(Л
Ксгпанци11 zudpo/JptJSoffa
N3
- Ксгпащии гидрол/ус/бода
Изобретение касается обработки металлов давлением и относится к устройствам для гидромеханической вытяжки.
Цель изобретения - повышение качества путем независимого регулирования противодавления и усилия прижима.
На чертеже изображена принципиальная схема устройства.
Устройст во содержит матрицу 1, заполняемую жидкостью, с установленным на ней вытяжным кольцом 2, прижим 3, рабочее усилие на котором создается с помощью гидроцилиндров 4. и пуансон 5. Узел регулирования противодавления жидкости и усилия прижима включает мультипликатор 6, полость высокого давления которого трубопроводом соедипена с полостью матрицы 1, а |(: ii)rTi низкого давления через регули- роночпы клапан 7 - с гидроприводом (не показан). Клапан 7 кинематически связан с niaiiiBbiM :).1ектродвигателем 8.
Рабочая полость гидроцилиндра 4 прижима 3 соединена с гидроприводом через ре улировочный клапан 9, настроечный орган которого кинематически связан с шаговым электродвигателем 10.
Шаговые электродвигатели 8 и 10 по электрической цепи управления связаны с программным контроллером 11, обеспечивающим их раздельную работу по заданным п1И)1)аммам.
Устройство работает следуюшим обра- :u)i.
Заготовку 12 укладывают на кольцо 2 пад полостью матрицы 1, предварительно :(аполне11ной рабочей жидкостью. Включается 1 идропривод, пропсходит поджатие заготовки 12 прижимом 3 к кольцу 2. За счет подачи жидкости в рабочие полости гидро- ци. шидров 4 пуансон 5 опускается и, формо- образуя заготовку 12, внедряется в патость матрицы 1. При этом повышается давление рабочей жидкости в полости, а ее избыток переливается в полость высокого давления мультипликатора 6. Поршень .мультиплика- то)а 11ереме цается и избыток жидкости из полости низко1 о давления сбрасывается че- )ез клапан 7. Подпор жидкости высокого дав.леппя в полости матрицы 1 осушествля- ется через мультипликатор 6 регулировкой НИЗКО1Ч) давления в его полости низкого давления.
Изменение настройки клапанов 7 и 9, регулирующих противодавление в полости матрицы 1 и давление в рабочих полостях гидроцилиндров прижима 3, и соответственно уси.1ия прижима осушествляется шаговыми электродвигателями 8 и 10, управляемыми 11ро1 раммируемым контроллером 11. 11ос:1еднему для каждой конкретной детали задаются программы включений и выключений шаговых двигателей 8 и 10, соответ- ствуюших требуемому характеру изменения настройки клапанов по ходу процесса. Ха0
5
0
5
0
5
0
5
0
5
рактер и величина усилии прижима и противодавления вычисляются по известным теоретическим зависимостям.
Установка регулировочного клапана 7 в магистрали низкого давления мультипликатора 6, разделенной с загрязненной рабочей жидкостью в полости матрицы, позволяет с помощью простого устройства достаточно точно регулировать противодавление жидкости, а применение шаговых двигателей, управляемых контроллером, для под- настройки клапанов регулировки противодавления жидкости и усилия прижима позволяет с высокой точностью выдержать изменение этих параметров по ходу вытяжки.
Таким образом, достигается нормальное и устойчивое протекание процесса гидромеханической вытяжки, что в свою очередь обусловливает высокое качество получае- .мых деталей без складок и гофр на сформованных поверхностях деталей. Применение системы регулировки противодавления жидкости и усилия прижима заготовки при гидравлической вытяжке по заданным не- зависи.мым программам позволяет снизить количество бракованных изделий (не пока- запы).
Кроме того, при переналадке процесса гидравлической вытяжки изготовления одной детали на другую достаточно переключить программируемый контроллер на соответствующую данной детали и имеющуюся у него в памяти программу. Это позволяет сократить время переналадки устройства.
Возможность произвольного набора программ изменения противодавления и усилия прижима обусловливает простоту практического подбора этих параметров с целью обеспечения нормального протекания процесса гидравлической вытяжки новых деталей, ранее этим методом не изготавливаемых.
Формула изобретения
Устройство для гидромеханической вытяжки, содержащее соосно установленные пуансон и матрицу с полостью, заполненной жидкостью, а также прижим с гидроцилиндрами, гидравлически связанный с узлом регулирования усилия прижима и противодавления жидкости в пшости матрицы, отличающееся тем, что, с целью повышения качества путем независимого- регулирования противодавления и усилия прижима, узел регулирования усилия прижима и противодавления жидкости выполнен в виде мультииликатора, полость высокого давления которого сообщена с полостью матрицы, программируемого контраалера, электрически связанных с ним двух шаговых электродвигателей, кинематически связанных с двумя регулировочными клапанами.
1400721 34
один из которых гидравлически связан с полостью низкого давления мультиплика- гидроцилиндрами прижима, а другой - с тора.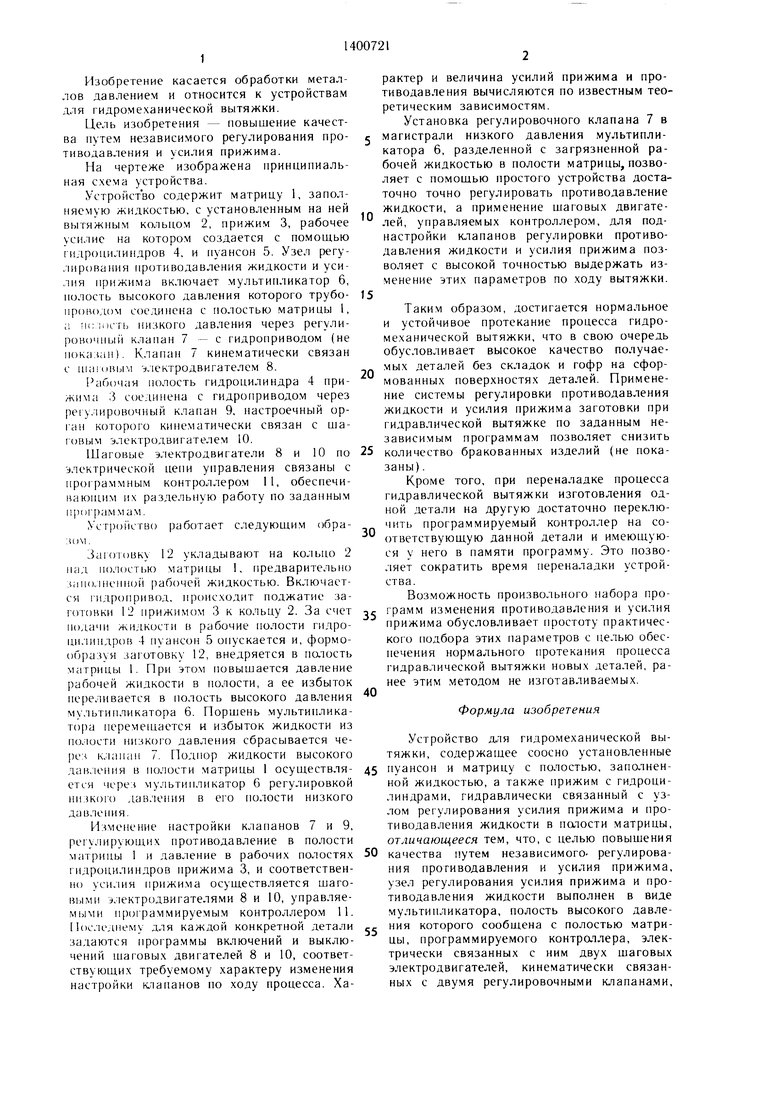
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытяжки | 1988 |
|
SU1574320A1 |
| Устройство для гидромеханической вытяжки | 1987 |
|
SU1509157A1 |
| ПРЕСС ГИДРОИМПУЛЬСНОГО ШАГОВОГО ДЕЙСТВИЯ | 1996 |
|
RU2093296C1 |
| Устройство для гидромеханической вытяжки | 1987 |
|
SU1505631A1 |
| Устройство для гидромеханической вытяжки | 1988 |
|
SU1558535A1 |
| Устройство для гидромеханической вытяжки | 1980 |
|
SU1111842A1 |
| Способ гидромеханической вытяжки и устройство для гидромеханической вытяжки | 1986 |
|
SU1333448A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1966 |
|
SU183709A1 |
| Устройство для глубокой вытяжки | 1977 |
|
SU721177A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при изготовлении деталей гидромеханической вытяжкой. Цель изобретения - повышение качества вытягиваемых деталей. Узел регулирования усилия прижима и противодавления жидкости выполнен в виде программируемого контроллера 11, электрически связанных с ним шаговых электродвигателей 8 и 10 и кинематически связанных с электродвигателями 8 и 10 регулировочных клапанов 7 и 9. Клапан 7 гидравлически связан с гидроцилиндрами 4 прижима 3. Палость высокого давления мультипликатора 6 сообщена с помощью матрицы 1, а полость низкого давления - с регулировочным клапаном 9. Регулирование противодавления и усилия прижи.ма по независимым програм.мам обусловливает высокое качество получаемых деталей без складок и гофр. 1 ил. с &

| Устройство для вытяжки листового металла с противодавлением жидкости | 1980 |
|
SU1003966A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
