ел
00
Изобретение относится к области литья 110 выплавляемым моделям, а именно к составам смесей для формовки оболочковых форм при изготовлении отливок из черных металлов п сплавов в центробежных установках.
Цель изобретения -- повЫ1нение жид- котекучести смеси, плотности и прочности форм, а также снижение стоимости форм. Центробежная заливка жидкого металла в этнлсиликатные формы предъявляет особые гребовапия к наполнительной формовочной смеси. Такая с.месь должна обладать новы- П1епной жидкотекучестью для качественного запо;п1ения паружпы.х частей оболочки, прочностью в нагретом состоянии для со.хра- непия (j6o. io4Kn во время заливки металлом. В кнарпевый песок вводят минеральное вяжущее кальций-алюминатный цемент (КЛЦ) обладаюпшй высокими огнеупорными и вяжущими свойствами, пластификаторкаолин, 0,15-0,25-ный водный раствор метилоксипропилцеллюлозы (МОПЦ) или метилцеллюлозы (МЦ), кото- pi)ie относятся к группе просты.х эфиров целлюлозы, а также пылевидный кварц (ПК).
Предлагаемая смесь содержит следующее соотпоп1ение комнонентов, мае. %: Кальций-алюминатный цемент4-5 Кварцевый песок 31-67,5 Пылевидный KBapix 13-46 Каолин 1,0-1,5 0,15-0,25%-ный водный раствор метилоксипропилцеллюлозыили метилцеллюлозы 14,5-16,5 Одно из важных технологических свойств жидкоподвижны.х формовочных смесей является устойчивость к оседанию огнеупорных наполнителей, т. е. к выделению воды. Седиментационная устойчивость существенно влияет на достижение равномерной прочности и плотности керамики по всему обьему фор.мы.
Функцию стабилизатора от оседания кварцевого песка выполняет 0,15 -0,25%- ный водный раствор МОПЦ или ЛАП.
Экспериментально установлено, что при влиянии водного раствора МОПЦ или МЦ равномерно по все.му объе.му фор.мы удерживается вода, это создает одинаковые условия для затвердевания смеси; введение в наполнительную фор.мовочную смесь органики даже в виде 0,15-0,25°/о-ного водного раствора снимает прочность форм после прокалки на 20-30%, что ограничивает концентрацию этого составляющего в указанных пределах.
Каолин вводят в наполнительную формовочную смесь в виде мелкодисперспого порощка. Распределяясь между кварцевым песком, каолин придает формовочной смеси
5
повыщенные пластические свойства и дополнительно снижает оседание кварцевого песка, упрочняет смесь во время прокалки форм, сохраняя прочность на сжатие на уровне осж 1,1 -1,3 МПа, что компенсирует побочное влияние МОПЦ или МЦ без увеличения концентрации КАЦ.
Кроме того, в сочетании с КАЦ каолин выполняет функции поверхностно-активного вещества (ПАВ), увеличивая жидко- 0 текучесть до 160-170 мм.
Введение в состав смеси ПК снижает пористость керамики.
Перемещение ПК (St02) и гидрооки- с си алю.миния (A(OH):i) после затворения КАЦ водой повьннает плотность сырой формовочной с.меси. После прокалки форм при 900-950 С АР (OH),i переходит в и в виде мелкодисперсной фазы распределяется между зернами ПК и песка, 0 повьинает плотность керамики, что снижает окисление поверхностного слоя металла
ОТ. ЖВКИ.
Смесь приготовляют следующим образом. В расчетное количество воды, подогретой до 80-90°С, засыпают МОПЦ или МЦ и охлаждают до 4()С.
Такую операцию возможно провести с любым количеством составляющих и по мере необходимости использовать потребное количество раствора.
Q В расчетное количество раствора засыпают кера.мические материалы: КАЦ, кварцевый песок, каолин, ПК и перемешивают 3 - 5 мин при вращении мещалки 1000- 1400 об/мин. Жидкотекучесть наполнительной формовочной смеси составляет 150- 5 170 мм (по Сутторду).
Блок моделей с 1-2 слоями этилси- ликатной оболочки заливают наполнительной формовочной смесью, время затвердевания которой зависит от температуры окружаю- п.1ей среды. Так при 20°С вре.мя затвер- 0 девания равно 1,5 ч, а при 40-50 С - 40-30 мин.
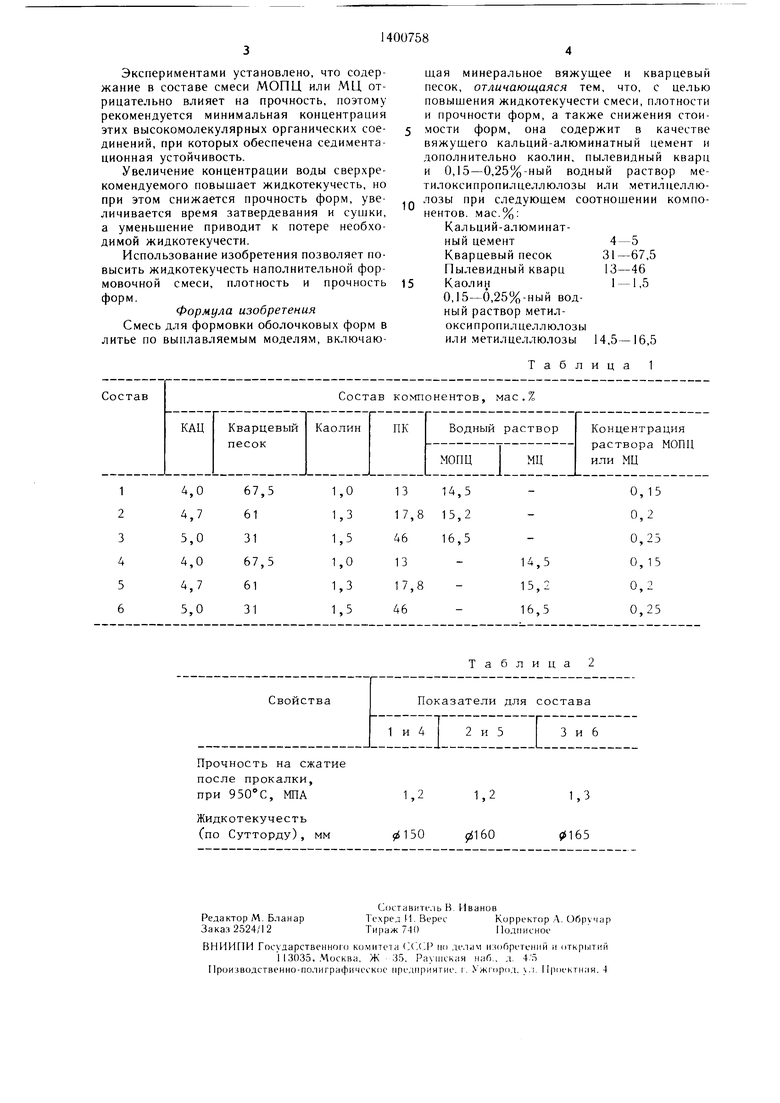
Составы смесей и их физико-механические свойства приведены в табл. 1 и 2.
Для определения прочности на сжатие с иснользуют образцы с размерами: 0 15, высота 15 мм.
Прокалку образцов проводят с нагрево.м до 950°С.
При определении жидкотекучести (по С утторду) смесь заливают в цилиндр и до 0 его подъема выдерживают 7 мин. По пят- пу растекания в 2-3 местах измеряют диаметры, а жидкотекучесть рассчитывают как среднеарифметическую величину.
Так как каолин частично выполняет функции упрочнителя, то экспериментально 5 установлено оптимальное содержание его в пределах 1 -1,5% при концентрации МОПЦ или Л Щ в водном растворе в пределах 0,15 0,25%.
Экспериментами установлено, что содержание в составе смеси МОПЦ или МЦ отрицательно влияет на прочность, поэтому рекомендуется минимальная концентрация этих высокомолекулярных органических соединений, при которых обеспечена седимента- ционная устойчивость.
Увеличение концентрации воды сверхре- комендуемого повышает жидкотекучесть, но при этом снижается прочность форм, увеличивается время затвердевания и сушки, а уменьшение приводит к потере необходимой жидкотекучести.
Использование изобретения позволяет повысить жидкотекучесть наполнительной формовочной смеси, плотность и прочность форм.
Формула изобретения
Смесь для формовки оболочковых форм в литье по выплавляемым моделям, включаю0
5
щая минеральное вяжущее и кварцевый песок, отличающаяся тем, что, с целью повышения жидкотекучести смеси, плотности и прочности форм, а также снижения стоимости форм, она содержит в качестве вяжущего кальций-алюминатный цемент и дополнительно каолин, пылевидный кварц и 0,15-0,25%-ный водный раствор ме- тилоксипропилцеллюлозы или метилцеллю- лозы при следующем соотношении компонентов. мас.%:
Кальций-алюминатный цемент4-5 Кварцевый песок 31-67,5 Пылевидный кварц 13-46 Каолин1 -1,5 0,15-0,25%-ный водный раствор метил- окси пропил целлюлозы или метилцеллюлозы 14,5-16,5
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Наполнительная смесь для изготовления форм по выплавляемым моделям | 1986 |
|
SU1435367A1 |
| Раствор для упрочнения форм по выплавляемым моделям | 1983 |
|
SU1135529A1 |
| Смесь для изготовления литейных форм и стержней | 1977 |
|
SU730444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2008 |
|
RU2368452C1 |
| Смесь для изготовления литейных керамических форм и стержней | 1984 |
|
SU1163959A1 |
| ВОДНАЯ ПРОТИВОПРИГАРНАЯ ОГНЕУПОРНАЯ ПАСТА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2007 |
|
RU2378082C2 |
| Токопроводящее покрытие для изготовления литейных керамических форм | 1975 |
|
SU610604A1 |
| Способ изготовления оболочковых форм по выплавляемым моделям | 1990 |
|
SU1770032A1 |
| Смесь для обсыпки керамических форм | 1981 |
|
SU959886A1 |
| Шихта для изготовления безобжиговых керамических изделий | 1982 |
|
SU1058928A1 |
Изобретение относится к составам смесей для фор.мовки оболочковых форм при изготовлении отливок из черных сплавов по выплавляемым моделям в центробежных установках. Цель изобретения -- повышение жидкотекучести смеси, плотности и прочности форм, а также снижение стоимости форм. Это достигается тем, что в качестве минерального вяжуп1его смесь содержит кальций-алюминатный цемент, а в качестве наполнителя - кварцевый песок. Их седи.ментационную устойчивость повышают введение.м пылевидного кварца, каолина и растворами метилоксипропилцеллюлозы или метилцеллюлозы. Помимо своего назначения каолин упрочняет смесь при прокаливании и выполняет функции П.ЛВ. Смес1 содержит ко.мпоненты в следующем соотношении, мас.%: кальций-а.чюминатныи цемент 4--5; кварцевый песок 31-67,5; пы левидный кварц 13 46; каолин 1-1.5; 0,15 0,25%-ный водный раствор метилоксипропилцеллюлозы или мети л целлюлозы 14,5 16,5. Использование предложенной смеси повышает жидкотекучесть смеси, плотность и прочность формы. 2 табл. (Л
Таблица 2
| Авторское свидетельство СССР № 923710, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литье по выплавляемым моделям./ Под ред | |||
| Л | |||
| И | |||
| Шиленника и В | |||
| А | |||
| Озерова | |||
| М.: Машиностроение, 1984, с | |||
| Крутильный аппарат | 1922 |
|
SU233A1 |
