4; со
Изобретение относится к обработке металлов давлением, а именно к устройствам для ковки стержневых поковок с фланцем под молотами свободной ковки, и может найти широкое применение в машиностроении.
Цель и:юбретения - повышение производительности ковки, снижение расхода металла и расширение технологических возможностей.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху при сомкнутых матрицах; на фиг. 3 - то же, при разомкнутых матрицах.
Устройство содержит подкладную плиту 1., выполненную с гнездом 2, плоскостью 3 скольжения, закрепленную в гнезде 2 обойму 4, выполненную с цилиндрической внутренней поверхностью радиусом Ri и эксцентричными к ней копирны.ми поверхностями 5 и 6. Устройство также содержит размешенные в цилиндрической полости обой.мы на П.10СКОСТИ 3 скольжения разьем- ные матрицы 7 и 8, выполненные с цилиндрической наружной поверхностью радиусом R2, соединенные между собой ручкой-пружиной 9, сцентрированные фиксаторами 10 и дополнительно снабженные концентричными ребровыми упорами 11 и 12. Радиус цилиндрической полости обоймы Ri больше радиуса цилиндрической поверхности раз-1)емных матриц R2 на величину одной второй величины разъе.ма 6. необходимого для извлечения поковки из разъемных матриц. Иодкладпая плита выполнена с посадочны.м иездом 13, которглм устройство фиксируется на нижней обойме молота. Эксцентричные поверхности обоймы выполнены радиусом с эксцентриситетом и. 6порнь е поверхности концентричных уцоров вьиюлнены радиусом Ri, равным радиусу цилиндрической внутренней поверхности обоймы.
Эксцентричные поверхности обоймы образуют углубления в которые входят концентричные опорные поверхности ребровых упоров.
Устройство работает следующим образом.
Подкладную плиту 1 с закрепленной в ней обоймой 2 устанавливают на нижний боек молота свободной ковки, разъемные матрицы 7 и 8 смыкают сжатием ручки- пружины 9 и устанавливают в полость обоймы 2 таким образом, чтобы коршен- гричные ребровые упоры 11 и 12 кяиса- лись в эксцентричные полости обоймы. В исходном по.ложении матрицы должны быть разомкнуты, ручка-пружина должр{а быть повернута в крайнее левое положение отно0
5
0
5
0
5
0
и под размы- устаи
сите. 1ьно рабочего места кузнеца, а ребровые упоры утоплены в эксцентричные полости обоймы. Нагретую до ковочной температуры заготовку устанавливают в стержневой ручей разъе.мных .матриц и поворачивают ручку-пружину 9 в крайнее правое положение. При этом ребровые упоры 11 и 12, скользя опорными поверхностями по конирным эксцентричным новерхностя.м обоймы, выходят из уг. 1ублений, радиально перемешаясь по плоскости 3 скольжения и зажимают заготовку. Ударом верхнего бойка молота производится формообразование заготовки. Ручку-пружину 9 снова поворачивают в крайнее левое положение, цри этом матрицы 7 и 8 поворачиваются, концентричные ребровые упоры 11 и 12 заглубляются в эксцентричные полости действием ручки-пружины матрицы каются. Производится поковки новка следующей заготовки.
Равенство радиусов Ri внутренней цилиндрической поверхности обоймы и опорных поверхностей концентричных ребровых упоров, выполненных на разьемных матрицах, в совокупности с эксцентричными копирными поверхностями обоймы, выполненными с эксцентриситетом б и радиусом R.(, большим на величину 6 чем RI, а также совместио с цилиндрически.ми поверхностями .мных матриц, выполненными радиусом R, меньишм на величину ( чем RI, обеспечивают бысгрое см1, и размыкание разьемных матриц.
Формула илопр чения
Устройство для ковки стержневых поковок с фланцем, содержащее подкладную плиту с закрец. 1енно11 обоймой, в нолосги которой размешень )азьемные матрицы, отличающееся тем, что, с целью повышения производительности, снижения расхода металла и расп1ирения технол(л ических возможностей, оно снабжено ручкой-пружиной, ее концы закреплены на матрицах, наружные поверхности которых выполнены цилиндрическими, обой.ма выполнена с криволинейными участками на поверхности со стороны матрицы, а последние снабжены центрирующими фиксаторами и выполнены с ребровыми упора.ми, размещенными с возможностью взаимодействия с криволиней- ны.ми участками обоймы, при этом опорные поверхности упоров выполнены по радиусу, равному радиусу цилиндрической полости обоймы, по меньшему радиусу цилипдрической поверхности разъе.мных матриц па величину их размыкания.
Фи2.1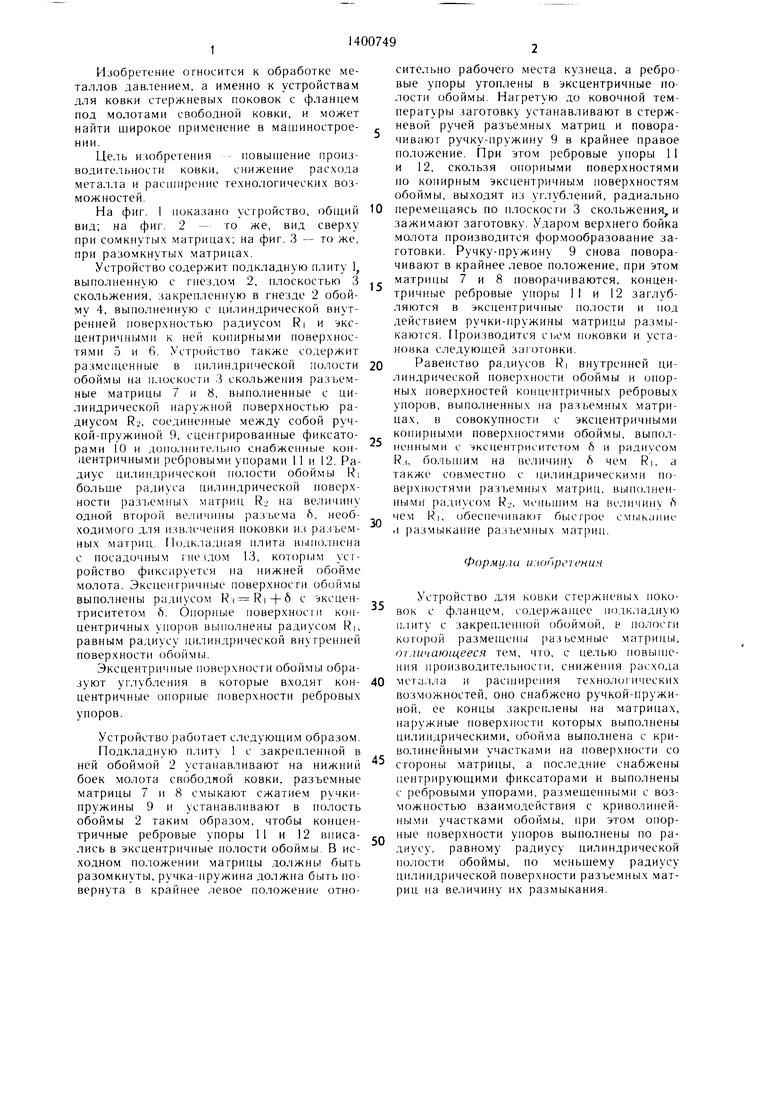
| название | год | авторы | номер документа |
|---|---|---|---|
| Подкладной штамп | 1988 |
|
SU1613236A1 |
| Подкладной штамп для ковки стержневых поковок | 1988 |
|
SU1532170A1 |
| Устройство для прошивки поковок | 1977 |
|
SU709234A1 |
| Устройство для ковки полых поковок с фланцем | 1985 |
|
SU1379004A1 |
| Штамп для объемной штамповки поковок с отростком и фланцем | 1982 |
|
SU1139555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ штамповки удлиненных поковок с раструбом | 1991 |
|
SU1802736A3 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для ковки стержневых заготовок. Цель - повышение производительное: и. снижение расхода металла и расширение технологических возможностей. Устройство снабжено ручкой-пружиной. Ее концы закреплены на матрицах с цилиндрическими наружными поверхностями. Обойма выполнена с криволинейными участками, по которым перемешаются при размыкании матриц их ребровые упоры. Упоры вьпкхт- нены на наружных поверхностях. Это по- вьпиает производительность работы устройства за счет устранен11я необходимости демонтажа матриц. 3 ил. «
Фиг.2
Фи2.д
| л и | |||
| по в а т ЛОЛ 4036100/25-27 11.03.86 07.06.88 | |||
| Бюл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| В | |||
| Клабуков и П | |||
| П | |||
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| та- Справочник под ред | |||
| М | |||
| В | |||
| Сгоро- -- .: Машиностроение, 1968, с | |||
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
