1
Изобретение относится к обработке металлов давлением, а именно к оборудованию, применяемому при производстве гнутых профилей проката, и может быть использовапо в рабочих клетях профилегибочного стана.
Известна конструкция рабочей клети профилегибочного стана, в которой рабочие валки установлены в станине на подшипниках качения. При этом положение валков в рабочей клети фиксируется планками, закрепленными на станинах со стороны привода и входящими в специальные прорези подушек валков. Аксиальное смеш,ение профильных днсковых элементов валков производится с помощью дистанционных и стопорных втулок, надеваемых на валы и закрепляемых с обеих сторон гайками 1.
К недостаткам такой конструкции относится неудобство и сложность настройки валков в стане в связи с труднодоступностью регулировочных гаек из-за размещения на рабочих валах между станинами рабочих клетей.
Известна рабочая клеть профилегибочного стана, содержащая станину с закренленными в стойках станины подущками, рабочие валки, закрепленные своими шейками в подушках посредством радиально-упорных конических подшипников, и устройства для
аксиального смещения рабочих валков 2. Недостатком является то, что в этой конструкции подушки валков фиксируются в станине от аксиального смещения, но допу5 екают перемещение по вертикали. Аксиальное смещение п установка валков по оси профилирования производится с помощью винтового соединения стакана с подушкой при ввинчивании или вывинчивании ста10. кана из подушки. При профилировании аксиальные усилия формовки воспринимаются упорными подщипниками и передаются на , жестко связанную со станнной стана.
15 Целью изобретения является упрощение конструкции клети.
Для достижения цели рабочая клеть снабжена съемными переходными втз лками, установленными на щейках рабочих
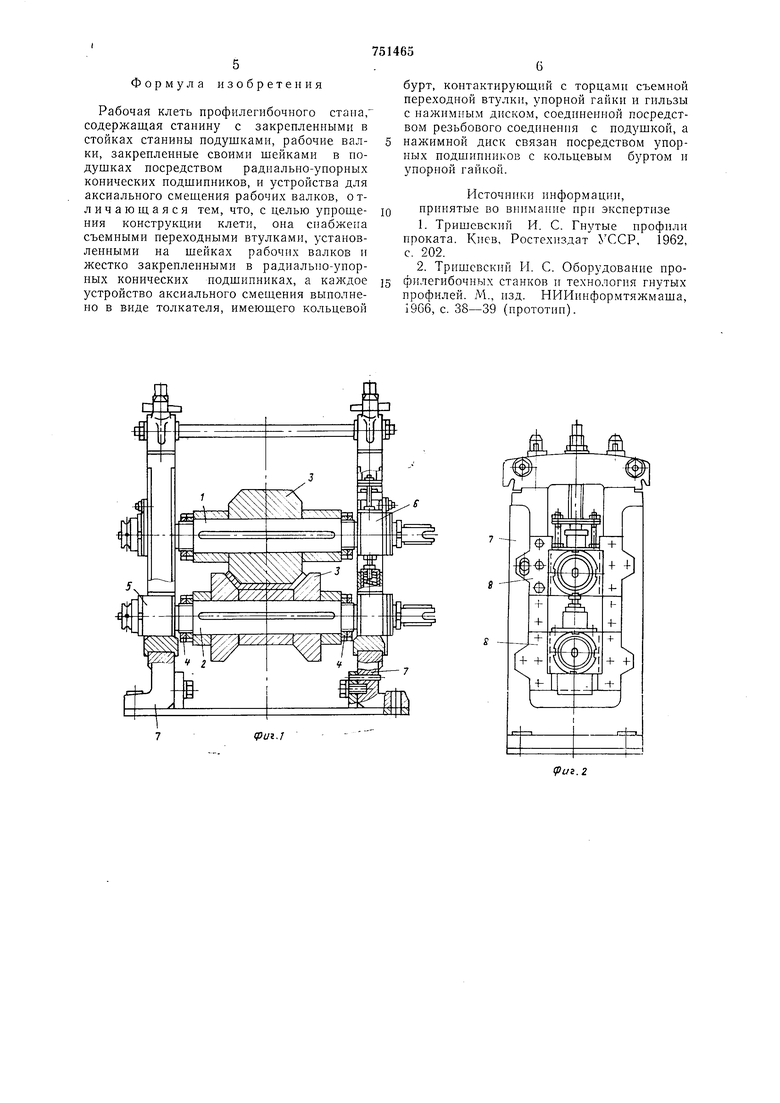
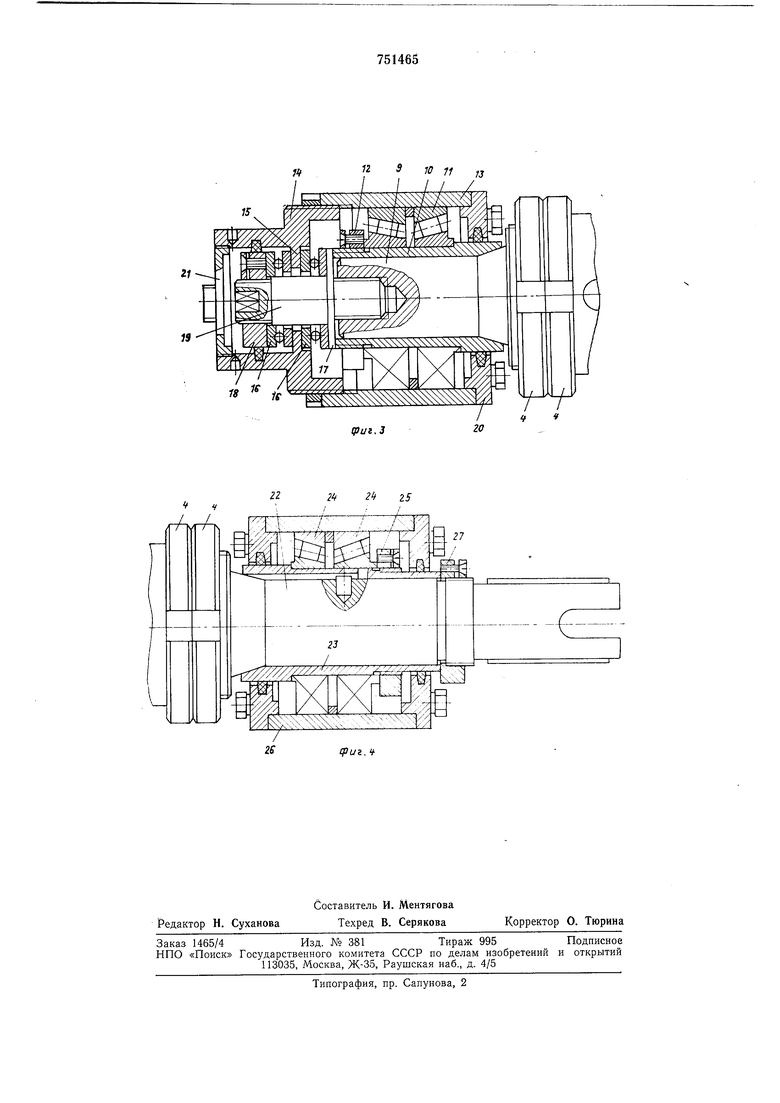
20 валков и жестко закрепленными в радиально-упорных конических подшипниках, а каждое устройство аксиального смещения выполнено в виде толкателя, имеющего кольцевой бурт, контактирующий с торцами съемной переходной втулки, упорной гайки и гильзы с нажимным диском, соединенной посредством резьбового соединения с подушкой, а нажимной диск связан посредством упорных подшипников с кольце30 вым буртом и упорной гайкой. На фиг. 1 приведена схема предлагаемой рабочей клети; на фиг. 2 - рабочая клеть, вид сбоку (со стороны обслуживания стана); на фиг. 3 - узел подшипника со стороны обслуживаиия стана, содержащий устройство аксиального смещения валка, продольный разрез; на фиг. 4 - узел подщипннка со стороны нривода, продольный разрез. В рабочей клети нрофилегибочного стана (фиг. 1 и фиг. 2) на рабочих валках 1 и 2 ненодвижно установлены дисковые профильные и дистанционные элементы 3 с помощью гаек 4. Валкн 1 и 2 установлены на онорах 5 и 6, которые закреплены в станинах 7 планками 8. Рабочий валок со стороны обслуживания стана (фиг. 3) имеет шейку 9, на которую установлена съемная нереходная втулка 10 с закрепленными на ней радиально-упорными коническими подшииниками 11 с иомошью гайки 12. Подшинникн установлены в подушке 13 подвижно в аксиальном напряжении. Устройство аксиального смещения валка выполнено в виде соедииенной резьбой с подушкой 13 гильзы 14 с нажимным диском 15, взаимодействующим посредством упорных подшипников 16 с кольцевым буртом 17 и уиорной гайкой 18 толкателя 19. Переходная втулка 10 на шейке 9 валка фиксируется с помошью кольцевого бурта 17 толкателя 19, соединяемого резьбой с шейкой валка. Для нредуиреждения утечки смазки и загрязнения подщипников подущка 13 и гильза 14 сиг.бжеиы соответствс ; о крышками 20 и 21. Аксиальное смещеиис валка производится вращением гильзы 14 и ее перемещением по резьбе относительно жестко соедиHeHiiOt со станиной подушки 13. При этом гильза посредством нажимиого диска 15 перемещает толкатель и валок. Применение упорных подщинников 16 позволяет осуществлять аксиальное смещенне вращаюл егося валка без его остановки. Со стороны привода (фиг. 4) рабочий валок имеет шейку 22, на которой установлеиа переходная втулка 23 с закрепленными на ней коническими подшипниками 24 с помошью гайки 25. Подшипники установлены подвижно в подушке 26 и при перемещении валка перемещаются вместе с ним. Переходная втулка 23 крепится на шейке валка гайкой 27. При разборке валка его оиоры (узлы подшипников) не разбираются. Аксиальное смещение валка в рабочей клети профилегибочного стана предложенной конструкции осуществляется следующигл образом. Перемещение валка в сторону привода ироизводят путем вращения гильзы 14, которая по резьбе перемещается в подушке 5 10 15 20 25 30 35 40 45 50 55 60 65 13, закрепленной в станине 7 планками 8. Аксиальное перемещение гильзы 14 в сторону привода вызывает такое же перемещение и нажимного диска 15, упорных подшинников 16 с кольцевым буртом 17 и упорной гайкой 18, толкателя 19 и жестко с ним связанной шейки 9 валка. При этом закреилеииая на шейке 9 валка переходиая втулка 10 совместно с коническими иодщипниками И будет перемещаться в аксиальном нанравлении, причем перемещение нодшииников 11 происходит в подушке 13 по ходовой посадке. Следует отметить, что при перемещении валка конические подщипники 24 (фиг. 4), укренлеииые иа переходной втулке 23 с помощью гайки 25, будут перемещаться в аксиальном направлении в подушке 26. Для перемещения валка в нротивоиоложпую сторону (от привода) гильзу 14 вывиичивают из подушки 13. Тогда аксиальное перемещение гильзы вызывает такое же перемещение нажимного диска 15, унорных подшипников 16, толкателя 19 и рабочего валка. Во время перевалок для замены профильных элементов от валка отсоединяется один из уЗлов иодщиппиков. При этом для снятия, например, узла, содержащего устройство аксиальиого смещения валка, достаточио с иомощью торцового ключа отсоединить толкатель 19 от валка и снять весь узел подшипников, включающий иодушку, подшипники, переходную втулку и устройетво акеиального смещения. Затем, отвинтив гайки 4, производят замену дисковых элементов валка. Сборку валка пропзво;;;-1Т в обратной последовательности. Для снятия, например, другого узла подшиикиков достаточио отвиитить гайку и спять с шейки валка иереходную втулку с укрепленными на ней деталями узла подшипника. Характерно, что в предлагаемой конструкции рабочей клети узлы нодшииников при сборке - разборке валков ие разбираются, а лишь отсоединяются от валка, что обеспечивает сохранение отрегулированного зазора в подщнпниках и не требует дополнительной нодстройки. Как показали расчетно-конструкторские данные иредлагаемая клеть ирофилегибочного стана характеризуется по сравнению с аналогичнымн конструкциями более простой конструкцией, о чем свидетельствует умепьщение количества съемных деталей и узлов при перевалках с, 17 до 7. При этом переходные втулки с установленными на них подшипниками не разбираются. При максимальном использовании изобретеиия па ряде планируемых к установке стапков ожидаемый экономический эффект в 1982 г. может составить свыше 200 тые. руб. в год.
Формула изобретения
Рабочая клеть профилегибочного стана, содержащая станину с закрепленными в стойках станины подушками, рабочие валки, закрепленные своими шейками в нодушках посредством радиально-унорных конических подшипников, н устройства для аксиального смещения рабочих валков, отличающаяся тем, что, с целью упрощения конструкции клети, она снабжена съемными переходными втулками, установленными на шейках рабочих валков н жестко закрепленными в радиалыю-упорных конических подшипниках, а каладое устройство аксиального смещения выполнено в виде толкателя, имеющего кольцевой
бурт, контактирующий с торцами съемной переходной втулки, упорной гайки и гильзы с нажимным диском, соединенной посредством резьбового соединения с подушкой, а нажимной диск связан посредством упорных подшипников с кольцевым буртом и упорной гайкой.
Источники информации, ирииятые во внимание при экспертизе
1.Трншевский И. С. Гнутые нрофили проката, Киев, Ростехиздат УССР, 1962, с. 202.
2.Тришевский И. С. Оборудование нрофилегибочных станков и технология гнутых
профилей. М., изд. НИИинформтяжмаша, 1966, с. 38-39 (ирототин).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2281824C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Клеть формовочного стана | 1988 |
|
SU1590156A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
19
2 г 25
/ у ., ; / /м/ .: , /
у :: Х;ХхГ- : V:N- X . ч ; .... . УХ
25
fpuz.
. 3
