Изобретение относится к металлообрабатывающей промышленности и может быть использовано для пропитки абразивного инструмента.
Цель изобретения - расширение тех нологических возможностей инструмента в условиях обработки с применением СОЖ и без нее.
Для этого в состав для пропитки, содержащий серу и стеариновзто кислоту, дополнительно введены диселенид молибдена, жидкий каучук и изобутил- нафталинсульфонат при следующем соотношении ингредиентов, мае. %: Сера10-15
Диселенид молибдена Жидкий каучук Изобутил- нафталин- сульфонат Стеариновая кислота Совокупность жидкого каучука в сочетании с изобутилнафталинсульфона том и диселенидом молибдена обеспе- |Чивает формирование структуры состава путем .образования каркаса и одновременно повьш1ает адгезию смазки к поверхности абразивного инстрзпяента связке. Такой эффект достигается за счет того, что йзобутилнафталинсуль- фонат - продукт, получаемый методом конденсации сульфокислот нафталина бутанолом с последующейнейтрализацией растворов гидроокисью натрия и дальнейшим обезвоживанием, является
10-20
2-8
0,1-0,3
Остальное
абразивный круг вынимают из расплава и устанавливают над ванной для сте- кания излишков в расплаве. После остьшания круг контролируют на отсутствие напльшов и подтеков.
При приготовлении предлагаемого состава были использованы следующие компоненты: сера техническая, стеариновая кислота, диселенид молибдена жидкий каучук, изобутилнафтйлинсуль- фонат.
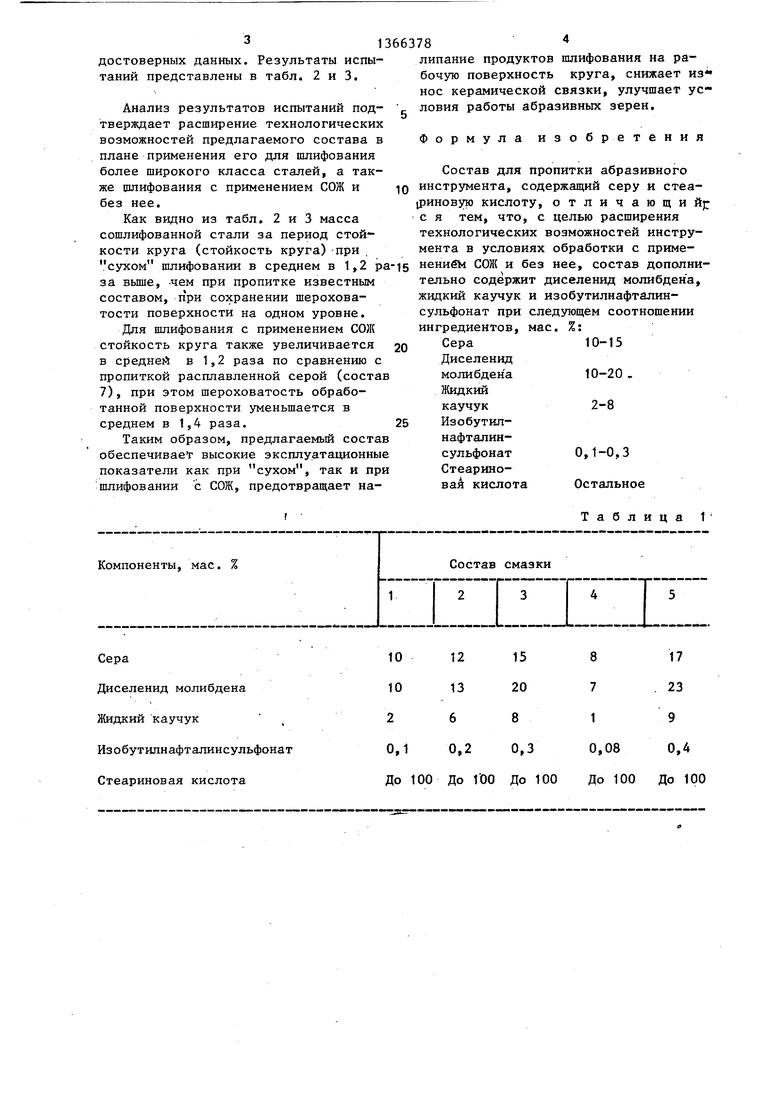
По указанной технологии бьши получены следующие рецепты составов
(табл. 1),
Испытания указанных составов бьши проведены при шлифовании абразивными кругами ЧЦ 125x63x32 24 А 25 ПСМ 15 К
6 35 M/G В2 на заточном станке.
Образцы для шлифования представляли собой стальные пластины из быст рорежущей стали марки Р6М5 (HRCg 63- 65) размером 5x30x100 мм и штамповой
стали Х12М (HRC 60-62).
Испытания проводили при следующих режимах1щлифования: скорость круга 18 м/с, скорость стола 3 м/мин, поперечная подача 0,04 и 0,10 мм/дв.ход.
Испытания проводили в двух вариантах: в условиях сухого шлифования и в условиях шлифования с применением СОЖ.
По каждому варианту- ис пытания
оценку эффективности составов смазки производили по двум показателям, которые характеризуют качество обрабо- танной поверхности и стойкость абразивного инструмента, т.е. время, в
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1660947A2 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Смазка для заточки режущего инструмента | 1984 |
|
SU1168588A1 |
| Антифрикционная смазка для абразивной обработки металлов | 1989 |
|
SU1622380A2 |
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1468730A1 |
| Антифрикционная смазка для абразивной обработки металлов | 1986 |
|
SU1384605A1 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1634465A1 |
Изобретение относится к металлообрабатывающей промышленности и может быть использовано для пропитки абразивного инструмента. Целью изобретения является расширение технологических возможностей инструмента в условиях обработки с применением СОЖ и без нее. Дпя этого в состав для пропитки, содержащий серу и стеариновую кислоту, дополнительно введены диселенид молибдена, жидкий каучук и изобутилнафталинсульфонат. Совокулность указанных ингредиентов обеспечивает формирование структуры состава путем образования каркаса . и одновременно повышает адгезию смазки к поверхности абразивного инструмента и связке, повышает олеофиль- ность (смачиваемость) металлической поверхности. 3 табл. i (Л
веществом, которое повьштает олеофиль- о течение которого круг при его эксплуатации сохраняет свои .режущие свойства.
90° С
ность (повышение смачиваемости) ме- тагшической поверхности, а наличие жидкого каучука повьш1ает адгезию состава к абразивному инструменту и Связке.
Состав готовят следующим образом.
Стеариновую кислоту нагревают до
до полного ее расплавления. За - тем вводят серу, диселенид молибдена, жидкий каучук и изобутилнафталинсуль- фонат.
Технологический процесс импрегни- рования производства способом свободного капиллярного поднятия при первоначальном погружении нагретого круга не более чем 1/2 высоты с последующим полным погружением и вьщерж- кой в пропитываемом расплаве в течение 20 мин. По окончании пропитки
50
Первый показатель оценивали по шероховатости, полученной при шлифо g вании. Измерение шероховатости прои водили на профилографе мод. 296 пос двойных ходов стола станка.
Второй показатель оценивали по массе сошлифованного металла за период стойкости круга, т.е. за время обработки между правками круга.
Правку круга производили после окончания эксперимента (в случае пе вого показателя - после шести двой- „ ных ходов, во втором случае - после появления прижогов на обработанной поверхности). Для каждого из испыта ных составов детали три-пять дубли- руюдих эксперимента с целью получен
Первый показатель оценивали по шероховатости, полученной при шлифо- вании. Измерение шероховатости производили на профилографе мод. 296 после двойных ходов стола станка.
Второй показатель оценивали по массе сошлифованного металла за период стойкости круга, т.е. за время обработки между правками круга.
Правку круга производили после окончания эксперимента (в случае первого показателя - после шести двой- ных ходов, во втором случае - после появления прижогов на обработанной поверхности). Для каждого из испытанных составов детали три-пять дубли- руюдих эксперимента с целью получения
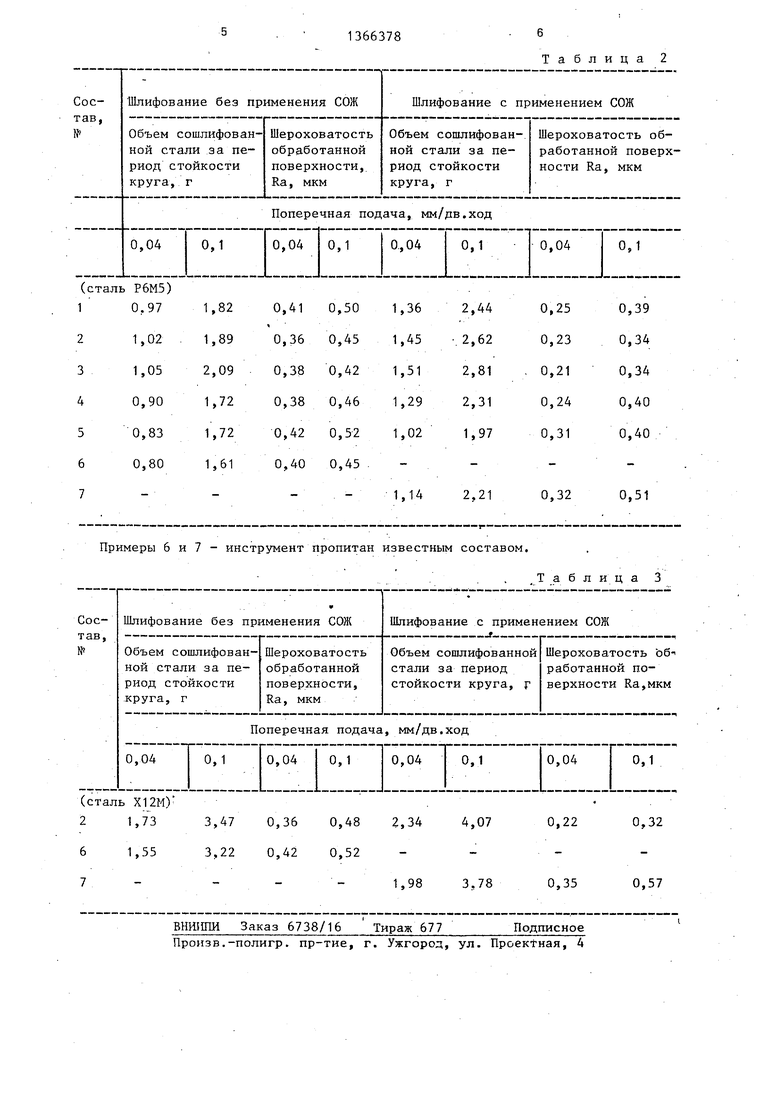
достоверных данных. Результаты испытаний представлены в табл. 2 и 3.
Анализ результатов испытаний подтверждает расширение технологических возможностей предлагаемого состава в плане применения его для шлифования более широкого класса сталей, а также шлифования с применением СОЖ и без нее.
Как видно из табл. 2 и 3 масса сошлифованной стали за период стойкости круга (стойкость круга) при
сухом шлифовании в за Bbmie, -чем при пропитке известным составом, сохранении шероховатости поверхности на одном уровне.
Для шлифования с применением СОЖ стойкость круга также увеличивается 20 в средней в 1,2 раза по сравнению с пропиткой расплавленной серой (состав 7), при этом шероховатость обработанной поверхности уменьшается в среднем в 1,4 раза.25
Таким образом, предлагаемый состав обеспечивает высокие эксплуатационные показатели как при сухом, так и при шлифовании с СОЖ, предотвращает насреднем в 1,2 pa-is ненибМ СОЖ и без нее, состав дополнительно содержит диселенид молибден а, жидкий каучук и изобутилнафталин- сульфонат при следующем соотношении ингредиентов, мае. %:
Сера
Диселенид
молибден а
Жидкий
каучук
Изобутилнафталинсульфонат
СтеариноваА кислота
10-15
10-20 .
2-8
0,1-0,3
Остальное
Сера
Диселенид молибдена
Жидкий каучук
Изобутилнафталинсульфонат
Стеариновая кислота
липание продуктов шлифования на рабочую поверхность круга, снижает из нос керамической связки, улучшает условия работы абразивных зерен.
Формула изобретения
Состав для пропитки абразивного инструмента, содержащий серу и стеа- 1риновую кислоту, отличающий : с я тем, что, с целью расширения технологических возможностей инструмента в условиях обработки с приме
а
10-15
10-20 .
2-8
0,1-0,3
Остальное
Таблица 1
1215
1320 6 В
8 7 1
17
. 23 9
0,1 0,2 0,3 До 100 До ГОО До 100
0,08 0,Д До 100 До 100
(сталь Р6М5)
Примеры 6 и 7 - инструмент пропитан известным составом.
Шлифование без применения СОЖ
Объем сошлифован- ной стали за период стойкости круга, г
Шероховатость обработанной поверхности, Ra, мкм
Поперечная подача, мм/дв.ход
Т 0,1
0,04
0,04 0,1
(сталь Х12М) 2 1,73
6 1,55
3,47 0,36 0,48 2,34 4,07 0,22 3,22 0,42 0,52 - - - - - - 1,98 3,78 0,35
ВНШШИ Заказ 6738/16 Тираж 677
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Таблица 2
Таблица 3
Шлифование с применением СОЖ
Объем сошлифованной стали за период стойкости круга, г
0,04
0,1
0,04
0,1
0,32
0,57
Подписное
| Состав для импрегнирования абразивного инструмента | 1976 |
|
SU621566A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
