Изобретение относится к обработке металлов давлением, в частности к получению прессованием биметаллических пресс-изделий из составной, заготовки.
Цель изобретения - повышение качества изделий за счет обеспечения равномерной толщины плакирующего слоя и увеличения выхода годного. Q
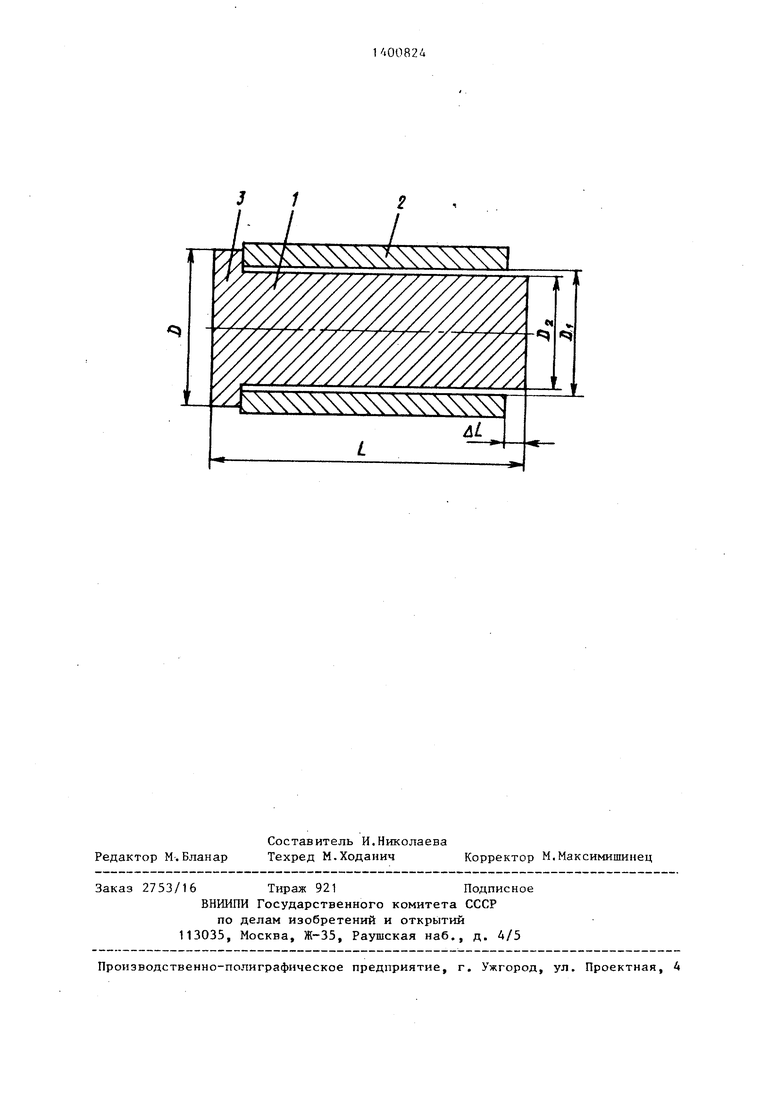
На чертеже представлена составная заготовка.
Составная заготовка состоит из слоев основного металла 1 и плакирующего металла 2, на слое основного 15 металла выполнен уступ 3.
Слой 1 из основного металла на длине заготовки, составляющей О,1 - 0,5 диаметра окружности, описывающей профиль поперечного сечения заго-2о товки, выполнен с уступом по периметру этого слоя, имеющим ширину,
соответствующую толщине плакирующе го слоя.
Слой 2 из плакирующего металла 25 вьтолнен короче длины слоя из основного металла на участке без выступа на величину
L 2(D,-Dj) ---, при --- 1-3, 30
где D, - внутренний диаметр заготовки плакирующего слоя; Dj - наружньй диаметр заготовки основного слоя; L - длина заготовки; D - наружный диаметр заготовки основного слоя со стороны уступа. Минимальная величина, равная 2(D, - Dj), на которую слой из плакирующего металла выполняется короче, определяется из условия, что отношение длины заготовки L к диаметру D при прессовании менее единицы не рационально, так как величина пресс-остатка и заготовки становятся соизмеримыми.
Максимальная величина, равная 6(D - Dj), выбрана из условия,что отношение L/U больше трех не прини- мают из-за возможности захолаживания заготовки в процессе прессования.
П р и м е р. Выполняют составную заготовку Д.ПЯ изготовления биметаллических прутков с наружным плаки- 55 роианием vi3 заготовки диаметром D 100 мм, длиной L 286 мм (длина сл1 я из o.t;noBHoro металла на уча
35
40
45
стке без уступа 270 мм), D, 90,6 мм, 1) - 90 мм. Уменьшение длины слоя из плакирующего метал.па определяется из условия
&L 2(D , - Dj) --- i 4 мм .
Q
5
о
5
0
5
5
0
5
Длина плакирующего слоя 266 мм.
При использовании заготовки для изготовления биметаллических изделий разница .длин плакирующего слоя и основного слоя на участке без уступа позволяет уменьшить разнотолщинность плакирующего слоя при опрессовыва- НИИ (прессовании).
Предлагаемая конструкция биметаллической заготовки для производства биметаллических пресс-изделий позволяет снизить расход на 0,5-1,5% по металлу плакирующего слоя.
Формула изобретения
Составная заготовка для прессования биметаллических изделий, состоящая из концентрично размещенных слоев основного и плакирующего металлов с уступом,выполненным в слое основного металла по периметру этого слоя на длине, равной 0,1-0,5 диаметра окружности, описывающей профиль поперечного сечения заготовки, и шириной,равной толщине части из плакирующего металла,о т л и ч а ю- щ а я с я тем, что, с целью повышения качества изделий за счет обеспечения равномерной толщины плакирующего слоя и увеличения выхода годного, плакирующий слой со стороны, противоположной уступу, вьтолнен короче основного на величину
AL 2 (D, - D) - при -g- 1-3,
где D, - внутренний диаметр заготовки плакирующего слоя; D - наружный диаметр заготовки основного слоя со стороны, противоположной уступу;
L - длина заготовки; D - наружный диаметр заготовки основного слоя со стороны уступа,
при этом слои основного и плакирующего металлов размещены с зазором один атносительного другого.
J /
i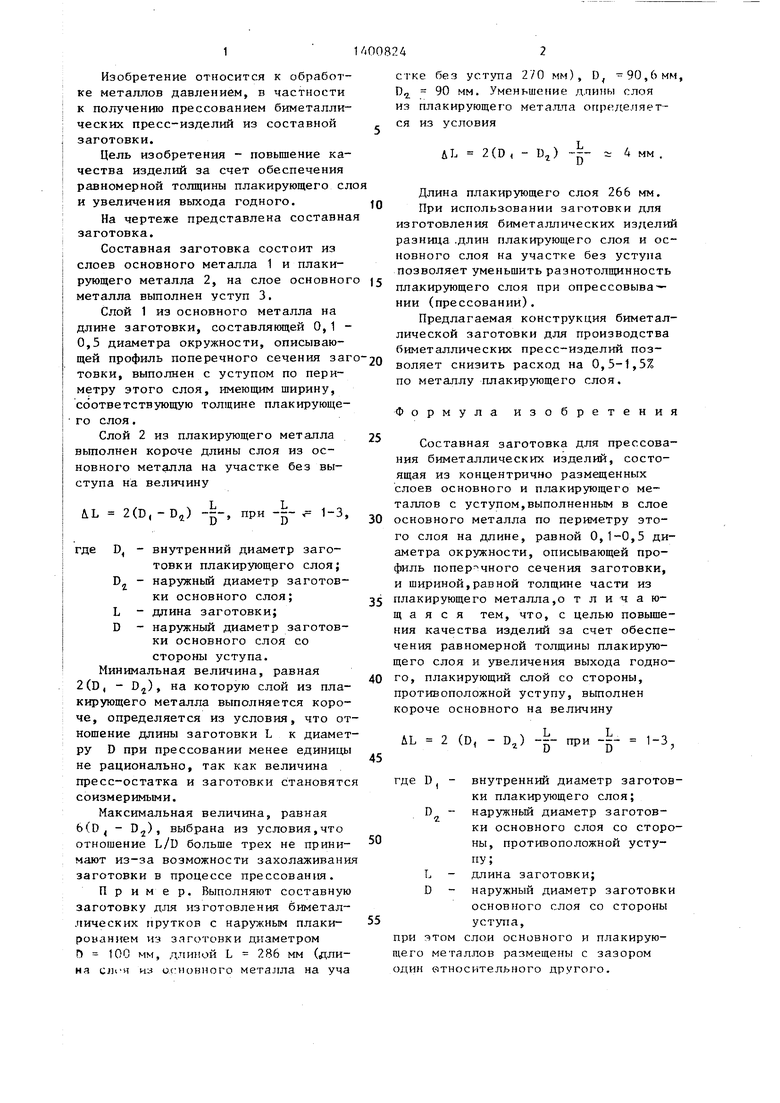
| название | год | авторы | номер документа |
|---|---|---|---|
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
| Составная заготовка для прессования биметаллических изделий | 1980 |
|
SU933158A1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2078627C1 |
| СПОСОБ ПРЕССОВАНИЯ | 1995 |
|
RU2110345C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2110344C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2078628C1 |
| Устройство для прессования многослойных изделий | 1978 |
|
SU680777A1 |
| СПОСОБ ПРЕССОВАНИЯ | 1995 |
|
RU2115495C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2070449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2115497C1 |
Изобретение относится к обработке металлов давлением, в частности, к получению прессованием биметаллических пресс-изделий из составной заготовки. Цель - повышение качества изделий за счет увеличения выхода годного при отношении длины заготовки к ее наружному диаметру, равном 1...3. Для этого в заготовке с уступом на наружном слое выполняют плакирующий слой со стороны, протиг воположной уступу, короче на величину дЬ 2(D, - D,) Ь/П,где D, - внутренний диаметр заготовки плакирующего лоя;В - наружный диаметр заготовки основного слоя; L - длина заготовки; D - наружный диаметр заготовки основного слоя со стороны уступа. Слои в заготовке размещают с зазором относительно друг друга. Использование заготовки позволяет уменьшить разнотолщинность плакирующего слоя при прессовании. 1 ил. (/)
| Составная заготовка для прессования биметаллических изделий | 1980 |
|
SU933158A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
