со
со
Изобретение относится к обработке металлов давлением, а именно к устройствам для ковки полых поковок.
Цель изобретения - увеличение производительности и уменьшение расхода металла.
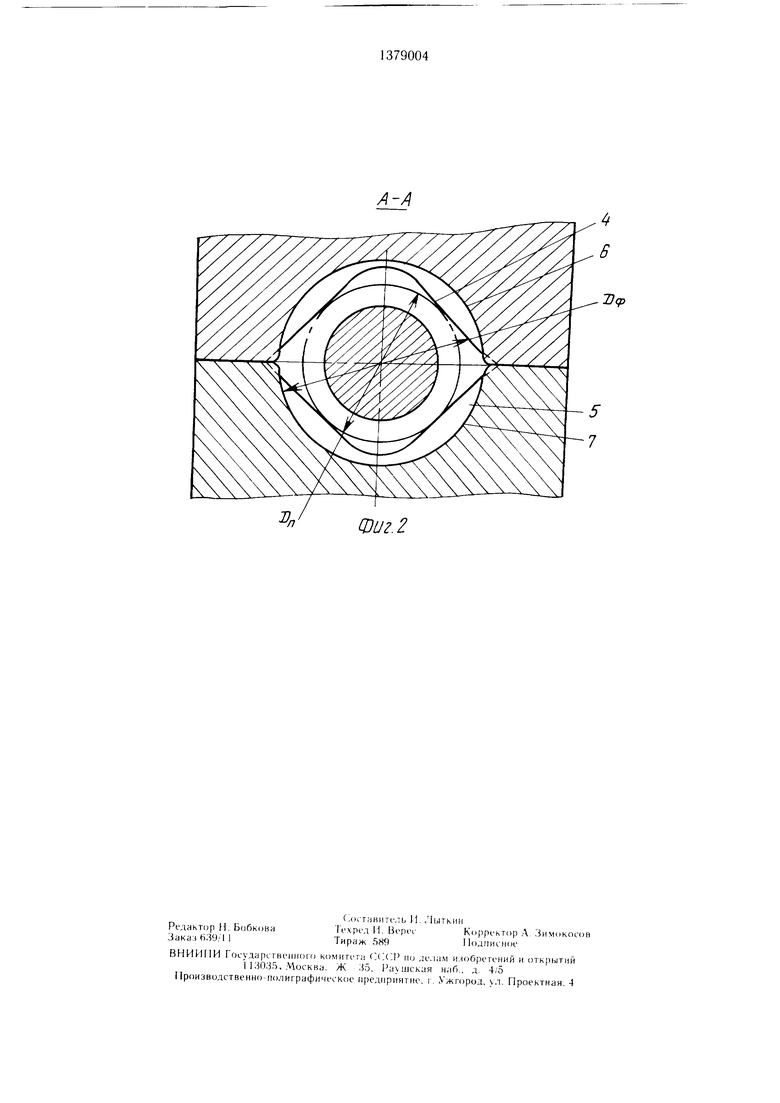
На фиг. 1 показано устройство, продольное сечение; на фиг. 2 - сечение А-А на фиг. 1.
Устройство для ковки полых поковок состоит из конусной оправки 1, верхнего 2 и нижнего 3 вырезных бойков. Рабочие части бойков 2 и 3 образованы поверхностями 4 и 5, на краях которых или хотя бы только одного края выполнена кольцевая проточка 6 и 7 по форме фланца получаемой поковки и ограничительные бурты 8-11 с каждого края. Нижний боек 3 снабжен дополнительными буртами 12 и 13, между которыми установлена с возможностью вращения конусная оправка 1 своим меньшим основанием в сторону кольцевой проточки 6 и 7. Оправка выполнена с ручкой 14 со стороны большего основания корпуса.
Устройство работает следующим образом.
Бойки 2 и 3 устанавливают на пресс или молот. На конусную оправку I надевают предварительно прошитую и нагретую до ковочной температуры заготовку. Оправку 1 с заготовкой устанавливают между дополни
тельными буртами 12 и 13 и ударами верхнего бойка 2 с поворотами оправки 1 вместе с заготовкой протягивают последнюю. При деформировании заготовки течение металла в осевом направлении ограничивается буртами 8-11, происходит оформление цилиндрического тела поковки с диаметром Dn и фланца с диаметром Оф. Фланец формируется путем заполнения кольцевой проточки 6 и 7 металлом заготовки.
Изобретение позволяет увеличить производительность процесса и уменьшить расход металла за счет повышения точности поковки и уменьшения напусков.
Формула изобретения
Устройство для ковки полых поковок с фланцем, содержащее верхний и нижний вырезные бойки и конусную оправку, отличающееся тем, что, с целью увеличения производительности и уменьшения расхода металла, у торцов рабочих частей вырезных бойков выполнены ограничительные бурты и по меньшей мере у одного из них выполнены кольцевая проточка, а нижний боек снабжен допонительны.ми буртами, между которыми установлена с возможностью вращения конусная оправка, обращенная основанием меньшего диаметра в сторону кольцевой проточки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ковки полых поковок | 1980 |
|
SU977091A1 |
| Способ ковки поковок | 1976 |
|
SU683844A1 |
| Устройство для кузнечной раскатки кольцевых заготовок | 1991 |
|
SU1808454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Способ изготовления полых поковок | 1980 |
|
SU948513A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Способ изготовления ступенчатых полых поковок | 1980 |
|
SU902975A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для ковки полых поковок. Целью изобретения является увеличение производительности процесса и уменьшение расхода металла. Устройство состоит из конусной оправки и двух вырезных бойков, в которых на рабочих частях у торцов выполнены бурты и кольцевая проточка. Конусная оправка разме щена между дополнительными буртами, выполненными у торцов нижнего бойка. За счет повышения точности поковки и уменьшения HatiycKOB увеличивается производительность процесса и уменьшается расход металла. 2ил.
8
9 /5
Фи2.1
фиг. 2
| Вербицкий И | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ковка стальных пусто телых поковок | |||
| ВНИИМИ, ИЛТ2-10-06 № 82-1540. | |||
