1
(21)4280446/25-27
(22)27.07.87
(46) 07.09.89. Бюл. № 33
(71)Всесоюзный проектно-конструкторский институт технологии электротехнического производства
(72)В. В. Петров, А. П. Швецов и М. А. Шульц
(53)621.983.3.01(088.8)
(56)Авторское свидетельство СССР № 1333448, кл. В 21 D 22/24, 1986.
(54)УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОЙ ВЫТЯЖКИ
(57)Изобретение относится к обработке металлов давлением и может быть использовано для глубокой вытяжки различных деталей из листового материала. Целью изобретения является повышение качества. Заготовка укладывается на зеркало матрицы 3, прижимается прижимом 4, при этом от гидростанции 11 подается жидкость в область торца заготовки, через кольцевой паз 16. При достижении определенной величины давления реле 19 дает команду на включение рабочего хода ползуна, связанного с пуансоном, и производится вытяжка детали с противодавлением. В процессе вытяжки через трубопровод 9 и обратный клапан 10 поддерживается гидростатическое давление в области торца фланца заготовки. Устройство позволяет повысить степень вытяжки за один переход, снизить время работы гидростанции и снизить энергозатраты при выполнении операции вытяжки. 1 з.п.ф-лы, 1 ил.
&
(Л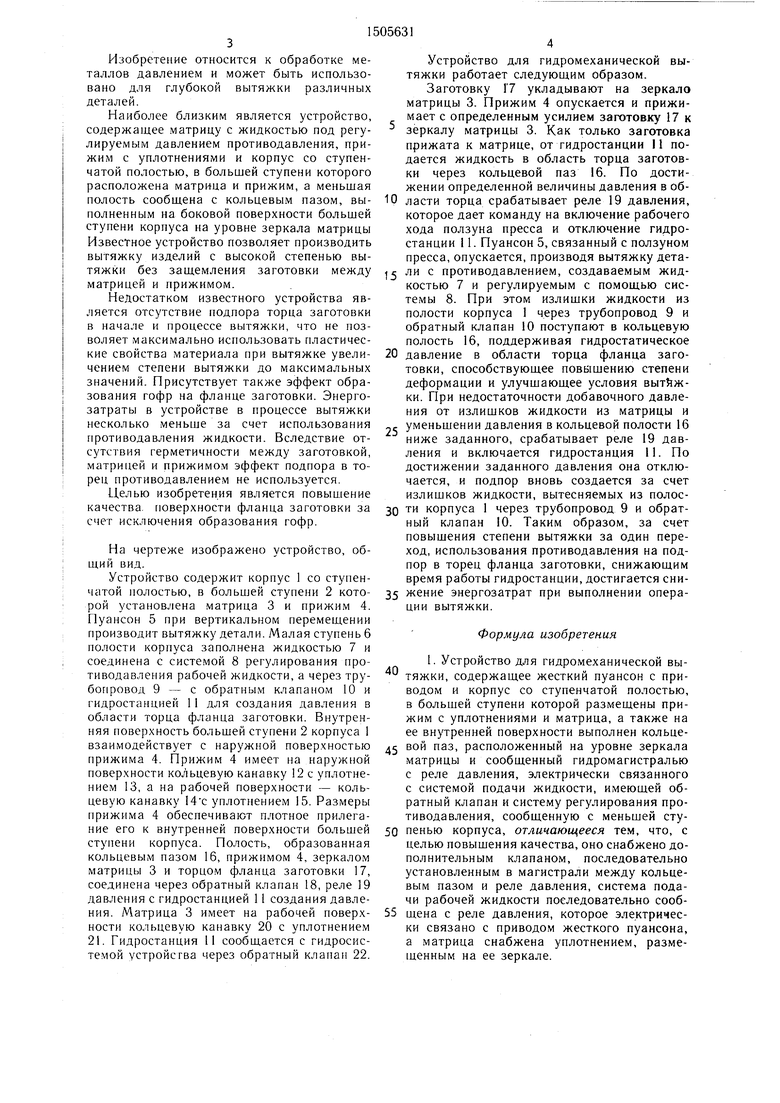
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидромеханической вытяжки и устройство для гидромеханической вытяжки | 1986 |
|
SU1333448A1 |
| Устройство для гидромеханической вытяжки | 1988 |
|
SU1558535A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |
| Штамп для гидромеханической вытяжки | 1987 |
|
SU1484408A1 |
| Устройство для вытяжки | 1988 |
|
SU1574320A1 |
| Устройство для глубокой вытяжки | 1977 |
|
SU721177A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1973 |
|
SU404204A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| Устройство для гидромеханической вытяжки | 1986 |
|
SU1400721A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для глубокой вытяжки различных деталей из листового материала. Целью изобретения является повышение качества. Заготовка укладывается на зеркало матрицы 3, прижимается прижимом 4, при этом от гидростанции 11 подается жидкость в область торца заготовки через кольцевой паз 16. При достижении определенной величины давления реле 19 дает команду на включение рабочего хода ползуна, связанного с пуансоном, и производится вытяжка детали с противодавлением. В процессе вытяжки через трубопровод 9 и обратный клапан 10 поддерживается гидростатическое давление в области торца фланца заготовки. Устройство позволяет повысить степень вытяжки за один переход, снизить время работы гидростанции и снизить энергозатраты при выполнении операции вытяжки. 1 з.п. ф-лы, 1 ил.
77
/
7
СП
О СП
О 00
Изобретение относится к обработке металлов давлением и может быть использовано для глубокой вытяжки различных деталей.
Наиболее близким является устройство, содержащее матрицу с жидкостью под регулируемым давлением противодавления, прижим с уплотнениями и корпус со ступенчатой полостью, в большей ступени которого расположена матрица и прижим, а меньшая
Устройство для гидромеханической вытяжки работает следующим образом.
Заготовку 17 укладывают на зеркало матрицы 3. Прижим 4 опускается и прижимает с определенным усилием заготовку 17 к зеркалу матрицы 3. Как только заготовка прижата к матрице, от гидростанции II подается жидкость в область торца заготовки через кольцевой паз 16. По достижении определенной величины давления в обполость сообщена с кольцевым пазом, вы- 10 ласти торца срабатывает реле 19 давления, полненным на боковой поверхности большейкоторое дает команду на включение рабочего
ступени корпуса на уровне зеркала матрицы Известное устройство позволяет производить вытяжку изделий с высокой степенью вытяжки без защемления заготовки матрицей и прижимом.
Недостатком известного устройства является отсутствие подпора торца заготовки в начале и процессе вытяжки, что не позволяет максимально использовать пластичесхода ползуна пресса и отключение гидростанции 11. Пуансон 5, связанный с ползуном пресса, опускается, производя вытяжку дета- между г ли с противодавлением, создаваемым жидкостью 7 и регулируемым с помощью системы 8. При этом излишки жидкости из полости корпуса 1 через трубопровод 9 и обратный клапан 10 поступают в кольцевую полость 16, поддерживая гидростатическое
кие свойства материала при вытяжке увели- 20 давление в области торца фланца загочением степени вытяжки до максимальных значений. Присутствует также эффект образования гофр на фланце заготовки. Энергозатраты в устройстве в процессе вытяжки несколько меньше за счет использования противодавления жидкости. Вследствие отсутствия герметичности между заготовкой, матрицей и прижимо.м эффект подпора в торец противодавлением не используется. Целью изобретения является повышение
товки, способствующее повышению степени деформации и улучщающее условия вытйж- ки. При недостаточности добавочного давления от излишков жидкости из матрицы и -г уменьшении давления в кольцевой полости 16 ниже заданного, срабатывает реле 19 давления и включается гидростанция 11. По достижении заданного давления она отключается, и подпор вновь создается за счет излишков жидкости, вытесняемых из полоскачества. поверхности фланца заготовки за 0 и корпуса 1 через трубопровод 9 и обратсчет исключения образования гофр.
На чертеже изображено устройство, общий вид.
Устройство содержит корпус 1 со ступенный клапан 10. Таким образом, за счет повышения степени вытяжки за один переход, использования противодавления на подпор в торец фланца заготовки, снижающим время работы гидростанции, достигается сниции вытяжки.
чатой полостью, в большей ступени 2 кото- 35 жение энергозатрат при выпо.тнении опера- рой установлена матрица 3 и прижим 4. Пуансон 5 при вертикальном перемещении производит вытяжку детали. Малая ступень 6 полости корпуса заполнена жидкостью 7 и соединена с системой 8 регулирования противодавления рабочей жидкости, а через трубопровод 9 - с обратным клапаном 10 и гидростанцией 11 для создания давления в области торца фланца заготовки. Внутренняя поверхность большей ступени 2 корпуса 1
40
Формула изобретения
. Устройство для гидромеханической вытяжки, содержащее жесткий пуансон с приводом и корпус со ступенчатой полостью, в большей ступени которой размещены прижим с уплотнениями и матрица, а также на ее внутренней поверхности выполнен кольцевзаимодеиствует с наружной поверхностью д вой паз, расположенный на уровне зеркала
прижима 4. Прижим 4 имеет на наружной поверхности кольцевую канавку 12 с уплотнением 13, а на рабочей поверхности - кольцевую канавку 14 с уплотнением 15. Размеры прижима 4 обеспечивают плотное прилегание его к внутренней поверхности большей ступени корпуса. Полость, образованная кольцевым пазом 16, прижимом 4, зеркалом матрицы 3 и торцом фланца заготовки 17, соединена через обратный клапан 18, реле 19 давления с гидростанцией 11 создания давлематрицы и сообщенный гидромагистралью с реле давления, электрически связанного с системой подачи жидкости, имеющей обратный клапан и систему регулирования противодавления, сообщенную с меньшей сту- 50 пенью корпуса, отличающееся тем, что, с целью повышения качества, оно снабжено дополнительным клапаном, последовательно установленным в магистрали между кольцевым пазом и реле давления, система подачи рабочей жидкости последовательно сообния. Матрица 3 имеет на рабочей поверх- 55 щена с реле давления, которое электричесности кольцевую канавку 20 с уплотнением 21. Гидростанция И сообшается с гидросистемой устройсгва через обратный клапан 22.
ки связано с приводом жесткого пуансона, а матрица снабжена уплотнением, размещенным на ее зеркале.
Устройство для гидромеханической вытяжки работает следующим образом.
Заготовку 17 укладывают на зеркало матрицы 3. Прижим 4 опускается и прижимает с определенным усилием заготовку 17 к зеркалу матрицы 3. Как только заготовка прижата к матрице, от гидростанции II подается жидкость в область торца заготовки через кольцевой паз 16. По достижении определенной величины давления в области торца срабатывает реле 19 давления, которое дает команду на включение рабочего
товки, способствующее повышению степени деформации и улучщающее условия вытйж- ки. При недостаточности добавочного давления от излишков жидкости из матрицы и г уменьшении давления в кольцевой полости 16 ниже заданного, срабатывает реле 19 давления и включается гидростанция 11. По достижении заданного давления она отключается, и подпор вновь создается за счет излишков жидкости, вытесняемых из полос и корпуса 1 через трубопровод 9 и обратный клапан 10. Таким образом, за счет повышения степени вытяжки за один переход, использования противодавления на подпор в торец фланца заготовки, снижающим время работы гидростанции, достигается снижение энергозатрат при выпо.тнении опера-
ции вытяжки.
жение энергоз
35 жение энергозатрат при выпо.тнении опера-
40
Формула изобретения
. Устройство для гидромеханической вытяжки, содержащее жесткий пуансон с приводом и корпус со ступенчатой полостью, в большей ступени которой размещены прижим с уплотнениями и матрица, а также на ее внутренней поверхности выполнен кольцед вой паз, расположенный на уровне зеркала
матрицы и сообщенный гидромагистралью с реле давления, электрически связанного с системой подачи жидкости, имеющей обратный клапан и систему регулирования противодавления, сообщенную с меньшей сту- 50 пенью корпуса, отличающееся тем, что, с целью повышения качества, оно снабжено дополнительным клапаном, последовательно установленным в магистрали между кольцевым пазом и реле давления, система подачи рабочей жидкости последовательно сооб55 щена с реле давления, которое электрически связано с приводом жесткого пуансона, а матрица снабжена уплотнением, размещенным на ее зеркале.
1505631
56
что, с целью уменьшения энергозатрат, оно паз с системой регулирования протнводав- снабжено дополнительной магистралью с об- ления.
