00 со
N)
Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков на цилиндрические детали, может быть использовано при нанесении покрытий на внутренние поверхности крупногабаритных эксцентричных деталей и деталей сложной конфигурации, и является усовершенствованием устройства по авт. св. № 1069955.
Цель изобретения - повьш)ение качества покрытий и производительности устройства.
На чертеже изображено предлагаемое устройство.
Устройство состоит из индуктора 1, соединенного с генератором 2 токов высокой частоты, который соединен с источником 3 питания, оправки 4 с разрезным цилиндром 5, на лепестках 6 которого посредством кулачков 7 крепятся термобиметаллические элементы 8, соединенные с секторами 9 посредством штифтов 10. На оправке 11 с конической направ - ляющей 12 закреплено зубчатое колесо 13, взаимодействующее с зубчатым сектором 14, который расположен на валу 15 двигателя 16, связанного с блокюм 17 управления, соединенным с прибором 18 измерения температуры со световодом 19 и корпусом 20. В оравках 4 и 11 помещена деталь с металлическим порошком. К нагревателю 1 прикреплены ролики 21, установленные с возможностью вращения н осях 22. Нагреватель 1 установлен в сборе с роликами в направляющих 23 с возможностью радиального перемещения (показано стрелкой) к центру детали. Ролики 21 установлены симметрично относительно световода 19. Устройство для нанесения покрытий дополнительно оснащено средством пржатия нагревателя 1 к корпусу 20, включающим прикрепленную к нагревателю рейку 24, находящуюся в зацеплении с зубчатым колесом 25, установленным в корпусе 26 с возможностью вращения на оси и кинматически связанным посредством нити 27 с грузом 28.
Устройство работает следующим образом.
В оправках няемуто деталь
4 и 11 помещают упроч с порошком. Вращая оправку 4 относительно оправки
под10
15
4007832
жимают сектора 9 к порошковому слою, nocjie чего устанавливают деталь в оправках 4 и 11 в подвижных упорах с возможностью, вращения так, что зубчатое колесо 13 взаимодействует с зубчатым сектором 14, а один из биметаллических элементов располагается в центре зоны термического воздействия в момент начала холостого хода сектора 14. Рабочий ход сектора 14 должен обеспечить поворот детали в следующую угловую позицию. Включают последовательно двигатель 16, прибор 18 измерения температуры, генератор 2 токов высокой частоты. Если температура в зоне термического влияния индуктора 1 недостаточна, увеличивают период холостого хода с 3-4 с до 9-12 с, уменьшая число оборотов двигателя с п до п .В этом случае продолжительность рабочего хода возрастает до 3 с. Наличие эксцентриситета на детали компенсируется постоянным прижимом нагревателя 1 с помощью груза 28, поворачивающего зубчатое колесо 25 против часовой стрелки и воздействующего на зубчатую рейку 24, которая обеспечивает перемещение нагревателя 1 к центру детали и плотное прижатие роликов 21 к наружной поверхности оправки 4.
20
25
30
Ролики 21 являются ограничителем перемещения индуктора 1 по отношению к наружной цилиндрической поверхности оправки 4, относительно которой центрирован внутренний диаметр детали, на которую наносится твердосплавное покрытие.
В результате обеспечивается постоянное расстояние от нагревателя 1 до поверхности упрочнения независимо от величины эксцентриситета е и состояния поверхности упрочняемой детали. С помощью предлагаемого устройства обеспечивается также возможность нанесения покрытий на внутренние поверхности деталей сложной формы.
Использование предлагаемого устройства обеспечивает равномерный нагрев детали с порошком, повьш1ение качества нанесенного слоя порошкового покрь;тия, а также повьш1ение производительности процесса упрочнения .
Формула изобретени
Устройство для нанесения покрытий Из металлических порошков на. цилиндрические детали по авт. св. № 1069955, преимущественно на внутренние поверхности коупногабаситньтх эксцентричных деталей и деталей сложной конфигурации, отличающееся тем, что, с целью повышения качества покрытий и производительности устройства, оно снабжено роликами, осями, направляющими и узлом прижима роликов к корпу
су, при этом ролики соединены с нагревателем посредством осей и .установлены симметрично относительно световода с возможностью вращения, нагреватель установлен в направляющих с возможностью радиального перемещения, а узел прижима вьшолнен в виде зубчатой рейки, прикрепленной к нагревателю, и зубчатого колеса, установленного с возможностью вращения и связанного кинематически с
грузом, свободно подвешенным на нити.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1982 |
|
SU1069955A1 |
| Установка для нанесения металлического покрытия на наружную цилиндрическую поверхность | 1988 |
|
SU1668041A1 |
| Установка для нанесения покрытий на поверхности изделий | 1985 |
|
SU1296301A1 |
| Устройство для формирования покрытия из металлического порошка | 1987 |
|
SU1405974A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1986 |
|
SU1416272A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2022713C1 |
| Установка для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических изделий | 1987 |
|
SU1498590A1 |
| Установка для нанесения металлических покрытий | 1987 |
|
SU1421457A1 |
| Устройство для формирования металлического покрытия на наружной поверхности изделия | 1986 |
|
SU1398990A1 |
| Устройство для нанесения покрытий из металлических порошков на профиль зубьев зубчатых колес | 1985 |
|
SU1268289A1 |
Изобретение относится к устройствам для нанесения покрытий из металлических порошков на цилиндрические детали, преимущественно на внутренние поверхности крупногабаритных эксцентричных деталей и деталей конфигурации. Цель - повышение качества покрытий и производительности устройства. Деталь с порошком помещают в оправки 4 и 11, поджимают сектора 9 к порошку, после чего устанавливают деталь в подвижных упорах с возможностью вращения и так, чтобы зубчатое колесо 13 взаимодействовало с зубчатым сектором 14, а один из биметаллических элементов 8 был в центре зоны термического воздействия в начале холостого хода сектора 14. Включают двигатель 16, прибор 18 измерения температуры, генератор 2. Наличие эксцентриситета на детали компенсируется по- стоянньм прижимом нагревателя 1 с помощью груза 28, поворачивающего зубчатое колесо 25 и воздействующего на зубчатую рейку 24, которая перемещает нагреватель 1 к центру детали и плотно прижимает ролики 21 к наружной поверхности оправки 4. В результате обеспечивается постоянное расстояние от нагревателя до поверхности упрочнения. 1 ил. (Л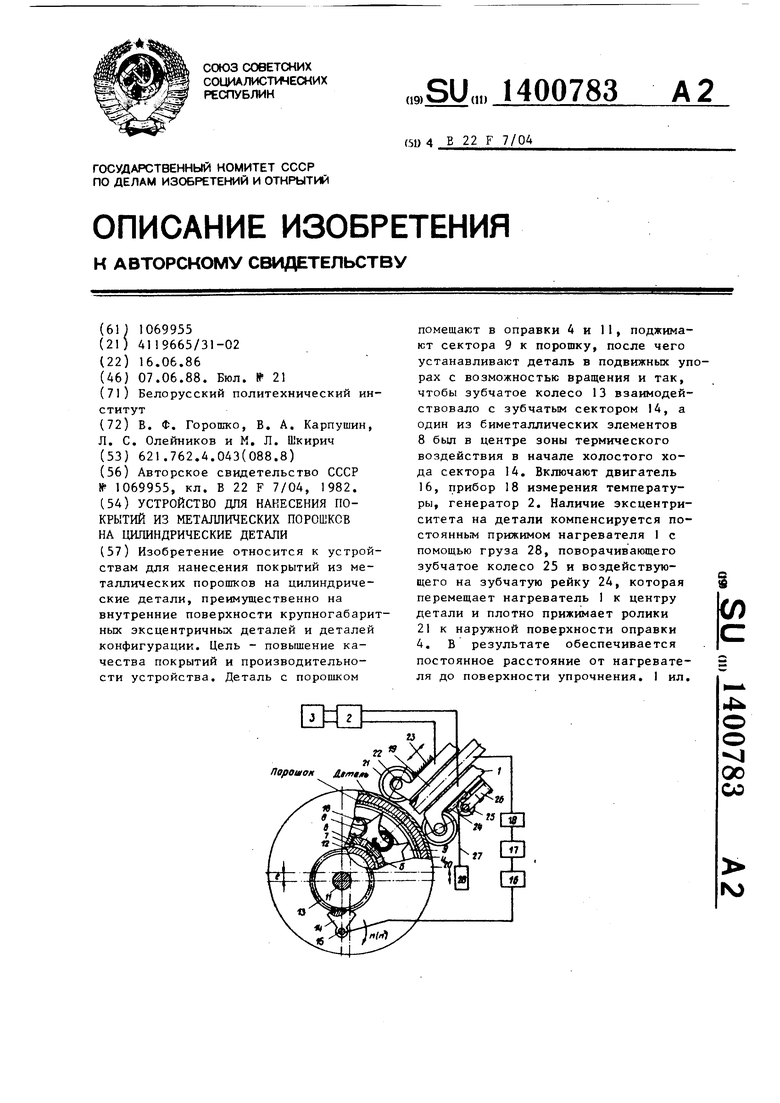
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1982 |
|
SU1069955A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
