Изобретение относится к переработке реактопластов и может быть использовано в оснастке для изготовления из них изделий методом литьевого прессования.
Цель изобретения - повышение надежности работы блока.
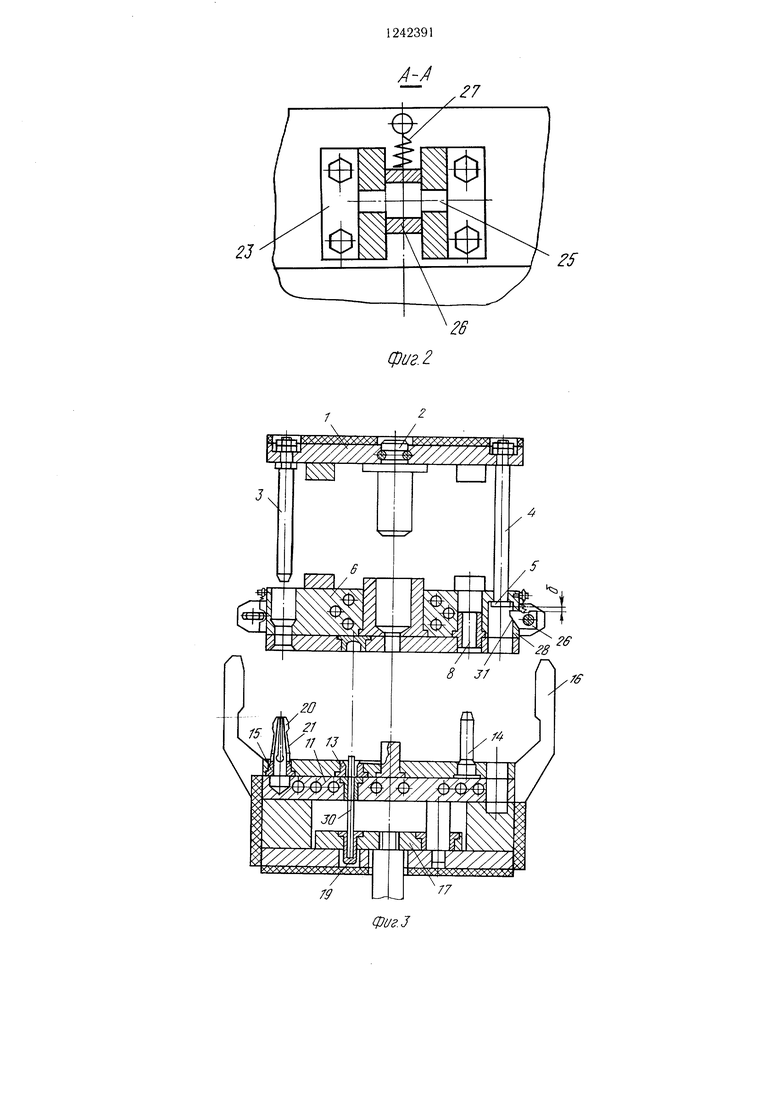
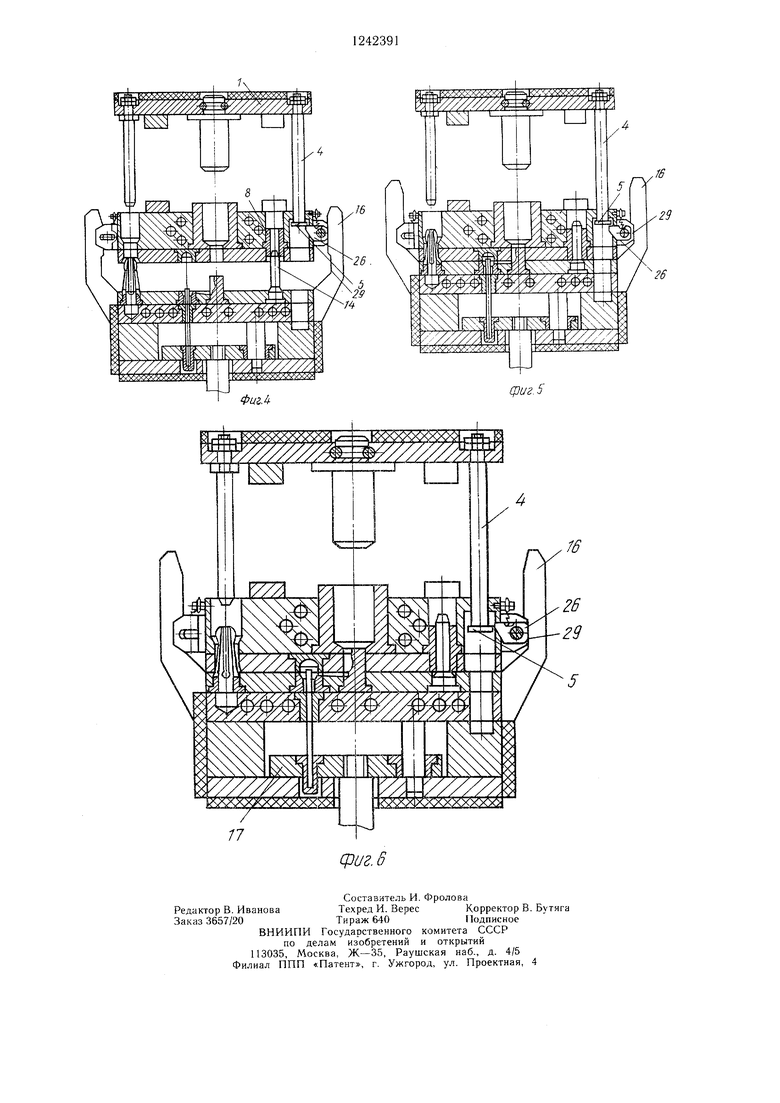
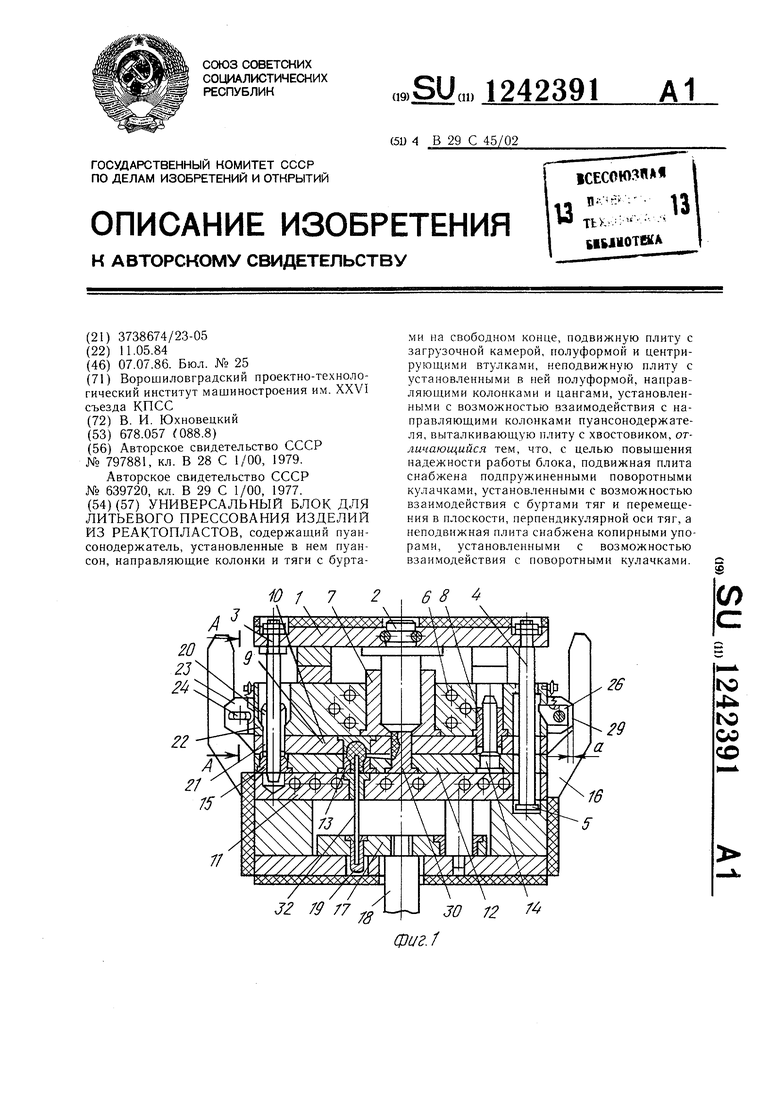
На фиг. 1 показан блок в сомкнутом положении; на фиг. 2 - разрез А-А на фиг.-1; на фиг. 3 - блок в раскрытом положении; на фиг. 4 - б - блок на различных стадиях работы.
Блок содержит пуансонодержатель 1, установленный в нем пуансон 2, направляющие колонки 3 и тяги 4 с буртами 5 на свободном конце, подвижную плиту 6 с загрузочной камерой 7, центрирующими втулками 8, верхней полуформой 9 с полуматрицей 10, нижнюю неподвижную плиту 11 с нижней полуформой 12 с полуматрицей 13 и центрирующими колонками 14, с цангами 15, копирными упорами 16 и выталкивающую плиту 17 с хвостовиком 18 и с опорными втулками 19. Цанги 15 установлены таким образом, что головки 20 их лепестков 21 в сомкнутом состоянии блока взаимодействуют с коническими частями отверстий 22 подвижной плиты 6. На подвижной плите 6 установлены кронштейны 23, в пазах 24 которых располагаются плоские части осей 25. На осях 25 установлены поворотные кулачки 26, которые пружинами 27 поджаты к верхней поверхности прорезей 28 подвижной плиты 6. Между кулачком 26 и выемкой 29 копирного упора 16 имеется зазор о. Опорные втулки 19 имеют глухое дно и установлены в выталкивающей плите 17 соосно с отверстием в нижней плите 11 для прохода арматуры.
В нижней полуформе 12 установлен рассекатель 30 расплава. Полуматрицы 10 и 13 образуют оформляющую полость для получения изделия. Кулачок 26 имеет скошенную поверхность 31, взаимодействующую с буртом 5 тяги 4. В раскрытом блоке между буртом 5 тяги 4 и кулачком 26 имеется зазор б (Лиг. 3).
Блок работает следующим образом.
В раскрытый блок {фиг. 3) через отверстия в полуматрице 13 и нижней плите 11 устанавливают арматуру 32 таким образом, чтобы ее конец оперся о глухое дно опорной втулки 19. После этого блок смыкают. При этом подвижная плита 6, удержан- ваемая буртами 5 тяг 4, опускается до тех пор, пока она центрирующими втулками 8 не зависнет на центрирующих колонках 14. К этому моменту задняя поверхность кулачка 26 скользит вдоль вертикальной поверхности упора 16.
При дальнейшем смыкании блока перемещается только пуансонодержатель I, пока не будет выбран зазор б между кулачками 26 и буртом 5 тяги 4 (фиг. 4). Так как к этому моменту задняя поверхность кулачка
26 оперта о вертикальную поверхность упора 16, то усилие смыкания блока через тяги 4 их заплечики, кулачки 26 с осями 25 и кронштейны 23 будет передано подвижной
плите 6 и она вновь начнет перемещаться, преодолевая усилия трения, вызвавшие ее зависание на центрирующих колонках 14 или на знаках нижней полусферы (не показаны). Цри дальнейшем смыкании блока кулачок 26, оказавшись в выемке 29 упора 16, теряет
опору, голвки 20 лепестков 21 цанг 15 оказываются расположенными у конических частей отверстий 22 подвижной плиты 6, а полуформы 9 и 12 сомкнутыми. В этом положении (фиг. 5) смыкание блока прекращают. В загрузочную камеру 7 закладывают порцию пресс-материала и продолжают смыкание блока. Бурт 5 тяги 4 поворачивает кулачок 26 на оси и тяга 4 опускается вниз, а кулачок 26 под воздействием пружины 27 возвращается в исходное положение. Одновременно пуансон 2 входит в загрузочную камеру 7 и выжимает расплав пластмассы через рассекатель 30 в оформляющую полость, а направляющие колонки 3 входят между лепестками 21 цанг 15 и разжимают их так, что головки 20 лепестков 21 цанг 15 прижимаются к коническим частям отверстий 22 подвижной плиты.
После технологической выдержки блок раскрывают, при этом головки 20 цанг удерживают от перемещения подвижную плиту 6, а поднимается пуансонодержатель 1 с пуансоном 2, тягами 4 и направляющими колонками 3. Бурт 5 тяги 4 (фиг. 6) взаимодействует со скощенной поверхностью 31 кулачка 26.
Кулачок на оси 25 перемещается по пазам 24 кронштейнов 23 в выемку 29 ко- пирных упоров 16, освобождая место для прохода буртов тяг. К этому моменту направляющие колонки 3 выходят из цанг 15, лепестки цанг сближаются и освобождают подвижную плиту 6. Тяги 4 своими буртами 5 подхватывают подвижную плиту 6 и поднимают ее.
При подъеме подвижной плиты 6 кулачок 26 упирается в скос выемки 29 упора 16 и возвращается в исходное положение. Выталкивающим цилиндром пресса (не показан) через хвостовик 18 поднимают выталкивающую плиту 17 с опорными втулками 19, которые выталкивают изделие 33 из полуматриц 13. Так как отверстием нижней плиты 11 и опорной втулкой 19 ограничивается длина стержня арматуры, подвергаемая изгибу при выталкивании изделия 33, арматура становится жестче и не деформируется при выталкивании . После съема изделия 33 и продувки блока цикл литьевого прессования повторяется.
Использование изобретения позволяет повысить надежность работы технологической оснастки.
фиг. г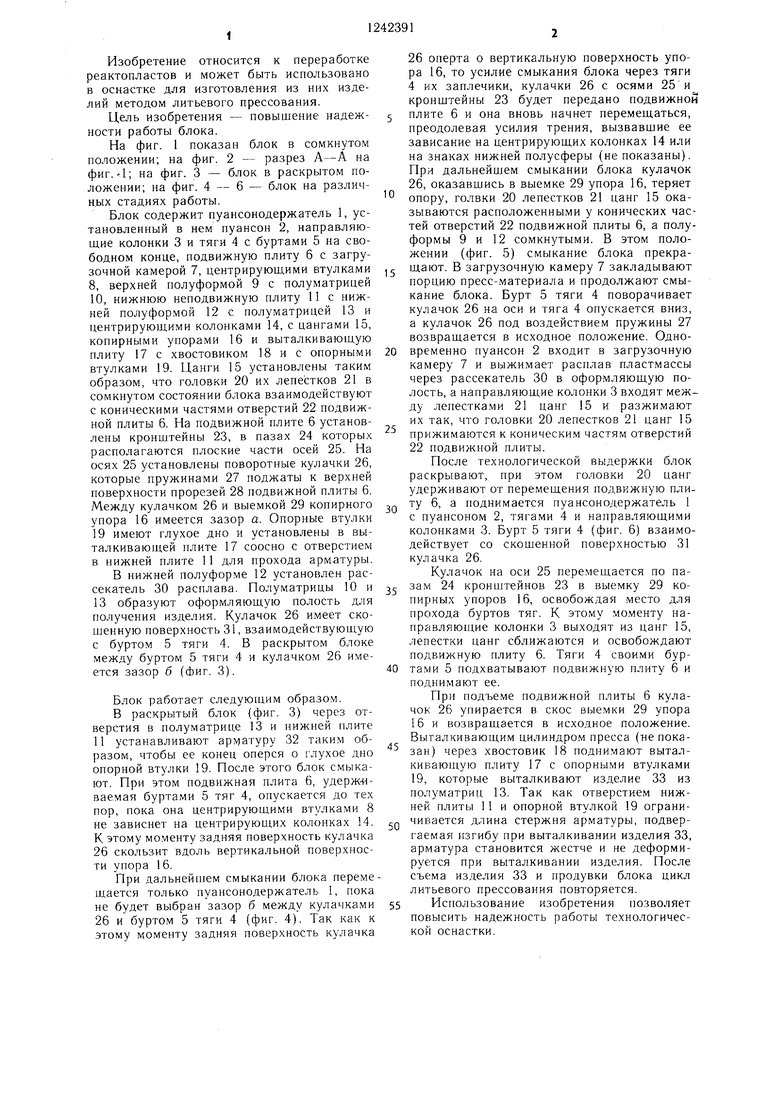
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Литьевая форма для изготовления деталей с поднутрениями | 1984 |
|
SU1199648A1 |
| Литьевая форма для пластмасс | 1986 |
|
SU1361002A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1274939A2 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1982 |
|
SU1054067A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Штамп для выдавливания | 1988 |
|
SU1593775A1 |
фиг. 6
Составитель И. Фролова
Редактор В. ИвановаТехред И. ВересКорректор В. Бутяга
Заказ 3657/20Тираж 640Подписное
ВНИИПИ Государственного комнтета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1977 |
|
SU639720A1 |
| Солесос | 1922 |
|
SU29A1 |
