Изобретение относится к машиностроению и может использоваться при обработке внутренних поверхностей вкладышей подшипников скольжения.
Цель изобретения - повышение точности обработки за счет черновой и чистовой обработки без смены баз.
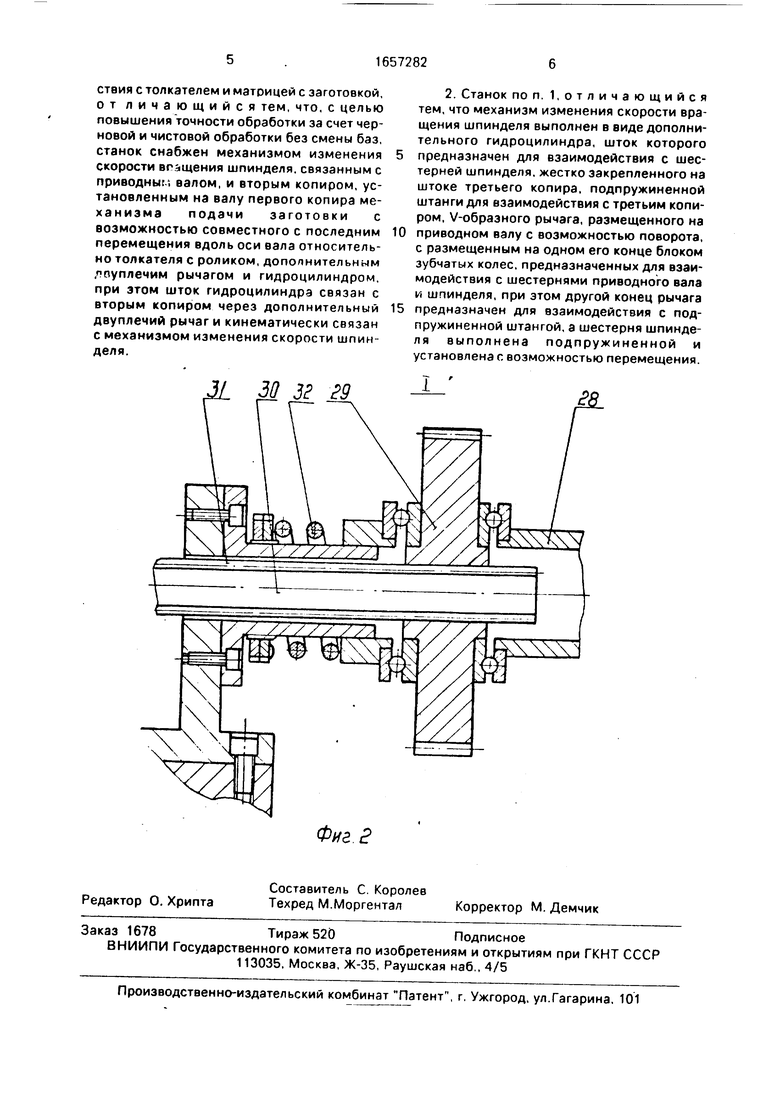
На фиг. 1 представлена кинематическая схема станка; на фиг. 2 - узел I на фиг. 1
Станок содержит электродвигатель 1. червячную передачу 2 и зубчатые шестерни 3-6, посредством которых осуществляется привод валов 7 и 8. На валу 8 закреплен копир Э, связанный с ползуном 10 через стержень 11.
Возврат ползуна 10 в исходное положение производится грузом 12 через рычаг 13. Шибер 14 предназначен для подачи под матрицу 15 вкладыша 16, установленного на прижиме 17, находящемся в крайнем верхнем положении под воздействием пружины 18. На валу 7 установлен с возможностью осевого перемещения блок 19 копиров механизма подачи заготовки, содержащий копир, обеспечивающий работу станка в режиме фрезерования, и копир, обеспечивающий работу станка в режиме протягивания (не показаны). Копиры блока 19 взаимодействуют через толкатель 20, тарельчатые пружины 21, рычаг 22 с матрицей 15, при этом блок копиров связан посредством рычага 23 с подпружиненным штоком одного из двух гидроцилиндров 24, приводная полость 25 которого соединена с напорным трубопроводом 26, а штоковая полость
27,заполненная маслом, соединена с приводной полостью второго гидроцилиндра
28,шток которого взаимодействует через подшипник с шестерней 29, установленной на шпинделе 30 на шлицах 31 с возможностью осевого перемещения и подпружиненной относительно корпуса станка пружиной 32. Шестерня 29 попеременно входит в зацепление с блоком шестерен гитары привода, которые получают вращение от шестерни привода 33, при этом один конец V-образного рычага 34 гитары привода несет ось с блоком шестерен гитары привода, а другой конец взаимодействует через подпружиненную штангу 35 с копиром 36, жестко закрепленным на штоке второго гидроцилиндра 28. Инструмент обозначен позицией 37.
Станок работает следующим образом.
При включении вращение от электродвигателя 1 через червячную передачу 2 и шестерни 3-6 передается на валы 7 и 8, копир 9 и блок 19 копиров, при этом происходит перемещение шибера 14, который загружает вкладыш 16 на прижим 17
После загрузки вкладыша 16 матрица 15 получает перемещение через рычаг 22 от одного из копиров блока 19 копиров, базируя вкладыш 16 по внутренней поверхности
матрицы, одновременно прижим 17 сжимает пружину 18, от усилия которой происходит зажим вкладыша. После этого происходит подача вкладыша 16 на инструмент 37 При взаимодействии копира, предназначенного для черновой обработки внутренней поверхности вкладышей, с матрицей 15 осуществляется постепенная подача вкладыша на инструмент 37, при этом шпиндель 30 с инструментом 37 вращается
с числом оборотов, соответствующим числу оборотов при фрезеровании. Таким образом, происходит фрезерование внутренней поверхности вкладыша 16 подшипника скольжения.
После черновой обработки масло подается в приводную полость 25 первого гидроцилиндра 24, при этом рычаг 23, поворачиваясь, перемещает блок 19 копиров до контакта ролика толкателя 20 с копиром блока 19 копиров, предназначенным для чистовой обработки. Одновременно из штоковой полости 27 гидроцилиндра 24 масло поступает в приводную полость второго гидроцилиндра 28, перемещая шток с
копиром 36, который сжимает пружину 32. перемещает шестерню 29, при этом копир 36 через подпружиненную штангу 35 сначала поворачивает V-образный рычаг 34 гитары привода, одна из шестерен блока
которой выходит из зацепления с шестерней 29 шпинделя 30, после чего V-образный рычаг 34 возвращается в исходное положение и в зацепление с шестерней 29 входит уже другая шестерня блока гитары привода.
Таким образом, происходит изменение числа оборотов с одновременной заменой копира механизма подачи заготовки.
После замены фрезы на круговую протяжку включается электродвигатель 1, матрица 15 с вкладышем 16 подается и фиксируется в положении, когда ось инструмента 37 протяжки совпадает с осью вкладыша 16. после чего за один оборот протяжки происходит сьем припуска на чи0 стовой обработке.
Формула изобретения 1. Станок для обработки внутренних поверхностей вкладышей подшипников сколь- 5 жения, включающий приводной вал с шестерней, кинематически связанной с шестерней шпинделя, механизм подачи заготовки с копиром, установленным на валу, взаимодействующий с копиром толкатель с роликом и двуплечий рычаг для взаимодействия с толкателем и матрицей с заготовкой, от личающийся тем, что, с целью повышения точности обработки за счет черновой и чистовой обработки без смены баз, станок снабжен механизмом изменения скорости вращения шпинделя, связанным с приводные, валом, и вторым копиром, установленным на валу первого копира механизма подачи заготовки с возможностью совместного с последним перемещения вдоль оси вала относительно толкателя с роликом, дополнительным поуплечим рычагом и гидроцилиндром, при этом шток гидроцилиндрэ связан с вторым копиром через дополнительный двуплечий рычаг и кинематически связан с механизмом изменения скорости шпинделя.
0
5
2. Станок по п. 1,отличающийся тем, что механизм изменения скорости вращения шпинделя выполнен в виде дополнительного гидроцилиндра, шток которого предназначен для взаимодействия с шестерней шпинделя, жестко закрепленного на штоке третьего копира, подпружиненной штанги для взаимодействия с третьим копиром, V-образного рычага, размещенного на приводном валу с возможностью поворота, с размещенным на одном его конце блоком зубчатых колес, предназначенных для взаимодействия с шестернями приводного вала и шпинделя, при этом другой конец рычага предназначен для взаимодействия с подпружиненной штангой, а шестерня шпинделя выполнена подпружиненной и установлена с возможностью перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА ДЛЯ КОНУСНО ЭЛЛИПСНОЙОБТОЧКИ | 1965 |
|
SU174490A1 |
| ПРЕССОВЫДУВНАЯ МАШИНА | 1969 |
|
SU233850A1 |
| Устройство для копирной обточки поршней | 1986 |
|
SU1371867A1 |
| Автомат для ротационного обжатия | 1990 |
|
SU1814959A1 |
| Устройство для автоматического нарезания резьбы метчиками | 1986 |
|
SU1340942A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Станок для обточки криволинейных поверхностей | 1967 |
|
SU252813A2 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |
Изобретение относится к машиностроению и может быть использовано при обработке внутренней поверхности вкладышей подшипников скольжения. Цель изобрете .ния - повышение точности обработки за счет черновой и чистовой обработки без смены баз. После черновой обработки заготовки масло подается в полость 25 гидроцилиндра 24 механизма подачи заготовок, шток которого поворачивает двуплечий рычаг 23. который в свою очередь взаимодействует с блоком копиров 19, состоящим из копиров для чистовой и черновой подачи заготовки и размещенным на дополнительном валу / с возможностью перемещения вдоль его оси. Таким образом, ролик толкателя 20 перемещается с одного копира на другой. Одновременно из штоковой полости 27 гидроцилиндра 24 масло поступает в полость гидроцилиндра 28. Шток гидроцилиндра 28 с жестко закрепленным на нем копиром 36 перемещает шестерню 29 шпинделя 30 вдоль его оси. при этом копир 36 через подпружиненную штангу 35 взаимодействует с одним концом V-образного рычага 34 гитары привода, размещенного на приводном валу, заставляя поворачиваться его в плоскости, перпендикулярной оси упомянутого вала. Тогда одна из шестерен блока гитары, размещенного на оси, которая жестко соединена с другим концом V-образного рычага 34, выйдет из зацепления с шестерней 29. После этого рычаг 34 возвращается в исходное положение, а в зацеплении с . шестерней 29 будет находиться другая шестерня блока гитары. Таким образом, происходит одновременное изменение числа оборотов шпинделя 30 и смена копиров механизма подачи заготовок. 1 з. п. ф-лы, 2 ил. W Ё о. ел X Ю 00 Ю
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 0 |
|
SU173579A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
