00
ю
со
Изобретение относится к машиностроению и может быть использовано при нанесении металлических покрытий на изделия из электропроводящих материалов.
Цель изобретения - снижение энергозатрат и расширение технологических возможностей.
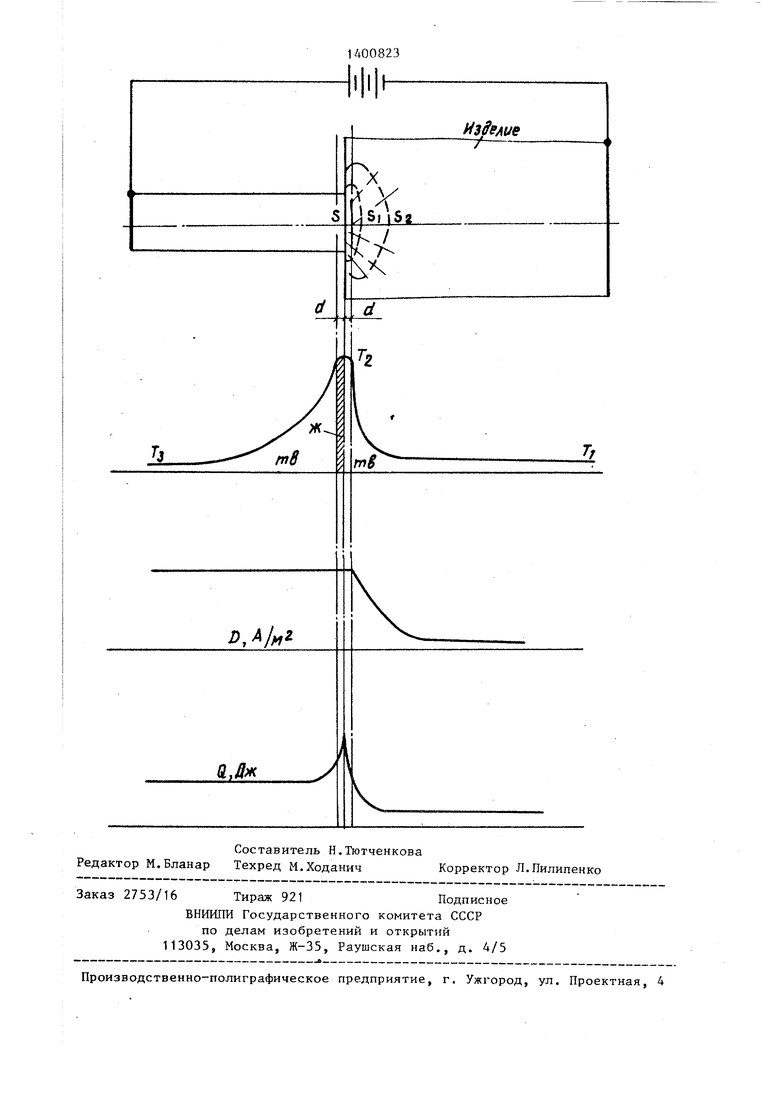
На чертеже представлены графики распределения температуры, плотно- сти тока и джоулева тепла в зоне контакта.
Один из полюсов источника постоянного тока присоединяют к прутку из металла покрытия, а другой - с помощью контактных щеток к изделию.
При этом подключение источника питания осуществляют так,что обеспечивается выделение тепла Пельтье. Затем
изделие и пруток из металла покрытия приводят в соприкосновение и подают электрический ток оптимальной плотности. Включают привод и осуществляют относительное перемещение
изделия и наплавочного прутка. При пропускании электрического тока на границе изделия и наплавочного прутка происходит расплавление последнего и на изделие наносят металлическое покрытие. Температуру на границе изделия металл-покрытия контролируют термопарой. Оптимальную плотность тока определяют из формулы

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлических гранул с открытой пористостью | 2016 |
|
RU2638608C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ПЕНОМЕТАЛЛОВ | 2014 |
|
RU2582846C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ МЕТАЛЛА | 2008 |
|
RU2373031C1 |
| Способ нанесения покрытия на детали | 1988 |
|
SU1641547A1 |
| СПОСОБ ПЛАВКИ СТАЛИ ИЗ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567424C1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| КАТОДНЫЙ ТОКОВЕДУЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2348743C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 1994 |
|
RU2063304C1 |
| СПОСОБ НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, НАПРИМЕР СТАЛЬНЫХ ТРУБ, И ПОЛИМЕРИЗАЦИЯ ПОРОШКОВЫХ ПОКРЫТИЙ В ПЕЧИ | 2013 |
|
RU2542244C1 |
| СПОСОБ ЛАЗЕРНОЙ НАГАРТОВКИ И УСТРОЙСТВО, ИСПОЛЬЗУЮЩЕЕ АБЛЯЦИОННЫЕ СЛОИ ДЛЯ ПРЕДОТВРАЩЕНИЯ ВЫКРАШИВАНИЯ ПРИ ЛАЗЕРНОЙ НАГАРТОВКЕ | 2006 |
|
RU2433896C2 |
Изобретение относится к области машиностроения и может быть использовано при нанесении металлических покрытий на изделия из электропроводящих материалов. Цель изобретения - снижение энергозатрат и расширение технологических возможностей. Подключают источник питания к изделию и наплавочному прутку. В процессе прохождения электрического тока обеспечивается выделение тепла Пельтье. Изделие и наплавочный пруток приводят в соприкосновение и пропускают постоянный электрический ток оптимальной плотности. Одновременно включают привод и осуществляют вра- щательно-поступательное движение изделия. Металл прутка, расплавляясь в контакте, наносится на изделие. Оптимальную плотность тока вычисляют по формуле, 1 з.п. ф-лы, 1 ил. с SS (Л
D
де D - плотность тока,
П - коэффициент Пельтье, В; S - толщина наносимого покрытия, м;
РП - удельное сопротивление металла покрытия, ОМ м; РИ - удельное сопротивление ма- ., териала изделия, Ом М; -;с- - масса изделия, покрываLf
емого в единицу времени, кг/с;
Т, - начальная температура изделия, К;
T,j - температура плавления металла покрытия. К; теплоемкость материала изделия, Дж/кг-град;
,«э р
масса металла покрытия,
расходуемого в единицу времени кг/с;
градиент температуры; начальная температура металла покрытия. К; теплоемкость металла покрытия, Дж/кг-град; удельная теплота плавления
металла покрытия, Дж/кг; площадь контакта металла
покрытия и покрываемого из делия, м .
льтате математической обрапериментальных данных устачто, если при упрощенном балансе без учета потерь
(1)
тепла за счет явления теплопроводности проварьировать параметр S ,по физическому смыслу удвоенная величина которого является расстоянием между токоподводами, то при значении параметра S по величине, соизмеримой с ТОЛ1ЦИНОЙ покрытия, формула (1) позволяет оценить оптимальную плотность тока для нанесения покрытия. Пример. На стальные стержни
диаметром 20 мм наносят алюминиевые покрытия толщиной 50 мкм. Отрицательный полюс источника тока подключают к стальному стержню, а положитель-: ный - к алюминиевому прутку. Алюминиёвый пруток устанавливают в зажим перпендикулярно движению стального стержня. Затем стальной стержень и пруток из металла покрытия приводят в соприкосновение и включают постоянньй электрический ток необходимой плотности. Одновременно с включением электрического тока осуществляют вра- щательно поступательное перемещение стального стержня.При пропускании электрического тока на границе стального
стержня и алюминиевого прутка происходит разогрев цо начала плавления алюминиевого прутка, а стальной стержень покрывается равным слоем алюминия заданной толщины.
Оптимальную плотность тока определяют с помощью формулы (1). Исходные для расчета данные следующие: П 2,8-10 В (направление тока отжелеза к алюминию); ppg 8,7 х X 10 Ом.м; рле 2,5-l o Ом-м; Ср (7,39-10- + 11,5-10 Т)х X 4, 1910 Дж/кг; С р др (17,8-10 + 11,9-10 Т)-А,19-10 ,Цж/кг;&Н 400 кДж/кг.
При площади контакта металла покрытия и покрываемого изделия S
1 см
X 1СГ
толщине покрытия5 50
М „,-,// 2П1
ё- 2,47 КГ/Ми --
О Со t
0,85 кг/м с.
Приняв, что Т, Т, 293 К - ис- ходные температуры изделия и металла покрытия равны, а Т 933 К - температура плавления алюминия, получают р 185 А/мм.
Дополнительное тепло Пельтье, вы- деляемое на поверхности контакта S 1 см на 1 с, составляет 100 Дж.
Подвод постоянного тока к стержню и прутку из материала покрытия осуществляют с помощью прижимных кон- тактов. При этом компенсация тепловых потерь происходит за счет тепла, выделяющегося при прохождении тока через участок стержня, находящийся между токоподводами. С помощью ам- перметра контролируют величину тока. Величину падения напряжения измеря
D - плотность тока, А/м ; П - коэффициент Пельтье, В; S - толщина наносимого покрытия, м;
рп удельное сопротивление металла покрытия, Ом-м;
РИЗ удельное сопротивление металла изделия, Ом-м;
М
-;с- - масса металла изделия, покрываемого в единшду времени, кг/с;
масса MeTanj pa сходу емог( мени, кг/с;
- масса металла покрытия,
расходуемого в единицу вре400823
ют вблизи контакта стержня с прутком из наплавляемого металла покрытия. Энергетические затраты рассчит+ тывают по формуле W UI,
При плотности тока ,5 Ю А/м и площади контакта 1 см падение напряжения в зоне контакта составляет 0,5 В, потребляемая энергия W
и
X 10
г
9,3 кВт.
Формула изобретения
и нагревают до температуры начала плавления контактной поверхности наплдвочного прутка.
0
5
0
dT . - градиент температуры;
начальная температура изделия, к;
температура плавления металла покрытия, К; начальная температура металла покрытия. К; теплоемкость материала изделия, Дж/кг-град; С р - теплоемкость материала
покрытия, Дж/кгград; &Hj - удельная теплота плавления
метал.па покрытия, Дж/кг; S - площадь контакта металла
покрытия и покрываемого
1 изделия, м .
т т
i-i .из
п
