Изобретение относится к области машиностроения, в частности к способам электроконтактной резки металла, и может быть использовано для высокопроизводительной обработки заготовок (металла).
Одним из наиболее распространенных методов электроконтактной обработки изделий является обработка электрическими дуговыми разрядами.
Известен способ электроконтактной обработки, при котором металл в зоне контакта с электродом нагревается до температуры плавления и удаляется вращающимся диском.
Этот метод обработки имеет высокие удельные энергозатраты (для стали 1-2 кВт·час/кг) за счет нагрева металла до температуры плавления в зоне контакта с вращающимся диском [Витлин В.Б. Электрофизические методы обработки в металлургическом производстве / В.Б.Витлин, А.С.Давыдов. М.: Металлургия, 1979].
Наиболее близким к данному изобретению по технической сущности и достигаемому результату является способ, по которому энергия подается через контакт инструмент (вращающийся диск) - объект. Контакт осуществляется по микронеровностям поверхностей. При достаточной вводимой мощности возникает нагрев зоны контакта и близлежащей к ней зоны. Размерная обработка осуществляется при доведении металла заготовки в зоне контакта до пластического состояния, при котором вращающийся диск механически удаляет размягченный металл [Лившиц А.Л., Кравец А.Т., Рогачев И.С., Сосенко А.Б. Электроимпульсная обработка металлов. М.: Машиностроение, 1967, 295 с.].
Недостаток этого метода: сложность технической реализации в связи с тем, что температура зоны контакта неизвестна и не определены параметры обработки.
Задачей данного изобретения является снижение удельных энергозатрат при обработке металла и упрощение реализации метода обработки.
Достигается это тем, что металл в зоне контакта с вращающимся диском доводят до температуры рекристаллизации, которая составляет (0,5÷0,6) от температуры плавления металла или сплава, а подачу вращающегося инструмента определяют:

где
I - сила тока, А;
U - напряжение, В;
η - КПД установки;
Тр - температура рекристаллизации металла или сплава, К;
δ - толщина заготовки, м;
λ - коэффициент теплопроводности обрабатываемого материала, Вт/см·К;
с - теплоемкость обрабатываемого материала, Дж/кг·К;
ρ - плотность обрабатываемого материала, кг/м3;
t - время от начала действия источника тепла до нагрева выбранной точки обрабатываемой заготовки до заданной температуры, с.
Данный способ электроконтактной обработки характеризуется следующими признаками:
1. нагрев металла в зоне контакта до температуры рекристаллизации;
2. вращающийся диск подают со скоростью, зависящей от температуры рекристаллизации, теплофизических свойств металла и толщины обрабатываемой заготовки.
Температура рекристаллизации определяется для каждого металла или сплава по следующему соотношению:
Тр=(0,5÷0,6)Тпл,
где Тр - температура рекристаллизации,
Тпл - температура плавления
[Евстратов В.А. Теория обработки металлов и сплавов. Харьков: Вища школа: Из-во при Харьк. ун-те, 1981. - 248 с.].
Эти признаки в совокупности позволяют снизить энергозатраты за счет совпадения скорости движения теплового фронта и подачи вращающегося электрод-инструмента.
Примеры конкретного выполнения
Обработка проводилась в воздушной среде без применения дополнительных жидких или газообразных сред.
Экспериментальная установка сконструирована на базе ручной шлифовальной машины модели ИП-2020. КПД установки 0,7.
Дисковый электрод-инструмент, изготовленный из низкоуглеродистой стали, диаметром 150 мм и толщиной 1,0 мм.
В качестве объекта обработки взяты стальные, алюминиевые и медные цилиндрические полые образцы (трубы). Трубы подвергали резке. Температуру рекристаллизации определяли по выражению (2), подачу вращающегося диска рассчитывали по зависимости (1).
В таблице 1 представлены геометрические и теплофизические характеристики исследуемых образцов, режимы обработки и результаты эксперимента:
В таблице 2 приведена сравнительная оценка удельных энергозатрат при обработке по прототипу и обработке по предлагаемому способу:
Термический и металлографический анализы исследуемых образцов подтверждают, что при резке стальных, алюминиевых и медных труб при соблюдении рассчитанной по формуле (1) подачи электрод-инструмента (вращающегося диска) температура в зоне реза равна температуре рекристаллизации.
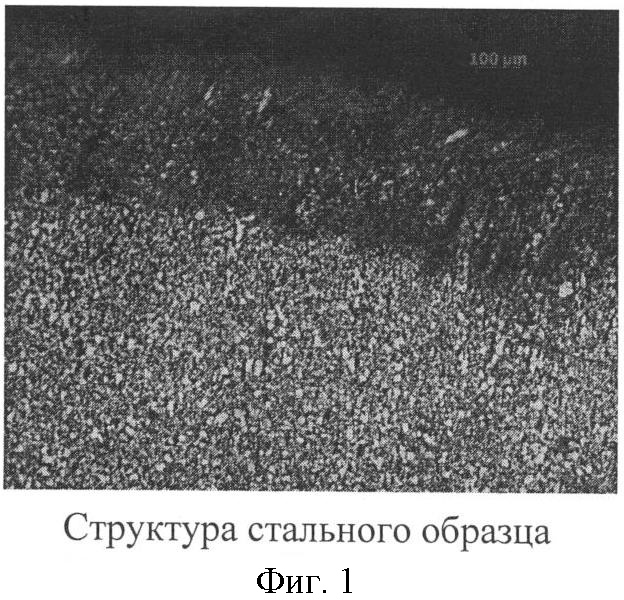
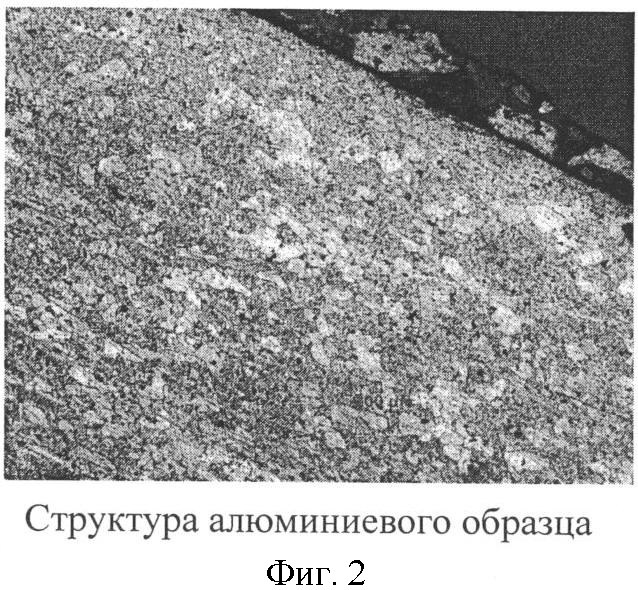
На фиг.1, 2 и 3 представлены структуры стального, алюминиевого и медного образцов, соответственно, обработанных по предлагаемому способу.
Во всех трех случаях по сечению образцов (труб) отсутствует дендритная структура, значит оплавления не происходит.
На поверхности стального образца (фиг.1), где имел место наиболее сильный разогрев, наблюдается ярко выраженная мелкодисперсная структура. Структура алюминиевого и медного образцов (фиг.2, 3) более однородна. Структура пластинчатая, что можно связывать с закалкой, происходящей во время реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2296653C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2277992C2 |
| КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ ПЕРЕРАБОТАННОГО АЛЮМИНИЕВОГО ЛОМА МЕТОДОМ УДАРНОГО ПРЕССОВАНИЯ | 2012 |
|
RU2593799C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКОЙ | 2011 |
|
RU2518039C2 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРОСТРУКТУРНЫХ МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2014 |
|
RU2572955C2 |
| Способ восстановления плиты кристаллизатора машины непрерывного литья заготовок | 2023 |
|
RU2826836C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОЙ МЕДИ | 2021 |
|
RU2773060C1 |
| Способ сварки трением разнородных материалов | 1986 |
|
SU1357169A1 |

Изобретение относится к области машиностроения, в частности к способам электроконтактной резки металла, и может быть использовано для высокопроизводительной обработки заготовок. Способ заключается в том, что на металл воздействуют вращающимся диском и осуществляют нагрев зоны контакта. При этом металл в зоне контакта с вращающимся диском доводят до температуры рекристаллизации, а подачу вращающегося диска осуществляют со скоростью, зависящей от температуры рекристаллизации, теплофизических свойств металла и толщины обрабатываемой заготовки. Снижаются удельные энергозатраты при обработке металла и упрощается реализация метода обработки. 3 ил., 2 табл.
Способ электроконтактной обработки металла, включающий воздействие на металл вращающимся диском и нагрев зоны контакта, отличающийся тем, что металл в зоне контакта с вращающимся диском доводят до температуры его рекристаллизации, а скорость подачи вращающегося диска определяют по формуле
 ,
,
где I - сила тока, А;
U - напряжение, В;
η - КПД установки;
Tp - температура рекристаллизации металла или сплава, К;
δ - толщина заготовки, м;
λ - коэффициент теплопроводности обрабатываемого материала, Вт/см·К;
с - теплоемкость обрабатываемого материала, Дж/кг·К;
ρ - плотность обрабатываемого материала, кг/м3;
t - время от начала действия источника тепла до нагрева выбранной точки обрабатываемой заготовки до заданной температуры, с.
| ЛИВШИЦ А.Л | |||
| и др | |||
| Электроимпульсная обработка металлов | |||
| - М.: Машиностроение, 1967, с.184 | |||
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ МЕТАЛЛОВ | 0 |
|
SU217563A1 |
| Устройство для электрообработки вращающимся диском-электродом | 1988 |
|
SU1577934A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2074066C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2009804C1 |
| Способ регулирования процесса приготовления смеси | 1981 |
|
SU980794A1 |
| Способ оконтуривания аномальных зон на результатах перкуссионного томографического сканирования | 2022 |
|
RU2815435C2 |

