о 00
Изобретение относится к обработке металлов давлением и предназначено для использования при формовке деталей на про- филегибочном оборудовании.
Цель изобретения - повышение надеж- ности и точности работы клети, а также качества изготавливаемых профилей.
На фиг. 1 показана рабочая клеть про- филегибочного стана; на фиг. 2 - механизм перемещения верхнего формующего диско- вого элемента; на фиг. 3 - профильный дисковый элемент, закрывающий калибр, и механизм его перемещения; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - механизм перемещения верхнего вала рабочей клети; на фиг. 6 - схема управления электродвига- телями.
Рабочая клеть профилегибочного стана содержит фор.мущие дисковые элементы 1 и 2, установленные при помощи подщипнико- вых 3 и 4 и гаек 5 на регулировочных втулках 6 и 7. Крутящий момент формующим дисковым элементам 1 и 2 передается от валов 8 и 9 через щпонки 10 и II и крыщки 12 и 13, жестко закрепленные на элементах 1 и 2 болтами 14. Регулировочные втулки 6 и 7 жестко соединены болтами 15 с рабочими дисками 16 и 17 и свободно установлены вместе с ними при помощи втулок 18 на валах 8 и 9.
Осевое перемещение рабочих дисков 16 и 17 обеспечивается при помощи взаимодействия установленных в них шариков 19 качения с к(хтьцевыми клиновидными выступами 20 расположенными на внутренних поверхностях регулировочных дисков 21 и 22 и фиксирующих кольцевых скоб 23 и 24, ко- торые жестко связаны при помощи болтов 25 с регулировочными дисками 21 и 22, Последние установлены на валах 8 и 9 посредством втулок 26 с возможностью свободного вращения, а от осевого смещения зафиксиро- ваны болтами 27 и 28 с гайками 29 и буртами 30, крутящий момент дискам 21 и 22 передается через выполненные на них зубчатые венцы от щестерен 31 и 32, связанных при по.мощи муфт 33 с шаговыми электродвигателями 34 и 35, установленными на ста- нине 36.
Профильный дисковый элемент 37, закрывающий калибр, установлен на регулировочной втулке 6 с возможностью осевого перемещения и связан с формующим дисковым элементом 1 при помощи направляющих щпилек 38, втулок 39 и возвратных пружин 40. Осевое перемещение профильного элемента 37, выполняющего одновременно функции рабочего диска механизма перемещения, обеспечивается путем взаимодейст- ВИЯ расположенных на его внешней поверхности кольцевых клиновидных выступов 41 с щариками 42 качения, закрепленными в
регулировочном диске 43, установленном с возможностью свободного вращения на регулировочной втулке 6 и взаимодействующем с опорным диском 44 путем контакта шариков 42 качения с кольцевой канавкой, выполненной на его поверхности. Опорный диск 44 установлен на регулировочном диске 43 посредством втулки 45, кольца 46, гаек 47 и связан с формующим дисковым элементом 1 при помощи направляющих шпилек 38 и гаек 48. Регулировочный диск 43 имеет возможность поворота относительно направляющих шпилек 38, проходящих через выполненные в нем дугообразные пазы, и воспринимает крутящий момент через выполненный на его поверхности зубчатый венец от щестерни 49, связанной при помощи муфты 50 с шаговым электродвигателем 51, установленным на станине 36.
Подушка 52 верхнего вала 8 выполнена с направляющим выступом 53 и подпружинена сверху пружиной 54, затяжка которой регулируется болтом 55. Подушка 52 жестко связана посредством болтов 56 с опорным фланцем 57, который при помощи резьбового соединения 58 и гайки 59 соединен с дополнительным рабочим диском 60, установленным с возможностью осевого перемещения на вертикальной оси 16 и взаимодействующим при помощи выполненных на его нижней поверхности кольцевых клиновидных выступов 62 с шариками 63 качения, закрепленными в регулировочном диске 64, жестко установленном на оси 61.
На поверхности диска 64 выполнен червячный зубчатый венец, взаимодействующий с червяком 65, который связан при помощи муфты 66 с шаговым электродвигателем 67, закрепленным на станине 36. Ось 61 опирается через подшипниковый узел 68 на пяту 69, расположенную на подушке 70 нижнего вала 9.
Клеть стана содержит датчики контроля толщины полости 71 и ее ширины 72 и датчик 73 скорости, связанные при помощи преобразователя сигнал-код (ПСК), аналоговой вычислительной мащины (АВМ) и блока усиления команд и управления (БУК и У) с блоками управления БП1, БП2 и БПЗ шаговых электродвигателей ШД1, ШД2 и ШДЗ.
Помимо этого клеть содержит блок набора программ (БНР), содержащий набор программ, задающий работу электродвигателям в зависимости от толщины S и угла конусности о профилируемой полосы, а также стабилизирующий источник питания (СИП), предназначенные для питания ПСК, АВМ, БНП, БУК и У.
Датчики 71 и 72 контроля смонтированы с возможностью перемещения для осуществления постоянного контакта с металлом 74 в горизонтальной плоскости вдоль оси профилирования и перпендикулярно ей, и расположены в одной вертикальной плоскости, удаленной от осевой плоскости валков на расстояние SB, равное
SD Vr,- tc, где V, -скорость профилирования;
tc - время перехода валков из одного положения в другое.
В конструкции могут быть применены различные виды датчиков, например индукционные, пьезодатчик, реохордные и другие.
В процессе работы крутящий момент от валов 8 и 9 передается через шпонки 10 и 11 крышкам 12 и 13, а от них при помощи болтов 14 - формующим дисковым элементам I и 2. Регулировочные втулки 6 и 7 и рабочие диски 16 и 17, соединенные с ними болтами 15, свободно установлены при помощи втулок 18 на валах 8 и 9 крутящий момент не воспринимают и находятся в покое. Регулировочные диски 21 и 22, с которыми связаны фиксирующие кольцевые скобы 23 и 24, свободно установлены на валах 8 и 9 при помощи втулок 26, крутящий момент от них не воспринимают и находятся в покое. Болты 27 и 28 фиксируют регулировочные диски только от осевого смещения и не служат связью для передачи крутящего момента от валов 8 и 9, так как расположены в проточках.
При изменении ширины полосы металла 74 датчики контроля щирины 72 и скорости 73 при помоши пек передают сигнал в АВМ, которая выбирает соответствующую программу БНП и дает сигнал БУК и У, который через БП1 включает шаговые элек- тродвигаФели 34 и 35. Последние при помощи муфт 33 и щестерен 31 и 32 передают крутящий момент регулировочным дискам 21 и 22 н кольцевым фиксирующим скобам 23 и 24, которые свободно вращаются относительно валов 8 и 9, при этом шарики 19 качения рабочих дисков 16 и 17 обкатываются по кольцевым клиновидным выступам 20 и, таким образом, рабочие диски 16 и 17 совершают требуемое аксиальное перемещение вместе с формующими элементами 1 и 2 которые связаны с ними посредством регулировочных втулок 6 и 7 и гаек 5. После этого БУК и У отключает электродвигатели 34 и 35.
При изменении ширины, толщины и скорости движения полосы сигналы, поступающие от датчиков 71 - 73, преобразуются в пек и при помощи АВМ, БНП, БУК и У и БП2 включают шаговый электродвига тель 51. Последний при помощи муфты 50 и щестерни 49 передает крутящий момент регулировочному диску 43, который проворачивается относительно направляющих щпилек 38, шарики 42 качения, установленные в регулировочном диске 43, обкатываются по кольцевым клиновидным выступам
5
41 и таким образом обеспечивают требуемое аксиальное перемещение профильных дисковых элементов 37, закрываюп1их калибр, которые создают условия тангенциалького сжатия мест изгиба профилей. После этого БУК и У отключает электродвигатель 51.
Помимо указанною при изменении щины полосы сигналы датчиков 7 контроля
0 голишны преобразуются в ПСК и при помощи АВМ, БНП, БУК и У и БПЗ включают шаговый электродвигатель 67. Последний при помощи муфты 66 и червяка 65 передает крутящий момент регулировочному диску 64, установленные в нем шарики 63 качения обкатываются по кольцевым клиновидным выступам 62, и рабочий диск 60 совершает требуемое вертикальное перемещение вдоль оси 61, совместно со связанной с ним при помощи опорного фланца 57 по0 душкой 52 верхнего вала 8. После этого БУК и У отключает электродвигатель 67.
Число выходов из строя механизма смещения формующих элементов и верхнего ва5 ла снижается приблизительно на 14%, кривизна профиля составляет 0,08% его длины, волнистость кромки 1,7 мм на 1 м длины профиля, скручивание вокруг продольной оси 0,09 /о измеряемой длины. Для стали с толщиной 5 5 мм и угла подгибки 45°
0 утонение в местах изгиба снижается с 5,5 до 3,7%.
Предлагаемая рабочая клеть позволяет снизить число выходов из строя механизмов смещения формующих элементов и верхнего вала примерно иа 14%, повысить качество
5 профилей за счет исключения появления раскатанных участков на элементах профиля, приводящих к продольному прогибу, скручиванию и искажению поперечного сечения профилей, снизить утонение в местах изги0 ба с 5,5 до 3,7%, что позволяет повысить несущую способность на 12%, улучшить условия труда за счет автоматизации процесса настройки стана, снижения трудоемкости работ при настройке оборудования.
45
Формула изобретения
. Рабочая клеть профилегибочного стана, содержащая формующие дисковые элементы, установленные на регулировочных
втулках с возможностью осевого перемещения на валах, размещенных в станине на подушках, механизм осевого перемещения формующих элементов и механизм вертикального перемещения верхнего вала, отличающаяся тем, что, с целью повышения надежности и точности работы клети, а также качества профилей, механизм осевого перемещения каждого фор.мующего элемента выполнен в виде свободно установленных на
одном из валов рабочего диска с шариками качения на его обеих боковых поверхностях, зафиксированного от осевого перемещения поворотного регулировочного диска с кольцевым клиновидным выступом на его внут ренней новерхности и жестко закрепленной на регулировочном диске фиксирующей ко. 1ь- цевой скобы с кольцевым клине видным выступом на ее внутренней поверхности, размещенных с возможностью взаимодействия между собой, при этом рабочий диск установлен на валу с возможностью осевого перемещения и связан с соответствуюп1им формующим элементом.
2. Рабочая клеть по п. 1, отличающаяся
гем. что механизм нертикальногч) перемеще- ипя ц. рхнгго вала вьпюлнен в виде установ- лепний ме/кду подушками обоих налов вер- I in ;i:ibni)ii оси с п()ДП1иппиковым узлом и пя- Toii, рапп нмо дпска с кольцевым клиповид- iU), размеп1епного на этой оси с возможностью осевого геремещеиия, и ре- I ули|.к1воч11о| {) диска с шариками качения, жестко ус гапов,еппо1Ч) па упомянутой вертика;1Ы1ой (ки, и связанного с ним привода поворота, при ЭТОМ упомяпутые диски размещены с возможностью взаимодействия между собой, рабочий диск связан с нодущ- кой верхнего вала, а вертикальная ось своим нижним концом установ тена в подшипниковом узле, размещенном в пяте, смонтированной на подушке нижнего вала.
3. Рабочая клеть по пп. I и 2, отличающаяся тем, что она снабжена профильным дисковым элементом, закрывающим калибр, направляющими Н1нильками и пружинами, посредством которых профильный дисковый элемент установлен на формующем дисковом элементе, и механизмом осевого перемещения профильного дискового элемента, выполненным в виде связанных между собой упомянутыми направляющими шпильками регулировочного диска с шариками качения, связанного с ним нриводом поворота рабочего диска с клиповидными выступами и опорного диска с направляющими канавками, при этом упомяпутые диски установлены с возможностью взаимодейсгвия между собой.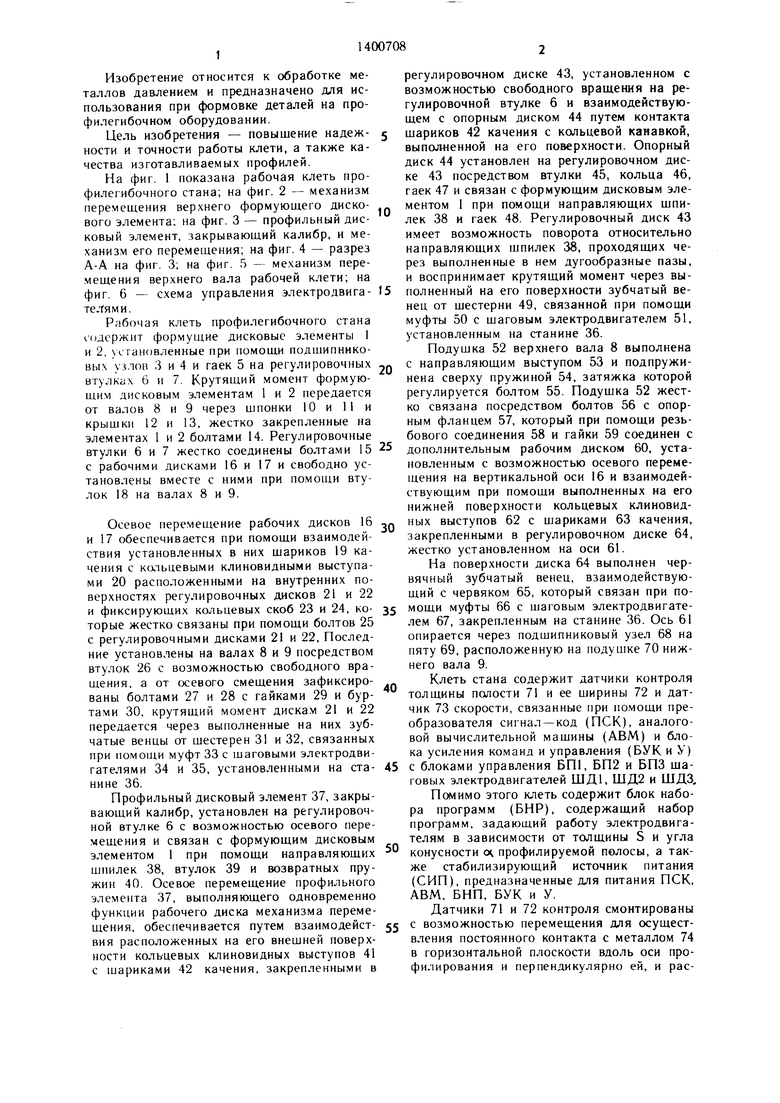

| название | год | авторы | номер документа |
|---|---|---|---|
| Составной валок рабочей клети профилегибочного стана | 1983 |
|
SU1115827A1 |
| Предохранительная фрикционная муфта | 1989 |
|
SU1762018A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| УСТРОЙСТВО ДЛЯ ПОДБОРА ЛЫЖНОЙ МАЗИ (ВАРИАНТЫ) | 2014 |
|
RU2581001C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ДИСКОВЫЙ ПЛАНЕТАРНЫЙ ВАРИАТОР | 2009 |
|
RU2428606C2 |
| ДИСКОВЫЙ ПЛАНЕТАРНЫЙ ВАРИАТОР | 2009 |
|
RU2523509C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Рабочая клеть профилегибочного стана | 1978 |
|
SU751465A1 |
| РЕГУЛИРОВОЧНОЕ УСТРОЙСТВО ДЛЯ ДИСКОВОГО ТОРМОЗА | 2009 |
|
RU2495291C2 |




Изобретение относится к обработке металлов давлением и предназначено для использования при формовке деталей на про- филегибочном оборудовании. Цель - повышение надежности и точности работы клети, а также качества изгoтaвJ ивaeмы. профилей. Рабочая клеть профилегибочного стана содержит формующие дисковые iJ cменты, механизм осевого перемещения этих элементов и механизм вертикального пере- .мещения верхнего ва.ча клети. Механиз.м осевого перемещения каждого фор.мующего 3i;ie- мента выполнен в виде рабочего диска с и ариками качения и регулировочного диска с клиновидными выступами, взаимодействую- щи.х между собой. Клин содержит профильный дисковый элемент, закрывающий калибр, установленный посредством направляющих щпилек на формующем дисковом элементе. Клеть содержит датчики контроля татщины и ширины полосы, связанные с блоками управления щаговых электродвигателей, связанных, в свою очередь, с регулировочными дисками. При вращении последних происходит перемещение рабочих дисков и связанных с ними посредством направ ляющих втулок формующих дисковых элементов клети. 2 3. п. ф-лы, в ил. g (Л
9 ЧЧ- 51
П
2Ъ
Фиг.г
3/
W
Фиъ.
6
36
fj
Vt
Фиг 5
5(
бт
-f/r
11
73
6nz
и„
6ЛЗ
м
Фиг. 6
| Рабочая клеть профилегибочного стана | 1985 |
|
SU1214271A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
