4
со
СП
00 Од
Изобретение относится к литейному производству, в частности к материалам формы при изготовлении отливок из черных и цветных металлов по вы- плавляемым моделям центробежной заливкой металла.
Цель изобретения - снижение трудоемкости изготовления форм и улучшение качества их поверхности.
Формовочная смесь содержит каль- ций-ал ом1-гнатный цемент, пылевидньш кварц или электрокорунд, каолин,водный раствор метилоксипропилцеллюлозы или метилцеллюлозы и кремнезоль при следующем соотношении, мас.%:
Кальций-алюминатный
цемент (КАЦ) 3,1-3,8
Пылевидный кварц или
электрокорунд 69,5-72,1
Каолин0,2-0,8
Кремнезоль 1,5-2,3
0,1-0,15 %-мый в одный
раствор метилоксипропилцелтаолозы или
метилцеллюлозы 22,5-24,2
Единая жидкоподвижная формовочная смесь для центробежного литья по выплавляемым моделям высокотемпературных сплавов обладает свойствами жид- котекучести, прочности, плотности поверхностного слоя, контактирующего с жидким металлом. Это позволяет снизить трудозатраты при изготовлении форм за счет отказа от нанесения этилсиликатных оболочек на блоки моделей, максимально приблизить сложно профильные отливки из высокотемпературных сплавов по форме и размерам к готовым деталям, оформляя глухие полости и протяженные отверстия без простановки -предварительно изготовленных керамических стержней, и уменьшить шероховатость поверхности металла отливок.
При введении в состав.смеси кремнезоль в сочетании с КАЦ повьшгает жидкотекучесть при снижении концентрации водного раствора, т.е. является поверхностно-активным веществом (ГШО.
Таким образом, кремнезоль в составе единой жидкоподвижной формовочной смеси вьтолняет двойную функцию: ПАВ и второго связующего, хотя в пределах указанной концентрации кремнезоль в большей степени является ПАВ, чем связующим. Дополнительное упроч
5
0
5
0 5 0 5
0
5
нение смеси кремнезолем отмечено после прокалки форм, что позволило снизить содержание КАЦ. При наличии только одних мелкодисперсных керамических составляющих смесь содержит относительно небольшое количество водного раствора и при этом обладает повьппенной жидкотекучестью и прочностью.
Важным технологическим свойством единых жидкоподвижных формовочных смесей является устойчивость к оседанию огнеупорных наполнителей. Разделение составляющих смеси по плотности недопустимо, так как оседание более тяжелых маршаллита или электрокорунда и скопление в верхней части формы жидкости существенно влияет на достижение равномерной плотности во всем объеме. Неравномерная плотность смеси в объеме является причиной ее растрескивания уже на этапе сушки.
Функцию стабилизатора от оседания выполняет О,1-0,15%-ный водный раствор метилоксипропилцеллюлозы (МОПЦ) или метилцеллюлозы (МО . Приведенная концентрация является оптимальной для обеспечения седиментационной устойчивости. Избыток МОПЦ или Ш1 отрицательно влияет на прочность форм. Дополнительно снижает оседание каолин. Кроме -того, опытным путем установлено, что в сочетании с КАЦ и кремнезолем каолин способствует повышению жидкотекучест-и и дополнительно упрочняет смесь после прокалки форм. .
Смесь приготавливают следующим образом.
В расчетное количество воды, подогретой до 8О-9О С, засыпают МОПЦ или МЦ и охлаждают до 40°С. Такую операцию проводят с любым количеством составляющих и используют раствор по мере необходимости. Далее в водный раствор заливают кремнезоль и засыпают КАЦ, пылевидный кварц или злектро- корунд и каолин. Перемешивают смесь в течение 3-5 мин при оборотах мешалки 1000-1400 в 1 мин.
Блок моделей, установленивй в металлическую опоку, заливают жидко- подвижной смесью, вакуумируют под вибрацией. В течение 15-45 мин смесь в форме затвердевает, что позволяет осуп(ествлять дальнейшие технологические операции по сушке, вытопке модельного состава и прокалке форм.
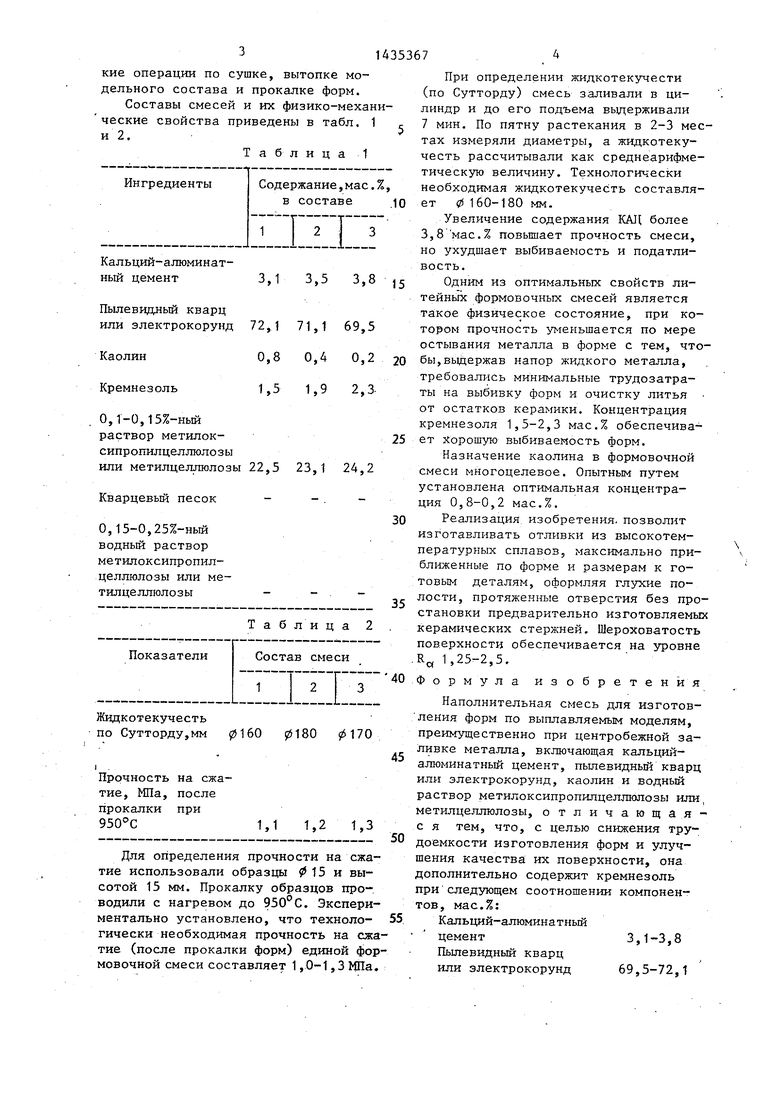
Составы смесей и их физико-механические свойства приведены в табл. 1 и 2.
Таблица 1
Кальций-алюминат- ньй цемент
Пылевидный кварц или электрокорунд
Каолин Кремнезоль
3,1 3,5 3,8
72,1 0,8 1,5
0,1-0,15%-ный раствор метилок- сипропилцеллюлозы или метилцеллюлозы 22,5
Кварцевый песок 0,15-0,25%-ный водный раствор метилоксипропил- целлюлозы или метилцеллюлозы -
1435367,
При определении жидкотекзгчести (по Сутторду) смесь заливали в цилиндр и до его подъема выдерживали
г 7 мин. По пятну растекания в 2-3 местах измеряли диаметры, а жидкотеку- честь рассчитывали как среднеарифметическую величину. Технологически необходимая жидкотекучесть составля10 ет 0160-180 мм.
Увеличение содержания КАЦ более 3,8 мае.% повышает прочность смеси, но ухудшает выбиваемость и податливость.
15 Одним из оптимальных свойств литейных формовочных смесей является такое физическое состояние, при котором прочность уменьшается по мере остывания металла в форме с тем, что20 бы,выдержав напор жидкого металла, требовались минимальные трудозатраты на выбивку форм и очистку литья от остатков керамики. Концентрация кремнезоля 1,5-2,3 мас.% обеспечива25 ет Хорошую выбиваемость форм.
Назначение каолина в формовочной 23,1 24,2 смеси многоцелевое. Опытньм путем
установлена оптимальная концентра- - ция 0,8-0,2 мас.%.
30 Реализация изобретения, позволит изготавливать отливки из высокотем71,1 0,4 1,9
69,5 0,2 2,3.
35
ближенные по форме и размерам к готовым деталям, оформляя глухие полости, протяженные отверстия без простановки предварительно изготовляемых керамических стержней. Шероховатость поверхности обеспечивается на уровне .R 1,25-2,5.
Таблица 2
Жидкотекучесть по Сутторду,мм
0160 (25180 (2Я70
на сжапослепри
1,1 t,2 1,3
Для определения прочности на сжатие использовали образцы 015 и высотой 15 мм. Прокалку образцов проводили с нагревом до 950°С. Экспериментально установлено, что технологически необходимая прочность на сжатие (после прокалки форм) единой формовочной смеси составляет 1,0-1,3 Ща.
5
0
5
50
5
ближенные по форме и размерам к готовым деталям, оформляя глухие полости, протяженные отверстия без простановки предварительно изготовляемых керамических стержней. Шероховатость поверхности обеспечивается на уровне .R 1,25-2,5.
Формула изобретения
Наполнительная смесь для изготов- ления форм по выплавляемым моделям, преимущественно при центробежной заливке металла, включающая кальций- алюминатный цемент, пьшевидный кварц или электрокорунд, каолин и водный раствор метилоксипропилцеллюлозы или, метилцеллюлозы, о тличающая- с я тем, что, с целью снижения трудоемкости изготовления форм и улучшения качества их поверхности, она дополнительно содержит кремнезоль при следующем соотношении компонентов, мас.%:
Кальций-алюминатный цемент3,1-3,8
Пьшевидный кварц
или электрокорунд 69,5-72,1
514353676
Каолин0,2-0,8 оксипропилцеллюлозы
О,1-0,15%-ный вод-или метилцеллюлозы 22,5-24,2
ный раствор метил-Кремнезоль1,5-2,3
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для формовки оболочковых форм в литье по выплавляемым моделям | 1986 |
|
SU1400758A1 |
| Состав для получения литейных форм | 1986 |
|
SU1373464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОМУЛЛИТОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2756300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| Способ изготовления керамических форм для литья по выплавляемым моделям | 2018 |
|
RU2697678C1 |
| Гранулированный катализатор крекинга и способ его приготовления | 2018 |
|
RU2677870C1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
| ПИЩЕВОЙ АРОМАТИЗАТОР СО ВКУСОМ И ЗАПАХОМ МЯСА | 1991 |
|
RU2026620C1 |
| Катализатор и способ его получения | 2021 |
|
RU2760550C1 |
| СУСПЕНЗИЯ ОГНЕУПОРНАЯ ДЛЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2503520C1 |
Изобретение относится к литейному производству, в частности к материалам формы при изготовлении отливок из черных и цветных металлов по выплавляемЬм моделям центробежной заливкой металла. Цель изобретения - снижение трудоемкости изготовления форм и улучшение качества их поверх- V ности. Цель достигается введением в ; смесь кремнезема при следующем соотношении компонентов, мас.%: кальций- алюминатный цемент 3,1-3,8; пылевидный кварц или электрокорунд 69,5 - 72,1; каолин 0,2-0,8; крег незоль 1,5- 2,3; О,1-0,15%-ный водный раствор метилоксипропилцеллюлозы или метил- целлюлозы 22,5-24,2. Свойства смеси: жидкотекучесть по Сутторду 0 160 - 180, мм; прочность на сжатие после прокаливания при 1,1-1,3 МПа. Использование состава позволяет отказаться от облицовочных слоев на этилсиликатных связующих и обеспечивает шероховатость поверхности R д 1,25-2,5. 2 табл. е сл
| Патент -США № 3883359, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Смесь для формовки оболочковых форм в литье по выплавляемым моделям | 1986 |
|
SU1400758A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
