Изобретение относится к металлургии, в частности к разработке способов получения высокопрочного чугуна (ЧШГ и ЧВГ).
Цель изобретения - увеличение степени усвоения сфероидизирующих эле- ментовS снижение расхода модификатора при сохранении уровня свойств модифицированного чугуна,
Изобретение иллюстрируется примерами конкретного выполнения.
Выбор реркимоБ и параметров операций в предлагаемом способе заключается в следующем,
Неполное заполнение тигля печи (при предварительном отборе 20-50% расплава) при указанной мощности индуктора позволяет резко интенсифицировать движение имеющегося жидкого металла на зеркале ванны за счет изменения характера движения расплава и значительного увеличения высоты мениска, образующегося от воздействия электромагнитных сил, в результате чего резко ускоряется {в 3-10 раз) растворение присадки и обеспечивается необходимая полнота усвоения элемен- тов сфероидизаторов из нее и заданная форма графита в чугуне.
Заполнение тигля до нужной величины обеспечивается предварительным отбором части исходного расплава, которая затем возвращается снова в печь после полного растворения сфероидизирующей присадки, или соазу выплавкой необходимого количества металла из шихты, что, с точки зрения экономики плавки, не всегда рационалЬ|НО из-за больших потерь электроэнергии при плавке в неполной печи. Количество присадки дается с учетом общей массы получаемого чугуна,
Минимальньй отбор металла 0,2 объема тигля или верхний предел степени наполнения тигля обусловлен началом резкого увеличения скорости движения металла на зеркале ванны за счет изменения его уровня по отнощению к индуктору. Заполнение .тигля более 0, номинального объема приводит к ослаблению интенсивности перемешивания верхних слоев металла и, следовательно, к низкому усвоению сфероидизиру- ющих элементов из лигатур.
Максимальный отбор металла (0,5 обема) или нижний предел наполнения тиля ограничен необходимым минимальным объемом металла, способг-шм растворит
всю присадку с минимальными потерями на угар элементов и при смешении с исходным чугуном (в случае предварительного отбора части металла), обеспечить получение заданной (вермику- лярной или шаровидной) формы графита а также условиями эксплуатации электрической части печи и сохранности футеровки тигля.
Мощность электрического тока, подводимого к индуктору, равная 0,70- 0,95 от номинальной мощности трансформатора электропечи, обеспечивает интенсивное движение металла на зеркале ванны и соответственно быстрое 1
растворение присадки, что.предотвращает ;угар РЗМ и магния и обеспечивает стабильное получение графита заданной формы.
Нижний предел (0,70) подводимой мощности при обработке расплава присадкой обусловлен минимально необходимым уровнем, обеспечивающим инт-ен- сивное движение металла на зеркале ванны. При подводе меньшей мощности движение металла резко замедляется и не обеспечивает быстрого рас гворе- ния присадки,
Верхний предел (0,95) подводимой мощности- ограничен электрическими характеристиками промышленных печей и использовать большую мощность, как правило, просто невозможно.
Выдеойска расплава в течение 2-20 мин после растворения сфероиди- зирующей присадки пт)И выключенном индукторе способствует более полному удалению из него неметаллических (шлаковых) включений, являющихся продуктами рафинирования металла в результате взаимодействия сфероиди зирующей присадки с расплавом.
Минимальное время этой гомогенизирующей выдержки (2 мин) выбрано из условий долноты протекания процес са коагуляции и всплывания на поверхность ванны большей части шлаковых частиц с образованием слоя шлака. Это время достаточно для обоих вариантов обработки, т.е, как с добавлением части предварительно отлитого исходного расплава, так и, естественно, без такой доливки.
Верхний предел длительности выдержки ограничен началом интенсификации процесса окисления элементов-сфероиди заторов из расплава за счет взаимодействия с футеровкой и кислородом воз-
духа с зеркала ванны благодаря естественному конвективному движению металла в тигле.
Предлагаемый способ позволяет по- лучать высокопрочный чугун как с вер- микулярным так и с шаровидным графитом, что достигается применением соответствующих присадок: РЗМ или магний- содержащих лигатур.
Исходная температура чугуна выбирается такой, чтобы обеспечить требуемую температуру заливки чугуна в литейные формы с учетом догрева при растворении присадки и потерь при вы- держке в печи, переливе в разливочный ковш и вьщержки в нем, связанной с проведением необходимых операций пере заливкой металла в форму.
Исходный чугун плавили в 8- и 25-тонных тигельных печах LFD-8 и на шихте, состоящей из чушковых чугунов, чугунного лома и ферросплавов. Для получения высокопрочного чугуна с веомикулярным гоафитом при- меняли РЗМ-.содержащую лигатуру марки ФСЗОРЗМЗО (ТУ 14-5-136-81) в количестве 0,8-1,0%,
Шаровидную форму графита (при обработке в 8-тонных печах) получа- ли с помощью лигатуры ЖКЖ-6 (ТУ 14-5-39-80), расход которой составил 2,5-3% от массы получаемого чугуна.
Лигатуры в виде кусков 30-150 мм вводили на зеркало металла в тигель печи при различном количестве предварительно отобранного жидкого чугуна или различной степени наполнения тигля. Перед вводом лигатуры чугун доводили до нужной температуры (для чугуна с вермикулярным графитом 1300- , для чугуна с шаровидным графитом 1360-1380°С), печь выключали и часть чугуна отливали в разливоч- ный ковш. Затем загружали лигатуру и включали печь, подавая на индуктор мощность, равную 0,70-0,95 от номинальной .мощности трансформатора (например, 6-9 ступень трансфоомато- ра 8-тонной печи). После полного растворения лигатуры печь выключали, доливали предварительно отлитым чу
0 5
о
Q .
5
Гуном и выдерживали в течение 2-20 ьшн (магниевый чугун с шаровид 1ым графитом 2-10 мни) для удаления в шлак продуктов взаимодействия лигатуры с жидким чугуном. Затем скачивали образовавшийся шлак, и чугун сливали в разливочный ковш, на дно которого давали дробленый 75%-Hbni ферросилиций в количестве 0,4-0,6%.
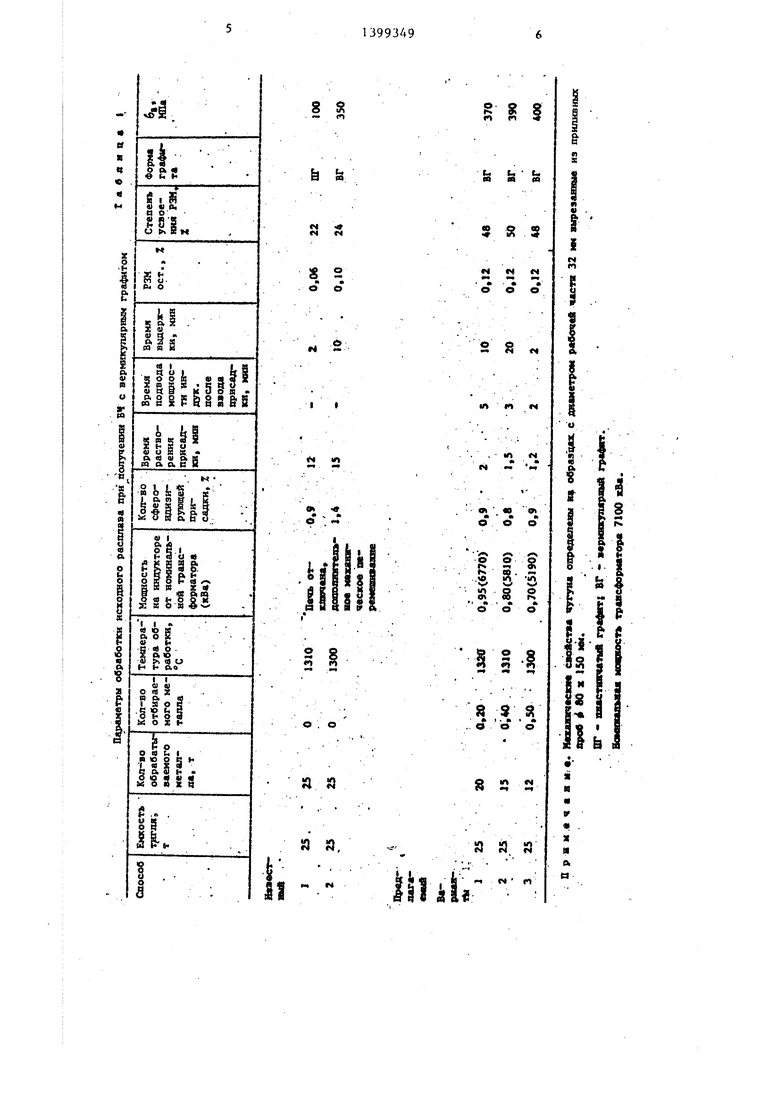
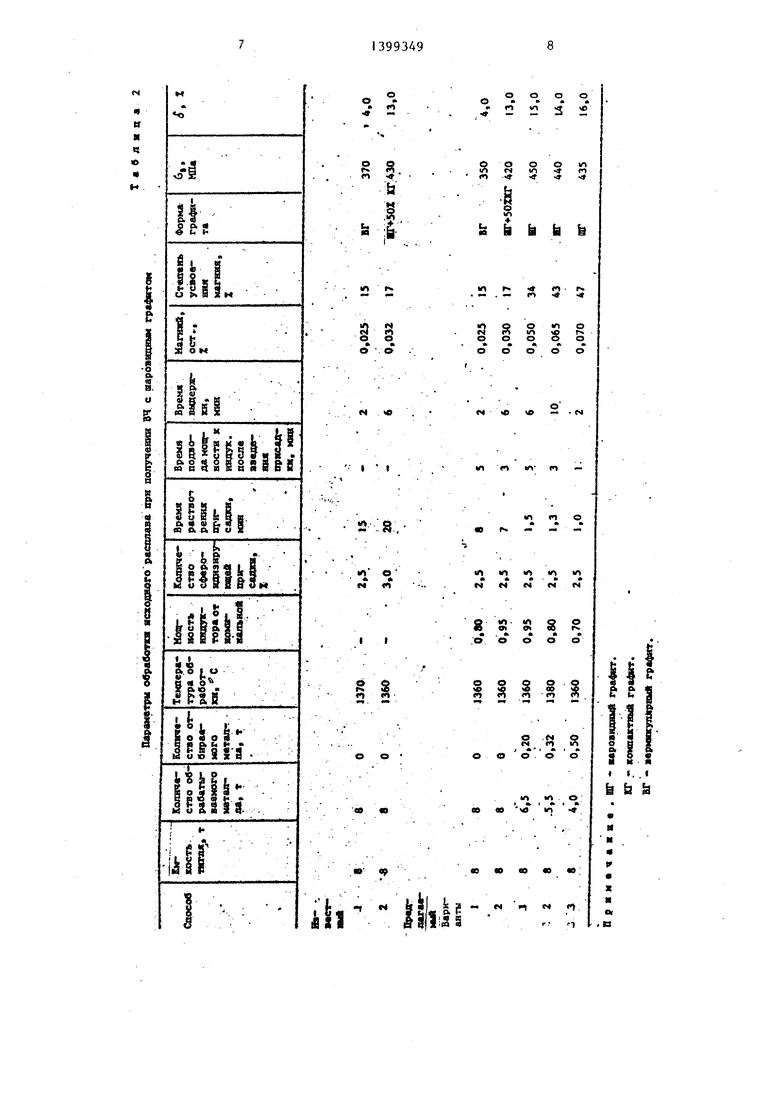
Параметры обработки, химический состав и механические свойства полученных чугунов приведены в табл.1 и 2.
Как видно из данных табл. 1, обработка расплава в полном соответствии с предлагаемым способом обеспечивает увеличение степени усвоения в расплаве элемента сфероидизатора в 2-2,8 раза, а также снижение расхода модификаторов на 20-40%.
Формула изобретения
1.Способ получения высокопрочного чугуна, включающий выплавку чугуна исходного состава в тигле индукционной печи, присадку сфероидизато- ров на зеркало расплава, выпуск рас; плава чугуна в ковш с предварительно .введенными на его дно графитизирующи - ми присадками , отличающийся тем, что, с целью увеличения степени усвоения сфероидизирующих элементов, снижения расхода модификатора при сохранении уровня свойств модифицированного, чугуна, перед обработкой сферо- идизирующими присадками печь отключают, отбирают жидкий чугун в количестве 0,2-0,5 От номинальной емкости тигля, а в оставшийся в тигле печи металл вводят сАероидизирующие присадки, включают печь на 1-5 мин при подводимой мощности к ин,пуктору, равной 0,7-0,95 от номинальной мощности трансформатора, затем в тигель возвращают ранее отлитый расплав чугуна и осуществляют выдержку жидкого чугуна 2-20 мин при выключенной печи.
2,Способ по п, 1, отличающийся тем, что при использовании в качестве сфероидизатора магнийсо- держащей лигатуры выдержку расплава перед выпуском проводят 2-10 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2013 |
|
RU2542041C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО ЧУГУНА | 2012 |
|
RU2515160C1 |
| Способ получения чугуна | 1990 |
|
SU1774956A3 |
| Способ получения чугуна с шаровид-НыМ гРАфиТОМ | 1979 |
|
SU836119A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2018 |
|
RU2697136C1 |
| Способ получения чугуна с шаровидным графитом | 1990 |
|
SU1740427A1 |
| Способ изготовления отливок из чугуна с шаровидным графитом | 1978 |
|
SU865917A1 |
| Способ получения высокопрочного чугуна | 1988 |
|
SU1638173A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
Изобретение относится к металлургии и может быть использовано при получении вэ1сокопрочного чугуна. Цель изобретения - увеличение степени усвоения сфероидизирующих элементов, снижение расхода модификатора при сохранении уровня свойств чугуна. Предложенный способ включает выплавку чугуна исходного состава в тигле индукционной печи, переключение печи, отбор жидкого чугуна в ковш в количестве 0,2-0,5 номинальной емкости тигля, присадку в оставшийся расплав сфероидизирующей присадки, включение печи на 1-5 мин при подводимой мощности к индуктору печи, равной 0,7-0,95 от номинальной мощности трансформатора, возврат в тигель печи ранее отлитого расплава чугуна и выдержку жидкого металла 2-20 мин при выключенной печи. Растворение сфероидизирующей присадки при заполнении тигля печи на О,5-0,8 его, номинальной емкости, подвод к печи в этот момент мощности 0,7-0,95 от номинальной мощности трансформатора обеспечивают повышение степени усвоения сфероидизирушщего элемента в 2-2,8 раза, а также сокращение расхода модификатора на 20-40%. 1 з.п. ф-лы, 2 табл. g (Л САЗ СО со со
llhii
« а
т ч ю м и .
ег
U N я
L
I и
г
ii ||й
м н ч м Б б
шш
g
а ч 0) и я КЗ а о R и
ig|||k: 1 и О 9 В н
,LS
ill
||К
Ч i
о 3 о а
eiii-8
Иь..
1|111. .
ь «V
ku
2
о о о о
« п «о о
д о оо о ш
,.
s
Йу м
М.
:s
:| is ЬУia k
t. Ю f
. . 4
и iq ро«о о
С . Сч in1Л О Г
о О Ооо О
(.
.о . о ооо о
( .
C. М ve2.«ч
1 - «П м1Л «о
.«о«п о
о .«« .
.. Н., «о г,««
о irt in1Л1Л 1Л
8«-«ло о
О1(А8 Г«
I . О. ооо о
0 о ооо . о
« Ю Ч
ft fi0 ),
Oi
t
о
о .NQ
СЧ «9in
J - I I «
о о о . оо
8
3 §8 (. I
ёЬ ё
«в
«
м
в 0
SLi - 1 f я llsss,.. ,-,
м
N
«
V ж
М
о
в
| Справочник по чугунному литью | |||
| Под ред | |||
| Н.Г | |||
| Гиршова, Л.: Машиностроение, 1978, с | |||
| Катодное реле | 1921 |
|
SU250A1 |
| Попов В.М | |||
| и др | |||
| Технологические особенности модифицирования чугуна цериево-иттриевым силикомиюметаллом | |||
| Литейное производство, 1974, № 10, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
