и радиусной кромкой матрицы 2 в кольцевую полость. При достижении заданного давления в кольцевой полости начинают окончательную вытяжку жестким ,пуансоном 3 в матрицу 2 с противодав1
Изсзбретение относится к обработке металлов давлением и может быть использовано для глубокой вытяжки раз- личных деталей из листового материала
Целью изобретения является повьпне- ние степени формоизменения и улучшение качества готовых изделий.
На чертеже изображено устройство для гидромеханической вытяжки.
Способ реализуется на прессе с помощью устройства, состоящего из корпуса 1, на котором установлена матрица 2, пуансона 3 и прижима 4. Корпус 1 вьтолнен со ступенчатой полостью.
Полость корпуса заполнена жидкостью 5 и соединена с системой 6 для подачи рабочей жидкости. Корпус 1 имеет кольцевой выступ 7, внутренняя поверхность которого взаимодействует с наружной поверхностьк) прижима 4. Прижим 4 имеет на наружной поверх- .ности кольцевую канавку 8 с уплотнением 9, а на рабочей поверхности - кольцевую канавку 10 с уплотнением 11 Размеры прижима 4 обеспечивают плотное прилегание его к кольцевому выступу 1, Кольцевая полость, образованная кольцевым пазом 12, прижимом 4 зеркалом матрицы 2 и торцом фланца заготовки 13 соединена с реле давления 14 и системой 15 регулирования противодавления.
Способ глубокой гидромеханической вытяжки полых изделий из листовой заготовки осуществляют следующим образом.
SarofToBKy 13 укладывают на зеркало матрицы 2, установленной в корпусе 1 полость которой заполнена рабочей жидкостью 5, После прижатия заготов-. ки 13 к зеркалу матрицы 2 прижимом 4 с усилием, минимально достаточным для предупреждения образования складок, создают гидростатическое давление жидкости в полости корпуса 1,
лением и вытеснением жидкости через зазор между фланцем заготовки 13 и матрицей 2. Величину противодавления регулируют с помощью системы 15. 2с. п. ф-лы. 1 ил.
5
0
5
0
5
0
5
которое воздействует на центральную часть заготовки и проникает под радиусной кромкой матрицы 2 в зазор между нижней поверхностью фланцевой части заготовки 13 и зеркалом матрицы 2 производя предварительную вытяжку центральной части. Одновременно жидкость под давлением поступает под поверхностью заготовки 13 в кольцевую полость за торец ее фланцевой части, улучшая условия смазки фланца.
При достижении заданного давления в кольцевой полости начинается окончательная вытяжка жестким пуансоном 3 в жидкостную матрицу 2 с противодавлением. При вытяжке заготовки 13 в полость матрицы 2 происходит принудительная подача под давлением рабочей жидкости из ее полости в кольцевую полость под фланцем вытягиваемой заготовки 13, что обеспечивает отделение поверхности заготовки 13 от зеркала матрицы 2 в процессе вытяжки изделия.
Устройство для гидромеханической вытяжки полых деталей работает следующим образом.
Заготовку 13 укладьтают на зеркало матрицы 2. Прижим 4 опускается и прижимает с определенным усилием заготовку 13 к зеркалу матрицы 2, причем пуансон 3 устанавливается на некотором расстоянии от поверхности заготовки 13. 3§тем производится подача жидкости под давлением от системы 6 в полость .корпуса 1. Давление жидкости в полости корпуса 1 и матрицы 2 повьшается. Жидкость под давлением разделяет фланцевую часть заготовки 13 с зеркалом матрицы 2, поджимает заготовку 13 к прижиму 4 и производит предварительную вытяжку.
Давление в кольцевой полости за торцом фланцевой части заготовки 13
также повьшается. При достижении определенного давления в.полости корпуса 1 и в кольцевой полости срабатывает реле давления 14, которое дает сигнал на отключение электродвигателя, системы 6 и на включение рабочего хода ползуна пресса. Пуансон 3, связанный с ползуном пресса, опускается, производя вытяжку детали с противодавлением, создаваемым жидкостью 5 и регулируемым с помощью системы 15, при этом излишки жидкости удаляются из полости корпуса 1 через кольцевую полость, обеспечивая принудительную смазку и разделение поверхности заготовки 13 от зеркала матрицы 2, улучшая условия вытяжки и повьшая степень деформации.
Использование предлагаемого способа и устройства для гидромеханической вытяжки позволяет улучшить условия вытяжки деталей различной формы разных материалов, повысить степень вытяжки за один переход, улучшить качество вытягиваемых изделий и, как следствие, снизить трудоемкость их изготовления за счет обеспечения вытяжки с принудительным разде- Го установлена матрица, и с кольцелением фланца заготовок и зеркала матрицы жидкостью высокого давления во все время процесса вытяжки.
Формула изобретения
1. Способ гидромеханической вытяжки из листовой,заготовки в матрицу, заполненную жидкостью под регулируемым давлением жестким пуансоном с прижимом фланца путем предваритель35
40
вым пазом на внутренней боковой поверхности большей ступени, расположенным на уровне рабочей плоскости матрицы и сообщенным с системой регулирования противодавления, прижим установлен с возможностью вхождения в большую ступень корпуса, а уплотнения размещены в прижиме на его рабочей поверхности и боковой поверхности, обращенной к большей ступени корпуса.
Составитель О.Матвеева Редактор Н.Горват Техред Л.Сердюкова Корректор Л.Бескид
Заказ 3904/11 Тираж 730-Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,, Ра.ушская наб., д. 4/5
Про изводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4 .
33448
ной вытяжки в направлении прижима с помощью жидкости высокого давления и окончательной вытяжки в матрицу жестким пуансоном с регулируемым противодавлением, отличающий- с я тем, что, с целью повьш1ения степени формоизменения и улучшения качества готовых изделий, предваритель Q ,ную вытяжку заканчивают в момент разделения жидкостью высокого давления фланца заготовки и матрицы, а окончательную вытяжку осуществляют с вытеснением жидкости через зазор
... между, фланцем заготовки и матрицей.
10
20
25
2. Устройство для гидромеханической вытяжки, содержащее корпус, полость которого связана с системой для подачи рабочей жидкости, установленную на корпусе матрицу, пуансон и охватывающий его прижим, а также систему регулирования противодавления и уплотнения, при этом элементы системы для подачи рабочей жидкости электрически связаны с элементами системы регулирования противодавления, отл.ичающееся- тем, что корпус выполнен со ступе нчатой полостью, в большей ступени которо
вым пазом на внутренней боковой поверхности большей ступени, расположенным на уровне рабочей плоскости матрицы и сообщенным с системой регулирования противодавления, прижим установлен с возможностью вхождения в большую ступень корпуса, а уплотнения размещены в прижиме на его рабочей поверхности и боковой поверхности, обращенной к большей ступени корпуса.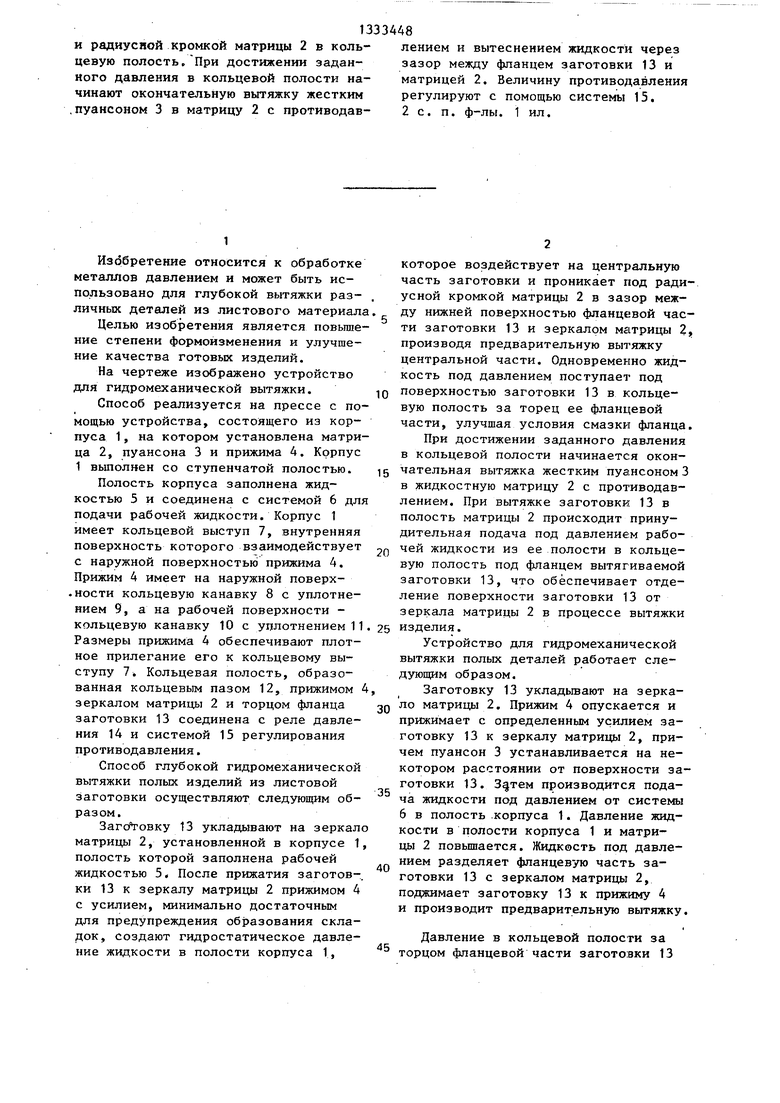
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидромеханической вытяжки | 1987 |
|
SU1505631A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| Способ гидромеханической вытяжки | 1986 |
|
SU1391772A1 |
| Устройство для гидромеханической вытяжки | 1988 |
|
SU1558535A1 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| Способ вытяжки полых изделий из листовой заготовки и штамп для его осуществления | 1985 |
|
SU1407619A1 |
| Штамп для гидромеханической вытяжки | 1987 |
|
SU1484408A1 |
| Устройство для вытяжки с нагревом | 1988 |
|
SU1538955A2 |
| Устройство для гидромеханической вытяжки | 1987 |
|
SU1509157A1 |
| Штамп для вытяжки с противодавлением | 1987 |
|
SU1465153A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения для изготовления полых изделий методом вытяжки. Цель изобретения - повышение степени формоизменения и улучшение качества готовых изделий. Устройство содержит корпус 1 со ступенчатой полостью, связанной с системой 6 для подачи рабочей жидкости. В большей ступени корпуса 1 установлена матрица 2 и имеется кольцевой паз 12, сообш;енный с системой 15 регулирования противодавления. В большую ступень корпуса 1 входит прижим 4 с уплотнениями 9 и 11 соответственно на боковой и рабочей поверхностях. Заготовку 13 устанавливают на матрицу 2, прижимают прижимом 4 и выпучивают давлением жидкости в сторону прю1дама 4, осуществляя предварительную вытяжку. Жид1{ость проникает в зазор между заготовкой 13 
| Гидромеханическая вытяжка для получения сложных деталей..Обзорная информация ВНИИТЭМР, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Насос | 1917 |
|
SU13A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
