11з(м1рете ие относится к обработке металлов давлением, в частности к оснастке для нрофилирования листовых заготовок.
Известен составной валок рабочей клети грофилегибочного стана, .содержащий станину с установленными на ней на валу на шпонках нрофильными дисковыми элементами, связанными между собой но перифернн винтами с правой и левой резьбой 1.
Недостатком известного валка является ограниченный диапазон формуемых профилей.
Цель изобретепия - расширение технологических возможностей за счет увеличения типоразмеров формуемых профилей.
Поставленная цель достигается тем, что в составном валке рабочей клетп, содержащем станину с установленными .на ней на валу носредством переходных втулок со шлицами средними и крайними профильными дисковыми элемептами, смонтированными с возможностью осевого нере.мещения, средние нрофильные элементы выполнены с хвостовиком, а крайние нрофильные элементы размещены на этих хвостовиках посредством подшипников, при этом валок снабжен регулировочными втулками, зафиксированными от осевого неремеп.1ения, установленными на нереходных втулках с возможностью поворота и фиксации от нроворота, и связанным посредство.м резьбового соединения с соответствуюп.1.ими приводными профильными дисковыми эле.мента м и.
Переходные втулки выполнеЩ) с центрирующими фланца.ми.
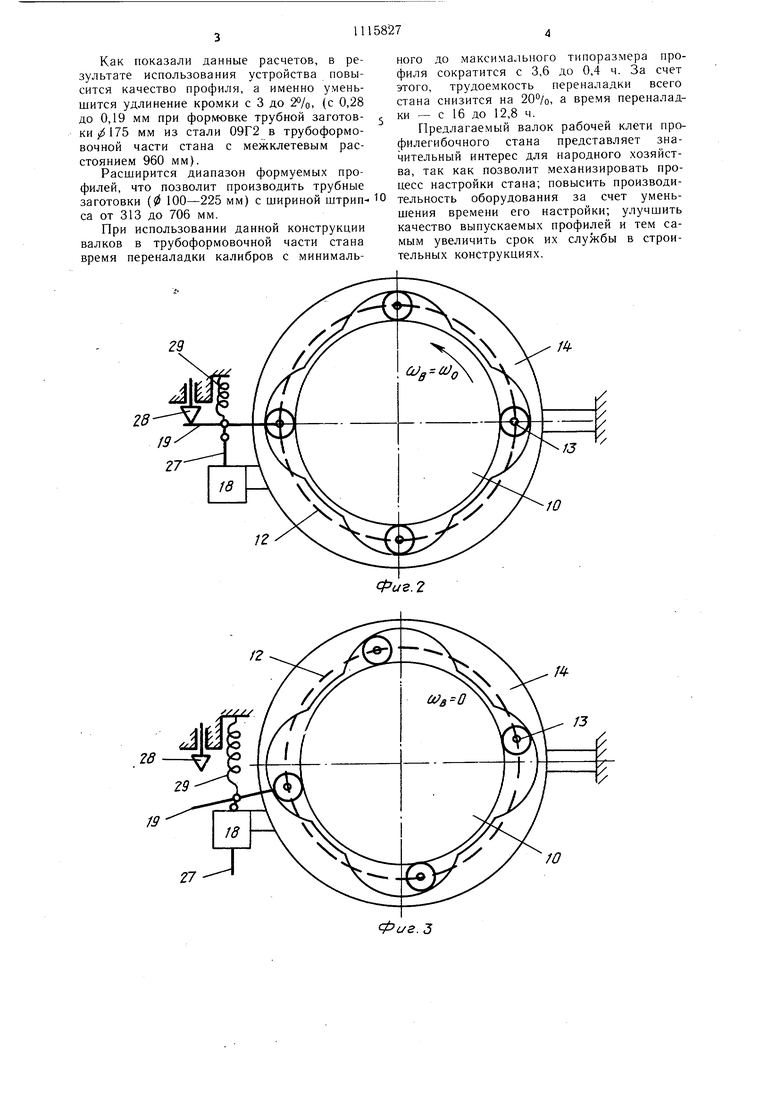
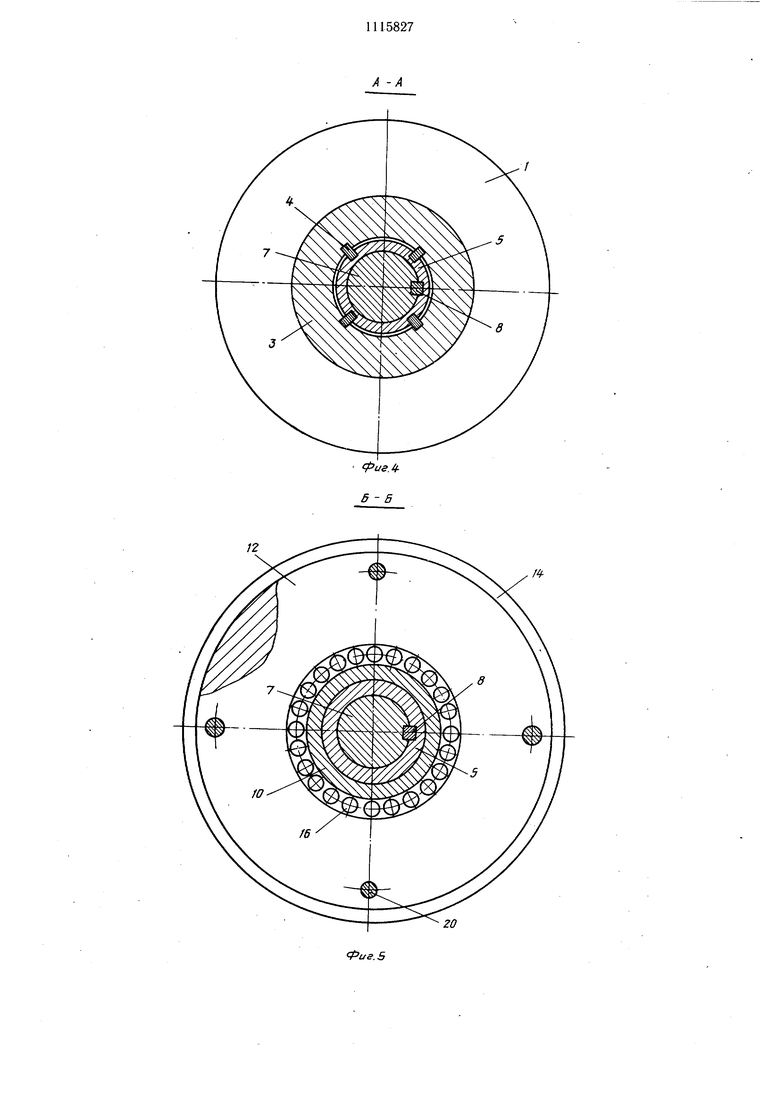
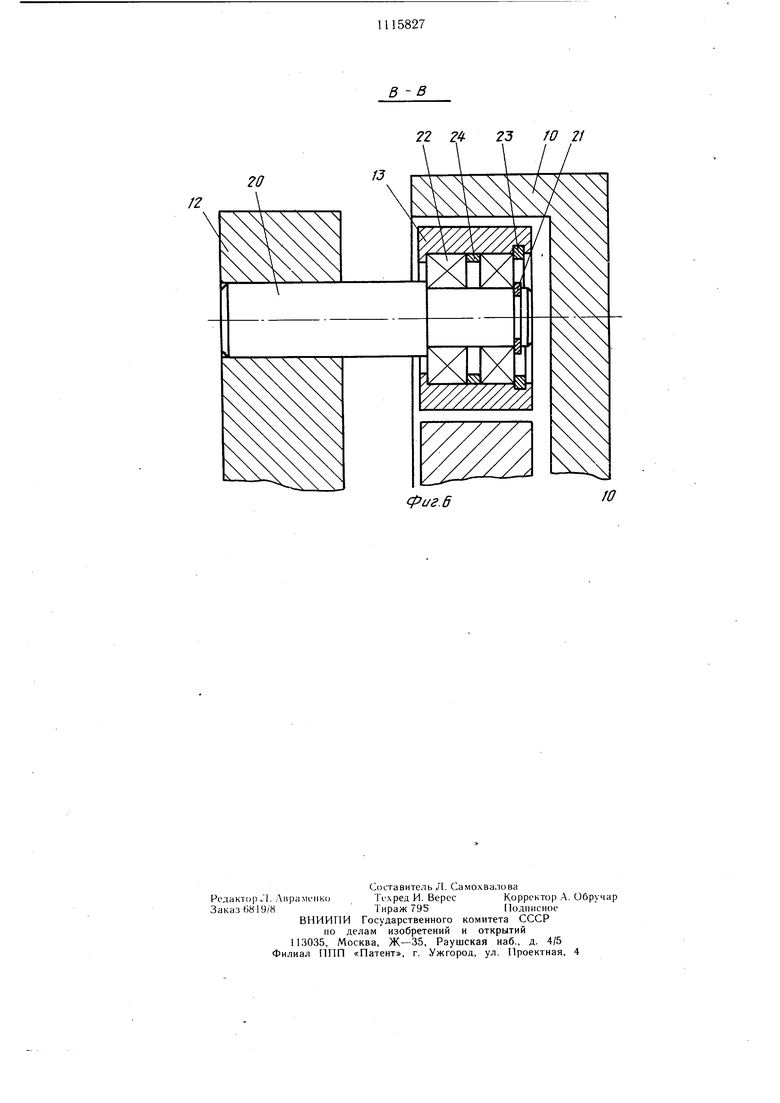
На фиг. 1 ноказан валок рабочей клети профилегибочного стана; на фиг. 2 - блокировочная муфта в процессе нрофилирования; на фиг. 3 - то же, в процессе настройки; на фиг. 4 - разрез А--А на фиг. 1; на фиг. 5 - разрез Б-Б на фнг. 1; на фиг. 6 разрез В-В на фиг. 1.
Предлагаемый валок рабочей клети профиле ибочного стана содержит профильные элементы 1, через подшипниковые узлы 2 связанные с профильными элементами 3, которы.м передается крутящий момент через четыре шпонки 4, жестко закрепленные в пазах переходных втулок .5, вынолненных с центрирующими .а.1и 6. Втулки 5 жестко закреплены на валу 7 при ПОМОП1И шпонки . Профильные элементы 3 соединены ре., товым соединение.м 9 с регулировочными втулками 10, установленными по скользяц..ей посадке на переходны) втулках 5 без возможности осевого перемещения, что обеспечивается с одной стороны втулкой 5, а с другой промежуточной втулкой 11.
С втулками 10 связаны блокировочные роликовые .муфты, состоящие из управляемых дисков 12 с установленны.ми на РШХ роликами 13 и блокировочных дисков 14 жестко прикрепленных с помон1ью элементов 15 к станине. Управляемые диски 12 через ЦОДП1ИПНИКИ 16 установлены на регулировочных втулках 10. Блокировочные диски 14 через подшипники 17 связаны с нромежуточными втулками 11, закрепленными при но.мощи шпонки 8 на валу 7. Унравляемые диски 12 соединены с электромагнита.ми 18 нри помощи рычагов 19. В дисках 12 закреилены оси 20, на которых нри номощи разрезной шайбы 21 закренлены нодшипники 22 и на которых установлен ролик 13. В осевом направлении ролик зафиксирован разрезной шайбой 23 с использованием промежуточной втулки 24.
5 Вся конструкцня фиксируется на валу 7 при помощи дистанционных 25 и гаек 26.
В процессе работы крутящий момент от вала 7 через шнонку 8 передается пере0 ходным втулкам 5, а они, в свою очередь, через шнонки 4 передают момент дисковым профильным элементам 3. Для выравнивания линейных скоростей но сечению профиля профильные элементы 1 выполнены
, ненриводны.ми и связаны с элементами 3 через подшинники 2. Регулировочные втулки 10, связанные резьбовы.ми соединения.ми 9 с нрофильнымЯ элементами 3, вращаются вместе с ними. Диски 12 и 14 посажены на нодшипники, поэтому крутяп.1ий момент
0 от вала им не передается. Диск 14 жестко связан со станиной и неподвижен. Диск 12 нри помощи рычагов 19 связан с сердечником 27 электромагнита 18. Положение, диска 12 до момента настройки определяется регулируемым упором 28 и .пружиной 29.
При необходимости настройки стана на новый типоразмер профиля включают электромагниты 18, которые, втягивая сердечник 27, поворачивают унравляемые диски 12, блокирующие при помощи роликов 13 и блокировочных дисков 14, регулировочную втулку 10. Но так как профильные элемеЕ1ты 3 связаны с регулировочны.ми втулками 10, как винтовые пары, то вращаясь они перемеп1.аются вдоль оси вращения валка по направляющим шпонкам 4. Для
5 фиксации профильных элементов в нужном положении выключают электромагниты 18, пружины 29 возвращают ролики 13 г исходное положение, онределяемое регулируемым yfiopoM 28, разблокируя втулку 10 и тем самым прекращая перемещение
0 профильных элементов. Для перемещения в обратном направлении необходимо проделать то же самое, но придать валку реверсивное вращение. Точность первоначальной настройки стана, а следовательно, и высокое качество профиля обеспечивает5 ся центрирующими фланцами б на переходных втулках 5, а также минимальным биением профильного эле.мента благодаря отсутствию зазора в винтовой паре.
Как показали данные расчетов, в результате использования устройства повысится качество профиля, а именно уменьшится удлинение кромки с 3 до , (с 0,28 до 0,19 мм при формовке трубной заготовки)г5175 мм из стали 09Г2 в трубоформовочной части стана с межклетевым расстоянием 960 мм).
Расширится диапазон формуемых профилей, что позволит производить трубные заготовки (0 100-225 мм) с шириной штрипса от 313 до 706 мм.
При использовании данной конструкции валков в трубоформовочной части стана время переналадки калибров с минимальJ
ного до максимального типоразмера профиля сократится с 3,6 до 0,4 ч. За счет этого, трудоемкость переналадки всего стана снизится на 20°/о, а время переналадки - с 16 до 12,8 ч.
Предлагаемый валок рабочей клети профилегибочного стана представляет значительный интерес для народного хозяйства, так как позволит механизировать процесс настройки стана; повысить производительность оборудования за счет уменьшения времени его настройки; улучшить качество выпускаемых профилей и тем самым увеличить срок их службы в строительных конструкциях.
Фесе.2
Фиг.З
12
/
20
20
/2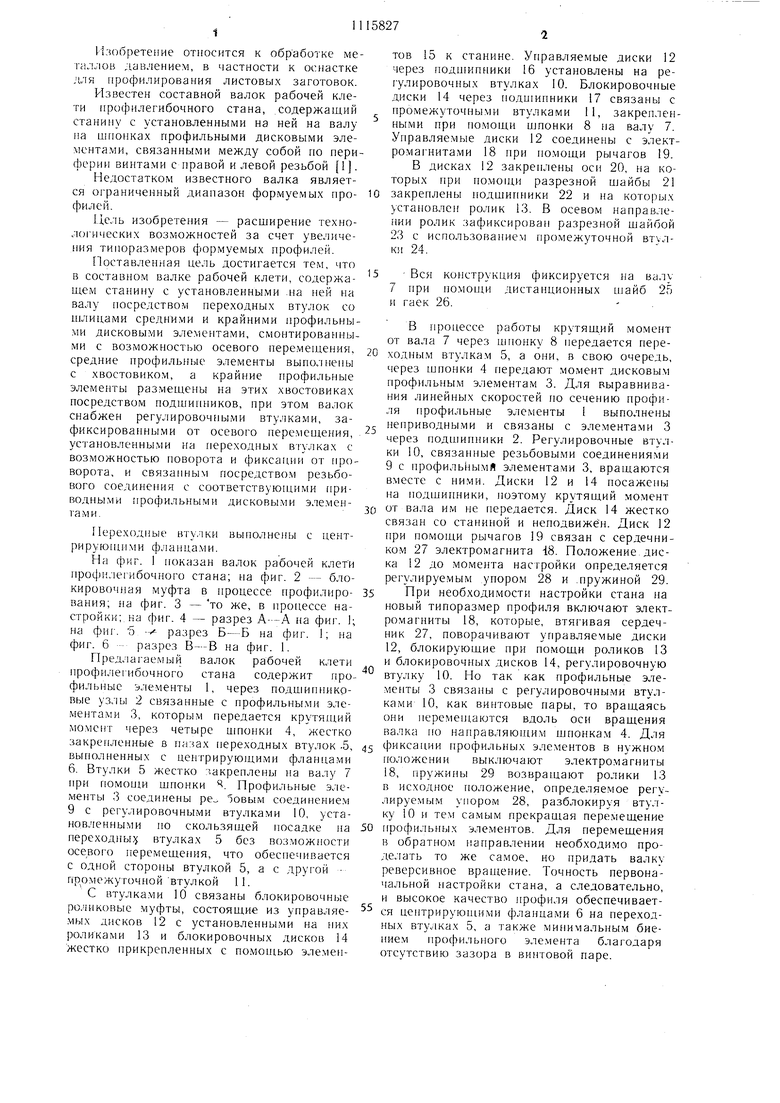
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок рабочей клети профилегибочного стана | 1981 |
|
SU1009561A1 |
| Валок рабочей клети профилегибочного стана | 1981 |
|
SU986540A1 |
| Валок профилегибочного стана | 1978 |
|
SU740339A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1139535A1 |
| Рабочая клеть профилегибочного стана | 1978 |
|
SU751465A1 |
| Рабочая клеть профилегибочного стана | 1986 |
|
SU1400708A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1058670A1 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| Клеть профилегибочного стана | 1977 |
|
SU940907A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
1. СОСТАВНОЙ ВАЛОК РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА, содержащий станину с установленными на ней на валу посредством переходных втулок со шлицами средними и крайними профильными дисковыми элементами, смонтиf 19 рованными с возможностью осевого перемещения, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения типоразмеров формуемых профилей, средние профильные элементы выполнены с хвостовиком, а крайние профильные элементы размещены на этих хвостовиках посредством подшипников, при этом валок снабжен регулировочными втулками, зафиксированными от осевого перемещения, установленными на переходных втулках с возможностью поворота относительно них и фиксации от проворота и связанными посредством резьбового соединения с соответствующими приводными профильными дисковыми элементами. 2. Валок по п. 1, отличающийся тем, что переходные втулки выполнены с центS рирующими фланцами. (Л СП оо ND -г I / Г -3/ J -Ai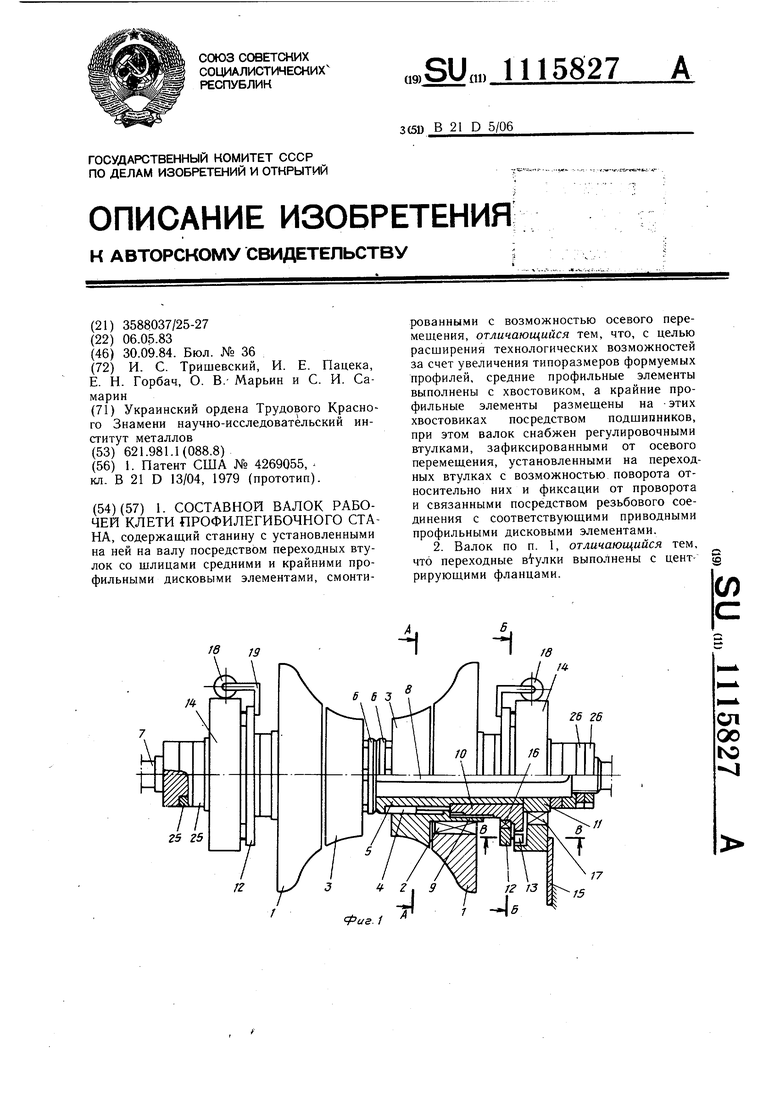
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4269055, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
