(5) СОСТАВНАЯ ЗАГОТОВКА ДЛЯ ПРЕССОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Составная заготовка для прессования биметаллических изделий | 1986 |
|
SU1400824A1 |
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
| Матрица для многоканального прессования биметаллических профилей с частичным плакированием | 1988 |
|
SU1669605A1 |
| Устройство для прессования многослойных изделий | 1978 |
|
SU680777A1 |
| Многослойная заготовка | 1977 |
|
SU631252A1 |
| ПАКЕТ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛОВ ПРОКАТКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381093C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ | 2005 |
|
RU2285570C1 |
| Способ получения биметаллических прутков | 1977 |
|
SU710720A1 |
| Контейнер для прессования биметаллических изделий | 1981 |
|
SU954188A1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
I
Изобретение относится к области обработки металлов давлением, в частности к получению прессованием биметаллических пресс-изделий из составной заготовки.
Известна составная заготовка для прессования биметаллических изделий, состоящая из концентричных частей основного и плакирующих металлов ll.
Такая конструкция заготовки обеспечивает высокое качество биметаллических пресс-изделий при приемлемом выходе годного. При этом собранные заготовки, как правило, перед горячим прессованием проходят операцию опрессовки в глухом контейнере;, В этом случае используют заготовку с частью плакирующего металла длиной на 5-10 мм больше длины части остх1льного металла с целью надежной герметизации поверхностей сопрягаемых слоев.
К недостаткам указанной заготовки для изготовления биметаллических
изделий следует отнести то, что при данных соотношениях длин частей плакирующего и основного металла исходной заготовки, значительная часть металла плакирующего слоя остается в пресс-остатке, при этом содержание его, как правило, в пресс-остатке на 5-10 больше, чем в эквивалентном объеме отпрессованного изделия. Это приводит к не1йзбежному перерасходу
10 части плакирующего металла, что не рационально, если плакирующий слой выполнен из дорогостоящего металла, например серебра.
Целью изобретения является эконо15мия металла плакирующего слоя.
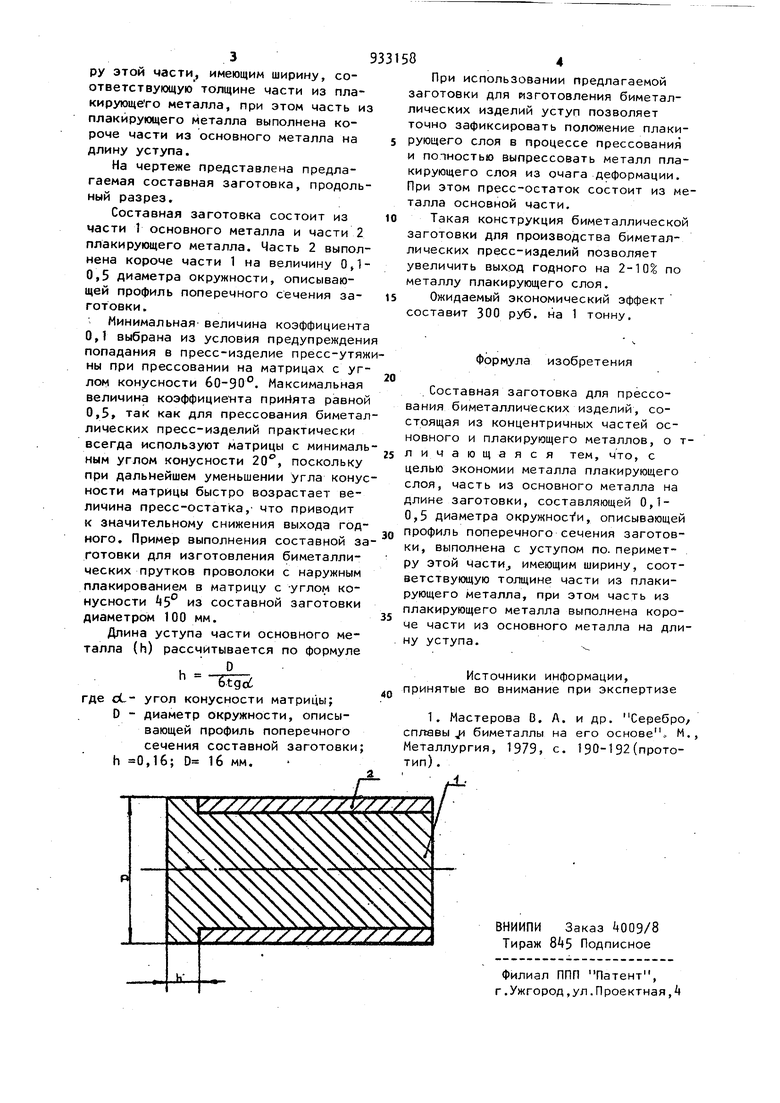
Цель достигается тем, что в заготовке, состоящей из концентричных частей основного и плакирующего металлов, часть из основного металла
20 на длине заготовки, составляющей 0,10,5 диаметра окружности, описывающей профиль поперечного сечения заготовки, выполнена с уступом по перимет
