Сд
(;о
У
Изобретение относится к порошково кеталлургии, к устройствам для восстновления и упрочнения внутренних по- 1|ерхностей сложной формы твердосгшав Ным металлическим порошком.
Целью изобретения является расширение технологических возможностей па счет нанесения покрытия на внут- 5енние поверхности изделий, имеющих 1сольцевой паз ТЬ-образного сечения.
На фиг.1 показано устройство для ормирования покрытия из металличес- ого порошка, разреэ;; на фиг.2 - узе
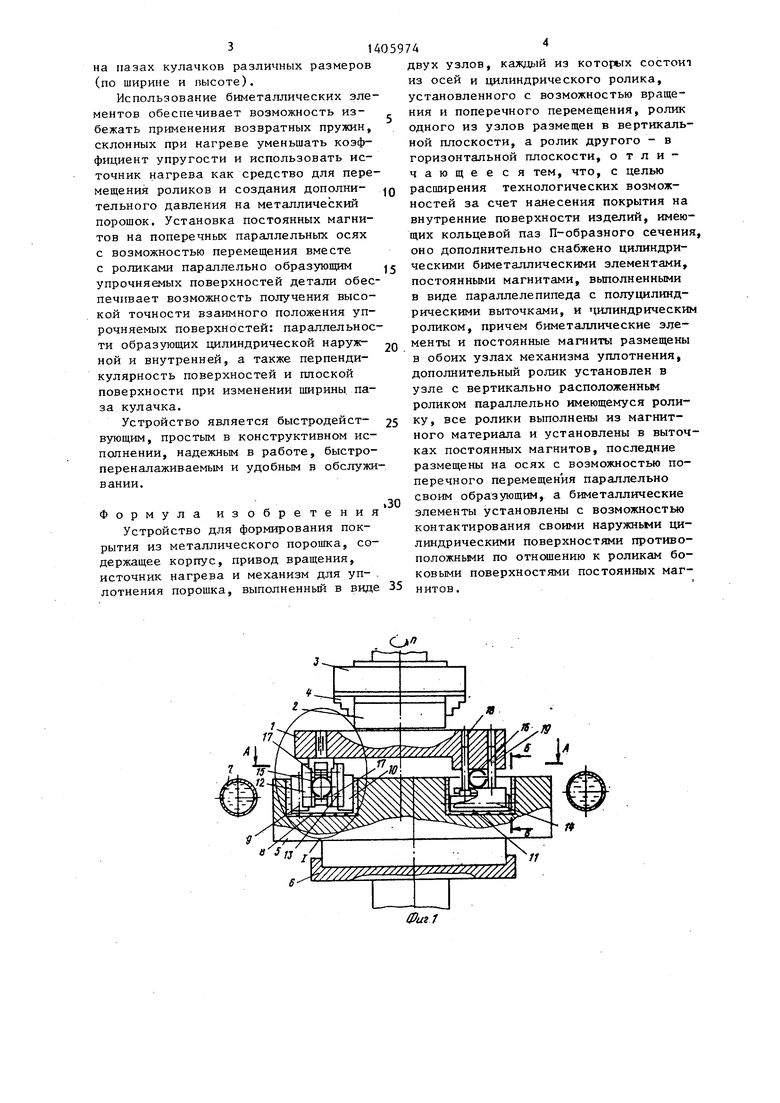
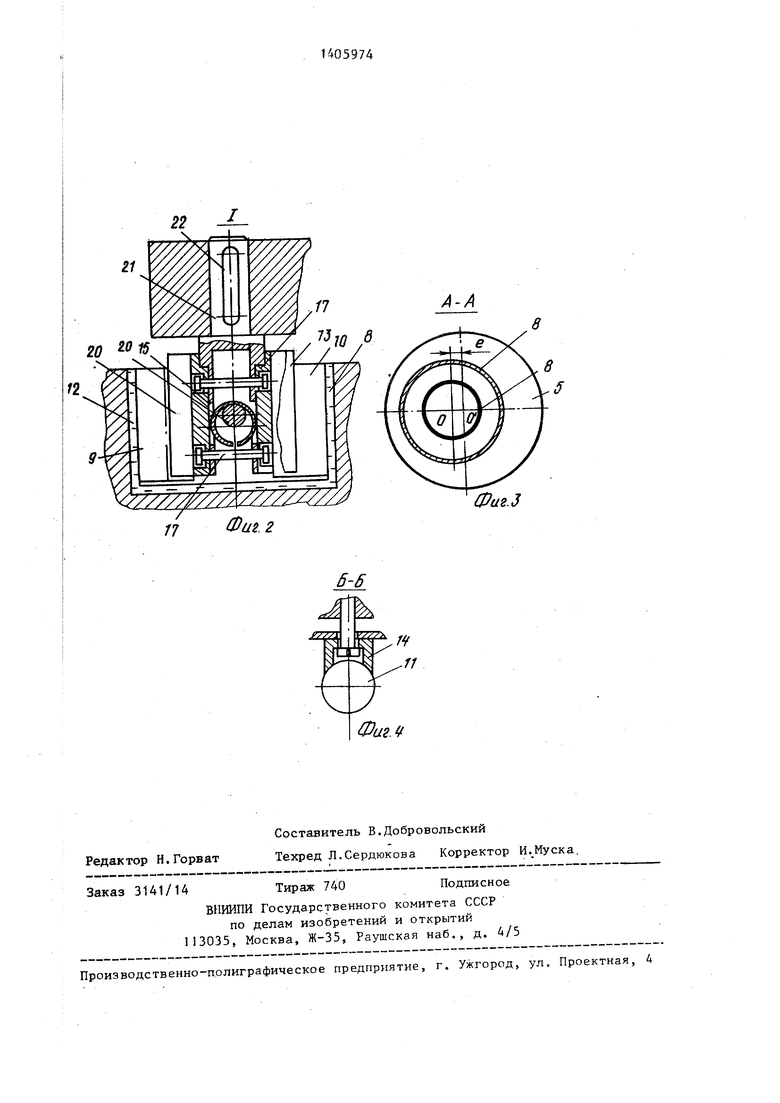
на фиг.1 (в увеличенном виде); на Ьиг.З - сечение А-А на фиг.1; на |иг.4 - сечение Б-Б на фиг.1.
Устройство для формирования покрытия из металлических порошкфв содержит корпус 1 (фиг.1) с хвостовиком 2 закрепленным в токарном патроне 3 кулачками 4. Упрочняемая деталь 5 (кулачок) установлена в цилиндрической оправке 6. Привод вращения (не пока- |зан) связан с патроном 3.Источник jнагрева 7 выполнен в виде кольцевого I индуктора ТВЧ и установлен с возможностью охвата детали 5 (кулачка). На кулачковый профиль предварительно нанесено металлическое покрытие 8, кулачок эксцентрично расположен относительно оси вращения на величину 1 О О (фиг.З).
Механизм для уплотнения металлического порошка выполнен в виде цилиндрических роликов 9-11, установленных в полуцилиндрических выточках постоянных магнитов 12 - 14 (фиг.2). магниты 12 - 14 выполнены в виде па- :раллелепипедов, установленных с возможностью контактирования опорными боковыми поверхностями с наружными цилиндрическими поверхностями биметаллических элементов 15 и 16. Сами постоянные магниты установлены на поперечных параллельных осях 17 (фиг.2Т и 18 и 19 (фиг.1) с возможностью перемещения вместе с роликш- и v9 - 11 параллельно образующим упрочняемых поверхностей детали.
Биметаллический элемент 15 помеще на оси 2U, проходящей в отверстии, выполненном в вилке 21, установленно с возможностью регулирования в вертикальном направлении на штоке 22 и последующей фиксации в этом положе-НИИ.
Устройство работает следующим образом.
Деталь 5 с предварительно ненесенным покрытием устанавливают на цилиндрическую оправку 6. Включают индуктор ТВЧ и привод вращения токарного патрона 3 с закрепленными в корпусе 1 узлами для уплотнения металлического порошка. При индукционном нагреве детали и металлического порошка
8последний достигает температуры спекания с основным материалом детали.
Одновременно с этим нагреваются биметаллические элементы 15 и 16, воздействуя на боковые опорные поверхности постоянных магнитов 12 - 14, перемещают последние по осям 17-19 вместе с роликами 9 - 11 в направлении к упрочняемым поверхностям 8, обкатывая их. В результате воздействия усилия обкатывания образуется высокоточная П-образная полость кулачка, практически не требующая дополнительной механической обработки.
Процесс упрочнения (врсстановле- ния) длится не более 40 с.
В качестве материала для восстановления можно использовать металлическую ленту из твердого сплава, например СНГМ, скрепленного пластификатором.
В результате использования устройства обеспечиваются высокие физико-механические свойства наносимого металлического покрытия - прочность сцепления покрытия с основным материалом достигает 12 кГ/мм , пористость не выше 5. - 6%.
Устройство обеспечивает возможность одновременно упрочнять три раздельные поверхности - одну плоскую и две цилиндрических. Возможно .восстановление или упрочнение поверхностей различных диаметров за счет изменения длины ролика 11 (изменяется ширина паза кулачка) или за счет изменения расстояния между роликами
9и 10.
Применение магнитов обеспечивает возможность установить ролики (поз. 11, фиг.1) с длиной образующей, практически равной ширине паза кулачка, поэтому качественное покрытие обеспечивается во всем нанесенном слое. Кроме того, наличие магнитов обеспечивает возможность замены и установки роликов различной длины, что расширяет возможность использования устройства для формирования покрытия
на пазах кулачков различных размеров (по ширине и пысоте).
Использование биметаллических элементов обеспечивает возможность избежать применения возвратных пружин, склонных при нагреве уменьшать коэффициент упругости и использовать источник нагрева как средство для перемещения роликов и создания дополни- тельного давления на металлический порошок. Установка постоянных магнитов на поперечных параллельных осях с возможностью перемещения вместе с роликами параллельно образующим упрочняемых поверхностей детали обеспечивает возможность получения высокой точности взаимного положения упрочняемых поверхностей: параллельности образующих цилиндрической наруж- ной и внутренней, а также перпендикулярность поверхностей и плоской поверхности при изменении ширины, паза кулачка.
Устройство является быстродейст- вующим, простьм в конструктивном исполнении, надежным в работе, быстро- переналаживаемым и удобным в обслуживании.
Формула изобретения
Устройство для формирования покрытия из металлического порошка, содержащее корпус, привод вращения, источник нагрева и механизм для уп- , лотнения порошка, выполненный в виде
Q j о
5
0
5
двух узлов, каждый из которых состоит из осей и цилиндрического ролика, установленного с возможностью вращения и поперечного перемещения, ролик одного из узлов размещен в вертикальной плоскости, а ролик другого - в горизонтальной плоскости, отличающееся тем, что, с целью расширения технологических возможностей за счет нанесения покрытия на внутренние поверхности изделий, имеющих кольцевой паз П-образного сечения, оно дополнительно снабжено цилиндрическими биметаллическими элементами, постоянными магнитами, выполненными в виде параллелепипеда с полуцилиндрическими выточками, и цилиндрическим роликом, причем биметаллические элементы и постоянные магниты размещены в обоих узлах механизма уплотнения, дополнительный ролик установлен в узле с вертикально расположенным роликом параллельно имеющемуся ролику, все ролики выполнены из магнитного материала и установлены в выточках постоянных магнитов, последние размещены на осях с возможностью поперечного перемещения параллельно своим образующим, а биметаллические элементы установлены с возможностью контактирования своими наружными цилиндрическими поверхностями противоположными по отношению к роликам боковыми поверхностями постоянных магнитов.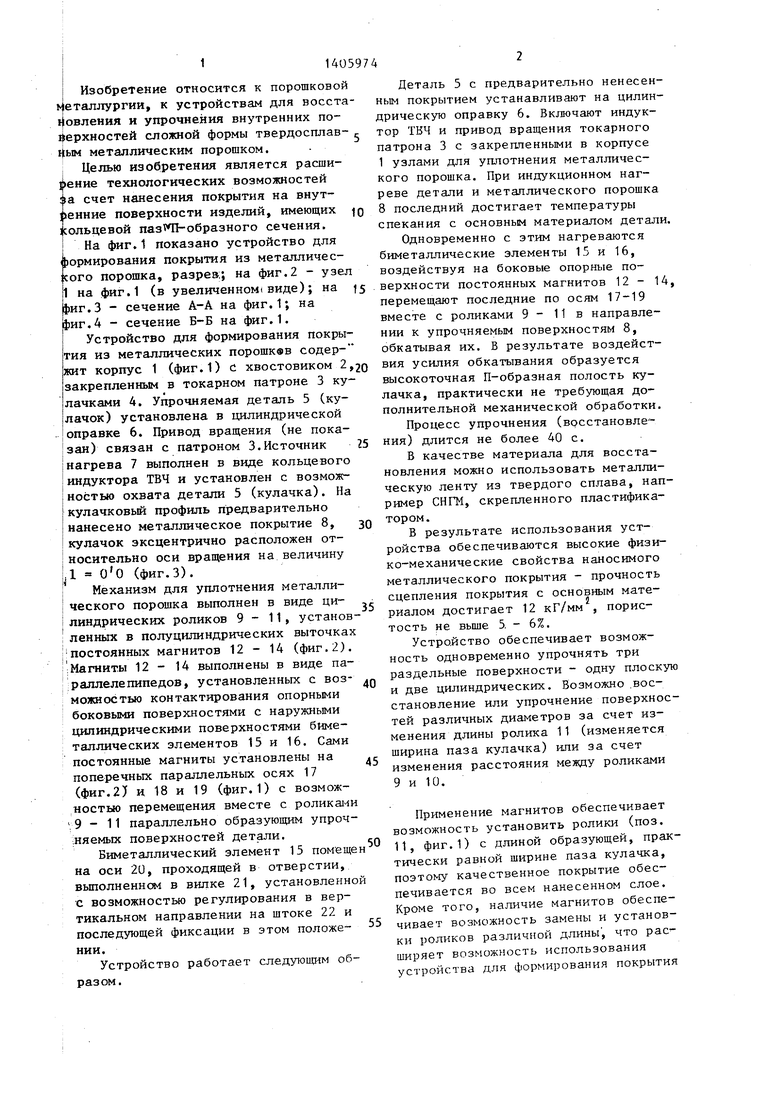
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1988 |
|
SU1547956A1 |
| Устройство для формирования металлического покрытия на наружной поверхности изделия | 1986 |
|
SU1398990A1 |
| Установка для нанесения покрытий из металлического порошка | 1987 |
|
SU1405973A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007280C1 |
| Устройство для упрочнения цилиндрических деталей | 1985 |
|
SU1289606A1 |
| Устройство для нанесения металлических покрытий на внутренние поверхности цилиндрических деталей | 1988 |
|
SU1585075A1 |
| Устройство для нанесения металлических покрытий на поверхности изделий | 1987 |
|
SU1452665A1 |
| Устройство для нанесения металлических покрытий на поверхность изделий | 1987 |
|
SU1424977A1 |
| Устройство для нанесения покрытий из порошковых материалов на внутренние поверхности изделий | 1988 |
|
SU1524968A1 |
| Установка для нанесения металлического покрытия на наружную цилиндрическую поверхность | 1988 |
|
SU1668041A1 |
Изобретение относится к устройствам для формирования покрытия из металлического порошка. Цель - расши- рение технологических возможностей за счет нанесения покрытия на внут ренние поверхности изделий, имеющих кольцевой паз П-образного сечения. Деталь с гфедварительно нанесенным покрытием устанавливают на цилиндрическую оправку б. Включа от индуктор 7 ТВЧ и привод вращения токарного патрона 3 с закрепленными в корпусе 1 устройствами для уплотнения металлического порошка. При индукционном нагреве детали и порошка одновременно нагреваются биметаллические элементы 15, 16, которые воздействуют на боковые опорные поверхности постоянных магнитов 12, 13, 14 и перемещают последние по осям 17, 18, 19 вместе с роликами 9, 10, 11 в направлении к упрочняемым поверхностям, обкатывая их. В результате образуется высокоточньш П-образный кольцевой паз,, практически не требующий дополнительной механической обработки. 4 ил. с (С
О
/
XI-/1
Фи.З
Фи2.
| Устройство для нанесения покрытий из металлического порошка на внутренние поверхности изделий | 1985 |
|
SU1243881A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения покрытий из металлических порошков | 1980 |
|
SU893407A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
