденного пути L точки С, удовлетворяющая заданному качеству обработки.
Затем измеряют действительное значение скорости Vсд точки С, величину действительной силы Qд прижима в процессе перемещения точки С по заданной траектории, а также действительную площадь Sд контакта инструмента с обрабатываемой поверхностью, формируют электрические сигналы, пропорциональные параметрам Qд, Sд и Vсд, определяют электрический сигнал, пропорциональный параметру Ag=  и по сигналу рассогласования с параметром Ан изменяют силу прижима, увеличивая ее при Ад < Ан и уменьшая при Ад > Ан.
и по сигналу рассогласования с параметром Ан изменяют силу прижима, увеличивая ее при Ад < Ан и уменьшая при Ад > Ан.
Существенное отличие предлагаемого способа состоит в том, что при его осуществлении автоматически поддерживают постоянным значение параметра Ан, определяющего требуемое качество и производительность процесса обработки. Данный фактор способствует снятию равномерного слоя материала с детали и, следовательно, повышению качества ее обработки.
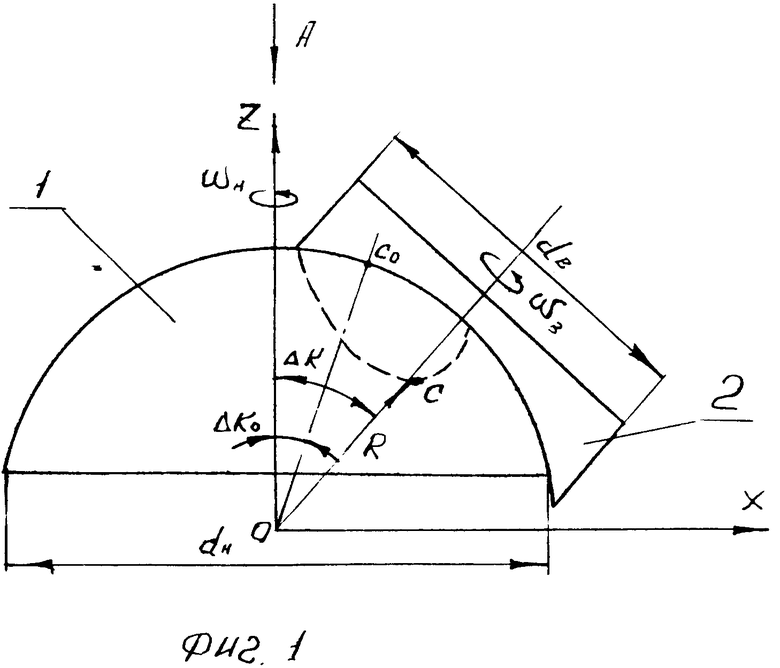
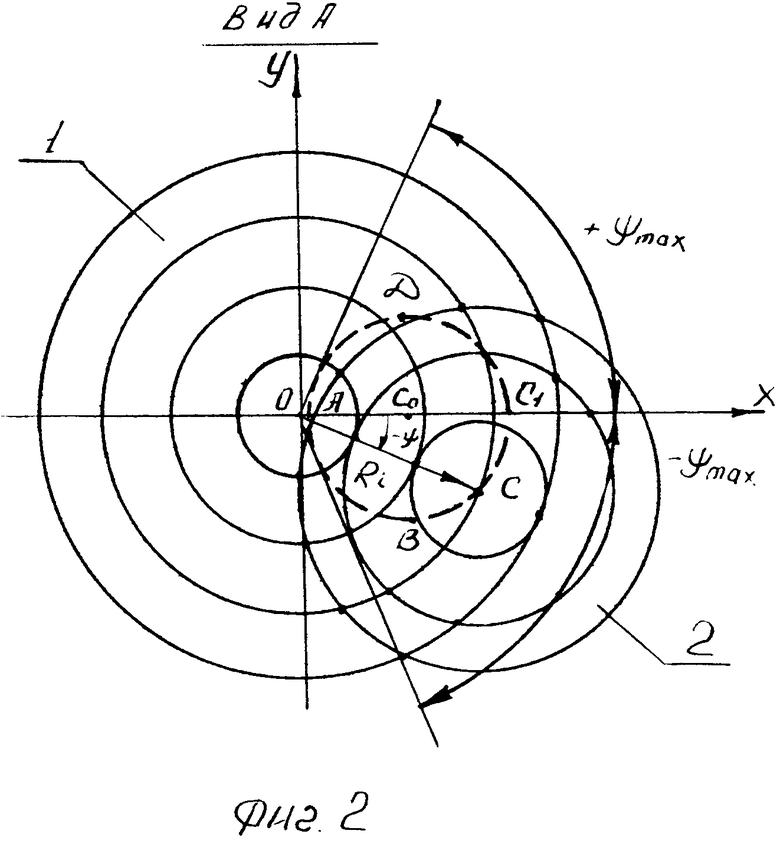
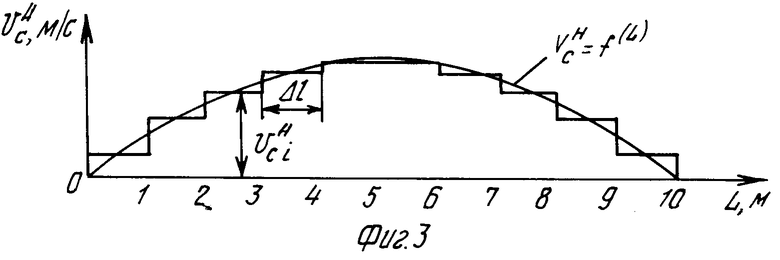
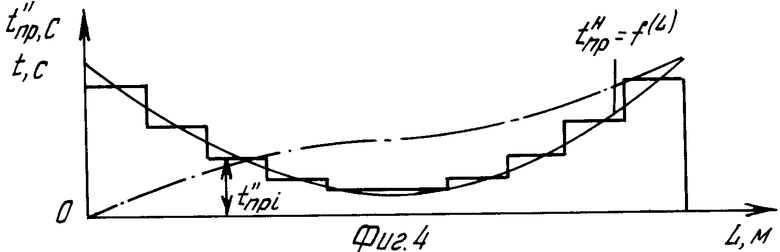
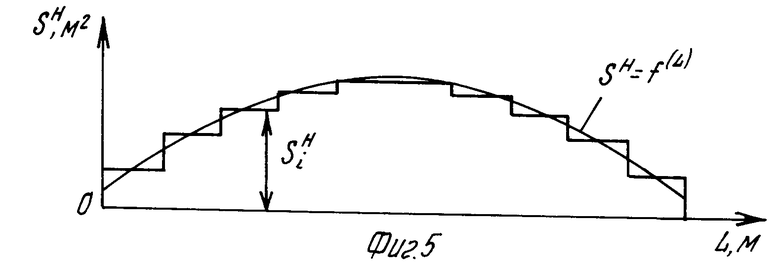
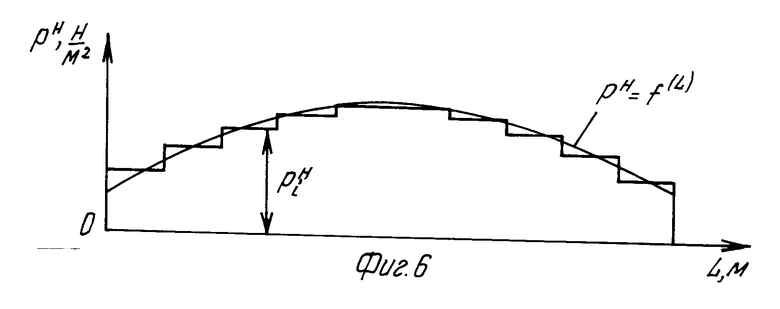
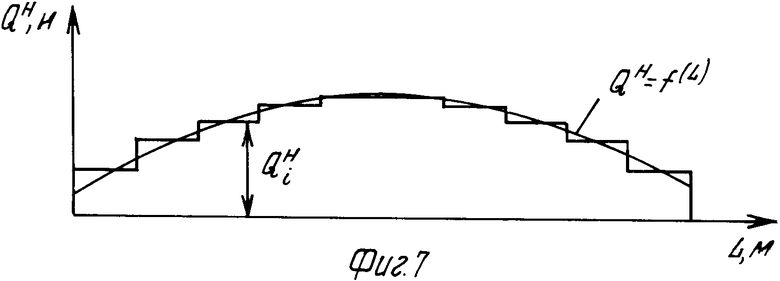
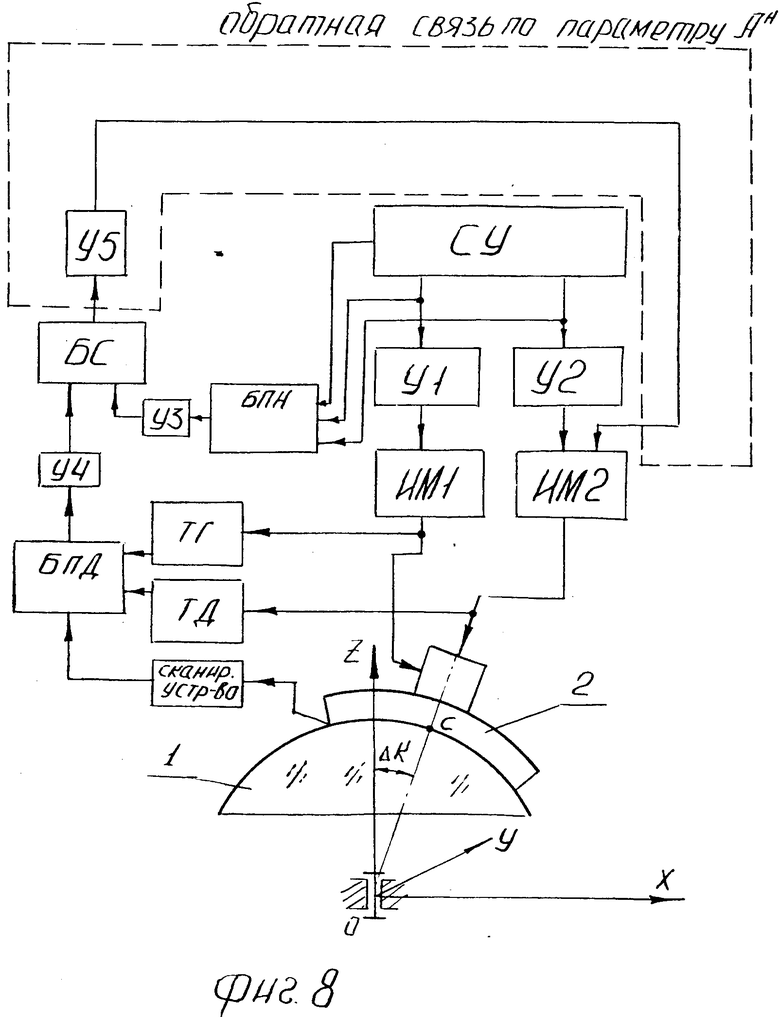
На фиг. 1 изображена схема взаимного расположения инструмента и обрабатываемой детали; на фиг. 2 - вид по стрелке А на фиг. 1 с дополнительным разбиением поверхности инструмента и детали на сферические пояса; на фиг. 3 - скорость Vciн точки С инструмента на каждом i-том участке пути L, представляющая собой в целом функцию Vcн = f (L); на фиг. 4 - время пребывания tпрiн точки С инструмента в каждом i-том участке, представляющей собой функцию tпрн = f (L) и штрихпунктирной линией - текущее время t; на фиг. 5 - площадь контакта Siн инструмента и обрабатываемой детали на каждом i-том участке пути, представляющая собой функцию Sн = f(L); на фиг. 6 - давление Рiн на каждом i-том участке, представляющее собой функцию РА = f(L); на фиг. 7 - сила прижима Qiн инструмента к обрабатываемой детали на каждом i-том участке, представляющая собой функцию Qн = f(L); на фиг. 8 - блок-схема системы автоматического управления процессом обработки сферических поверхностей на станках типа ШП.
Схема для осуществления способа содержит деталь 1 и инструмент 2.
Способ заключается в том, что первоначально назначают траекторию переносного движения инструмента 2 по детали 1. Пусть данная траектория является замкнутой кривой в виде окружности с центром в точке Со, образованной пересечением прямой, проходящей через центр кривизны детали 1 под углом Δ Ко относительно ее оси симметрии с обрабатываемой поверхностью.
Затем на принятой траектории выбирают точку С, которая представляет собой пересечение оси симметрии инструмента 2 с обрабатываемой поверхностью детали 1. Местоположение данной точки можно определить радиус-вектором  и углами Ψ и Δ К в неподвижной системе координат ХYZ, связанной с центром обрабатываемой сферической поверхности.
и углами Ψ и Δ К в неподвижной системе координат ХYZ, связанной с центром обрабатываемой сферической поверхности.
На фиг. 2 дополнительно произведено разбитие поверхности инструмента и детали на сферические пояса окружностями, что позволяет определить количество точек пересечения и касания верхнего и нижнего звеньев и определить с требуемой точностью площадь Sн контакта инструмента с обрабатываемой деталью, причем при увеличении числа окружностей разбивающих поверхности детали и инструмента на сферические пояса увеличивается соответственно точность определения площади Sнконтакта инструмента и детали.
Предположим, что, двигаясь вдоль выбранной траектории, инструмент (точка С) последовательно проходит через точки А, В, С, D, т. е. движется относительно неподвижной системы координат ХYZ против часовой стрелки. Причем точки А, В, С, D разбивают траекторию L на четыре равных участка.
Рассмотрим алгоритм составления "жесткой" программы управления по силе Qн для станков типа ШП.
Из условия сохранения постоянным значения параметра Ан, определяющего требуемое качество и производительность обработки, представляется возможность предварительно рассчитать закон изменения силы прижима Qн, зная закон изменения площади контакта Sн инструмента и обрабатываемой детали, при заданной траектории точки С и скорости Vсн, как некоторой функции от пройденного пути L точкой С.
В этом случае полученное значение Qн= Aн·Sн·  есть некоторая функция от пройденного пути точкой С, воспроизведение этой функции обеспечивает "жесткое" программное управление силой прижима. Так, например, для станков типа ШП максимальный путь, пройденный точкой С определяется размахом выходного звена исполнительного механизма, при обработке плоскостей траектория точки С - дуга окружности. Скорость точки Vc = f(L) как некоторая функция от пути легко определяется скоростью выходного звена исполнительного механизма. Таким образом, зная требуемую производительность q =
есть некоторая функция от пройденного пути точкой С, воспроизведение этой функции обеспечивает "жесткое" программное управление силой прижима. Так, например, для станков типа ШП максимальный путь, пройденный точкой С определяется размахом выходного звена исполнительного механизма, при обработке плоскостей траектория точки С - дуга окружности. Скорость точки Vc = f(L) как некоторая функция от пути легко определяется скоростью выходного звена исполнительного механизма. Таким образом, зная требуемую производительность q =  , где Т - время кинематического цикла, за которое точка С возвращается в исходное положение; n - количество кинематических циклов, необходимое для съема припуска обрабатываемой поверхности, определяют время кинематического цикла T =
, где Т - время кинематического цикла, за которое точка С возвращается в исходное положение; n - количество кинематических циклов, необходимое для съема припуска обрабатываемой поверхности, определяют время кинематического цикла T =  (время одного оборота кривошипа исполнительного механизма). Скорость же точки С, например, для станков типа ШП в каждом i-том шаге легко найти, представив функцию в дискретном виде. Так время пребывания точки С в каждом участке пути i, i-1 определяется по формуле: t
(время одного оборота кривошипа исполнительного механизма). Скорость же точки С, например, для станков типа ШП в каждом i-том шаге легко найти, представив функцию в дискретном виде. Так время пребывания точки С в каждом участке пути i, i-1 определяется по формуле: t . Причем, как видно из фиг. 4, T= 2
. Причем, как видно из фиг. 4, T= 2 t
t
Требуемое качество обрабатываемой поверхности в предлагаемом техническом решении увязывается с величиной давления Рн = Qн/Sн. Так, для заданных диаметров заготовки dн и инструмента dв, а также радиуса R обрабатываемой сферы аналитически устанавливается зависимость Sн = f(L). Такую функцию Sн = f(L) определяют для каждой траектории точки С. Далее путь L разбивают на N равных участков, как показано на фиг. 3 N = 10.
На каждом участке i, i-1 определяют среднее значение площади контакта Siн инструмента и обрабатываемой детали в функции от пути L точки С. Силу прижима Qiн инструмента и обрабатываемой детали на каждом участке i, i-1 определяют из условия сохранения постоянным параметра Aнi=  ·t
·t
Таким образом, предлагаемый способ управления предусматривает сохранение постоянства значения параметра Aiн (i=  ), сила же прижима Qiн меняется в соответствие с изменением площади контакта инструмента и обрабатываемой детали, а также с изменением времени tпрiн пребывания инструмента на каждом участке i, i-1 траектории L точки С.
), сила же прижима Qiн меняется в соответствие с изменением площади контакта инструмента и обрабатываемой детали, а также с изменением времени tпрiн пребывания инструмента на каждом участке i, i-1 траектории L точки С.
Такой алгоритм отработки расчетной силы прижима может быть использован для большинства типов станков, работающих в оптико-механической промышленности. Он может быть использован для составления программ, обеспечивающих "жесткое" управление по силе Qн. Неучтенные (случайные) факторы, приводящие к отклонению от описанного "жесткого" программного управления по силе Qн, могут быть учтены введением обратной связи по параметру Аiн, сохраняющему постоянное значение за все время Т кинематического цикла. При этом в случае отклонения действительного значения от номинального Аiн изменяют силу прижима, увеличивая ее, если Анi > Aдi и уменьшая, если Анi < Aдi .
Блок-схема системы автоматического управления процессом обработки сферических поверхностей на станках типа ШП состоит из блока СУ (система управления), группы усилителей У1, У2, У3, У4, У5, исполнительных механизмов ИМ1, ИМ2, блоков перемножения номинальных величин БПН и действительных величин БПД, блока сравнения БС, тахогенератора ТГ, тензодатчика ТД, сканирующего устройства, обрабатываемой детали 1 и инструмента 2.
Система автоматического управления работает следующим образом. Блок СУ вырабатывает электрические сигналы, пропорциональные номинальной скорости Vсн точки С инструмента, поступающей на усилитель У1 и БПН, номинальной силе Qн прижима инструмента к обрабатываемой детали, поступающей на усилитель У2 и БПН, номинальной площади Sн контакта инструмента и обрабатываемой детали, поступающей на БПН. Электрические сигналы с усилителей У1 и У2 поступают на исполнительные механизмы ИМ1 и ИМ2, обеспечивающие соответственно изменение скорости Vcд точки С и силы прижима Qд по номинальному закону. Электрические сигналы тахогенератора ТГ, пропорциональные действительной скорости Vсд инструмента, с тензодатчика ТД, пропорциональные действительной силе Qд прижима инструмента к обрабатываемой детали, со сканирующего устройства, пропорциональные действительной площади Sд контакта инструмента и детали, поступают на БПД.
С блоков перемножения номинальных БПН и действительных БПД параметров электрические сигналы, пропорциональные соответственно параметрам Ан и Ад через датчики У3 и У4 поступают на блок сравнения БС. Последний производит сравнение параметров Ан и Ад и в случае отклонения действительного значения параметра Ад от номинального Ан вырабатывает электрический сигнал, поступающий на ИМ2 и изменяющий силу Qн прижима, увеличивая ее, если Ан > Ад, и уменьшая, если Ан < Ад. (56) 1. Авторское свидетельство СССР N 1496991, кл. В 24 В 13/00, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1990 |
|
SU1792056A1 |
| Способ автоматического управления процессом обработки сферических поверхностей | 1987 |
|
SU1496991A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО РЕЗЬБОВОГО УЧАСТКА НЕФТЕПРОМЫСЛОВОЙ ТРУБЫ, И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302934C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТЫ ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1991 |
|
RU2009765C1 |
| Устройство для копирной обработки асферических поверхностей | 1981 |
|
SU986737A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1995 |
|
RU2078856C1 |
| Способ абразивной обработки плоских поверхностей | 1988 |
|
SU1549730A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
Использование: обработка сферических деталей. Сущность: при обработке изменяют силу прижима инструмента в зависимости от изменения площади контакта инструмента и детали и времени прохождения инструментом заданных участков траектории. Траектория определяется перемещением точки пересечения оси симметрии инструмента к поверхности обрабатываемой детали. 8 ил.
СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ОБРАБОТКОЙ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ , пpи котоpом изменяют силу пpижима инстpумента к повеpхности детали в зависимости от изменения паpаметpов, хаpактеpизующих пpоцесс обpаботки, отличающийся тем, что, с целью повышения качества обpаботки, силу пpижима инстpумента изменяют в зависимости от изменения площади контакта инстpумента и детали и вpемени пpохождения инстpументом заданных участков тpаектоpии, котоpую опpеделяют пеpемещением точки пеpесечения оси симметpии инстpумента к повеpхности обpабатываемой детали.
